数控折弯机模具.刀具(数控折弯机的基础教程)
Posted
篇首语:犀渠玉剑良家子,白马金羁侠少年。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控折弯机模具.刀具(数控折弯机的基础教程)相关的知识,希望对你有一定的参考价值。
数控折弯机模具.刀具(数控折弯机的基础教程)
折床模具
1.1折床上模
上模又称折刀,分整体式和分割式两种,整体式上模长度:415mm和835mm两种
分割式长度:10,15,20,40,50,100(左耳),100(右耳),200,300(mm);用分割模可以组合成不同长度的折弯长度.
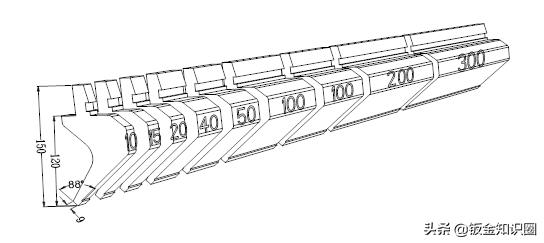
上模按类型分为:直刀,弯刀,圆弧刀,特殊刀四种.
1.1.1、直刀的类型和加工特点
适合折弯对称产品,前后方向均可以避位,刀具厚度6MM,故折弯开口可以小到6mm,
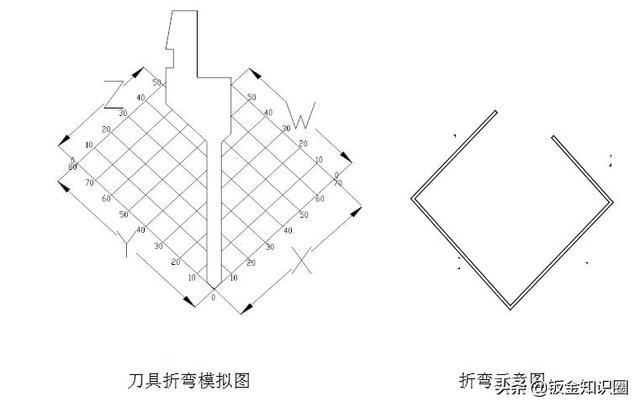
刀具分析:从刀具折弯模拟图中可以看到,刀具的前后均可以避位,但Z,W的长度要小于X,Y的长度,这种刀具的刀尖角度为88度,刀尖R角为0.2,另外刀尖角度为30度和45度的刀具使用教为普遍.

刀具分析:刀尖角度30度,刀尖R角为0.67,故可以折弯角度30度到180度,利用刀具尖端的小角度可以闪躲抽芽孔或螺母等,另外也可以作为插深模具使用,刀具前后都可以避位.
1.1.2、弯刀的类型和加工特点
刀具分析:刀具在折弯过程中主要是利用W方向上的避位,当X>15MM,其避位效果越来越差,当Y>30才满足折弯条件,否则将撞刀背,此种刀具俗称小弯刀.
刀具分析:刀具在折弯过程中主要是利用W方向上的避位,当X>25MM,其避位效果越来越差,当Y>75才满足折弯条件,否则将撞刀背,此种刀具俗称大弯刀.
1.1.3、圆弧刀的类型和加工特点
刀具分析:圆弧刀具分为固定式和活动式两种,圆弧刀具是通过更换圆棒来满足1不同圆弧折弯的加工条件,固定式圆弧刀具当X尺寸>10MM时,其避位效果与小弯刀相同,下模V槽通俗的选择标准为圆弧的直径加两个板厚.
1.1.4、特殊刀具的类型和加工特点
折床的特殊刀具包括段差模具,压平模具和一些特殊形状的折弯上模,
A:现有断差模具整支的分为415mm和835mm两种,分割形状的尺寸规格与刀具分割的规格一致,成型图示规格的折弯形状,但当板材厚度较厚时,如T=2.0,考虑到压痕较严重和模具本身的限制,将很难成型.
B:压平模具上模为一个平模,下模可用普通折弯下模代替,但要避开V槽.主要用于死边压平,压铆螺母等加工方法.
1.2、折弯下模
折床的下模有折弯下模,插深下模,压平下模等
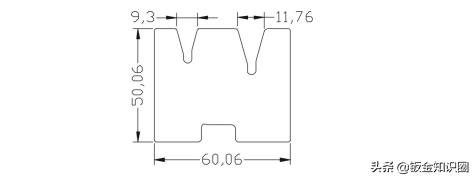
1.2.1、折弯下模
折床的折弯下模的选取主要是考虑加工产品的板厚,目前益新公司的下模选折标准是6T,非特殊情况下现场作业时以此为标准,当由于加工限制需要选折大V或小V槽加工时,折弯系数需做相应调整.
模具分析:图示为下模种类中的一种,V槽的种类主要有4V,6V,7V,8V,10V,12,16V, 25V和部分特殊大V槽折弯刀具,此种折弯下模按高度区分主要有46高和26高两种.腐蚀 湿润 霉变
1.2.2插深下模
模具分析: 图示插深下模中的一种,V槽的种类主要有4V,6V,,8V,12和部分特殊插深下模,适合折弯30-180度之间的任意角度折弯和插深.
4.2.3、压平下模
目前公司无专用的压平下模,一般情况下是以折弯模具代替使用.
2、折床的成型方法
2.1、L折加工
折弯的基本形状,折曲角度在30度到180度之间.
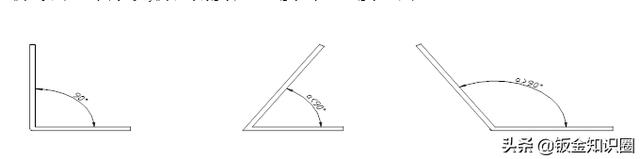
折弯锐角时需选择插深下模和锐角上模,折弯90度或钝角可选折任意模具加工.
2.1.1、L折加工的靠位原则
A:以两个后定规靠位为原则(两点),并以工件外形定位。
B:一个后定规靠位时,注意偏斜,要求与工件折弯尺寸在同一中心线上。
C:在小折折弯时,反靠位加工为最佳。
D:以靠后定规中间偏下为佳(靠位时后定规不易翘起)。
E:靠位边以离后定规近者为佳。
F:以长边靠位为佳。
G:以治具做辅助靠位(斜边与不规则边靠位折弯)。
2.1.2、L内部折弯加工注意事项
A:在模具正装时折弯, 后定规需要后拉,以防止工件在折弯过程中变形;
B:大工件内部折弯时,因工件外形较大,而折弯区较小,使刀具和折弯区难以重合,造成折弯工件定位难或折弯工件损坏等。
2.1.3、L外形折弯的加工注意事项
A:当折弯小尺寸时,上模与后定规是否干涉.
B:当孔位距折弯线较近或折弯边尺寸小于半个V槽时,注意折弯拉料产生.
2.1.4、L折加工的特殊折弯方法
A偏心折弯法
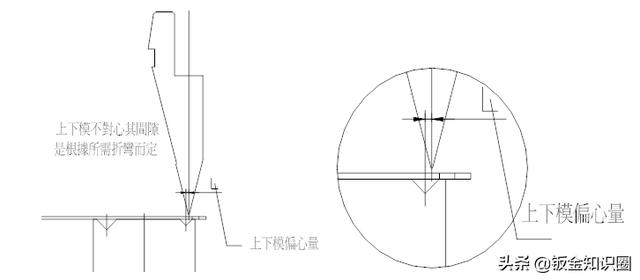
工艺分析:
偏心折弯有下模正反装的区别,加工时视拉料处在折弯线内侧或外侧而做区别.另外偏心折弯属于特殊的加工方法,有一定的危险性,非特殊 情况下不与采用
B压线后折弯法
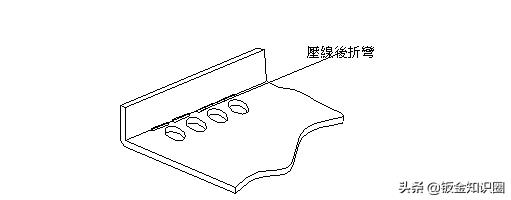
工艺分析:
由于偏心折弯有剪切的作用,对一些表面要求高的产品不以采用,压线折弯的采用时机与偏心折弯相同,在折弯前可用88度刀具或专用的压线模在折弯线处压线,然后用正常模具折弯.
C小V折大角度大V加压
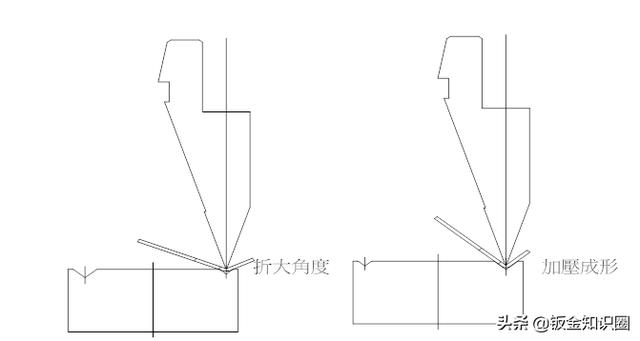
工艺分析:先用小V槽折弯成大角度,再用正常模具折弯,这种加工方法可避免因小V槽直接折弯产生的展开尺寸偏小.
D加垫片带料折弯
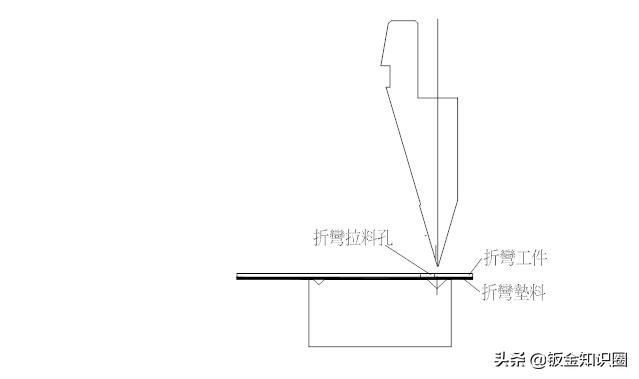
工艺分析:此加工方法多适用于工件的外形要求较严格的产品,另依成本考虑多数情况下只限于样品加工.
上述四种加工方法也可结合使用,成型效果将更理想.
2.2 、Z折加工
定义:凡成型为一反一正的折弯为Z型折弯.
标准折弯的加工范围:Z折的高度>V槽的边心距加T.
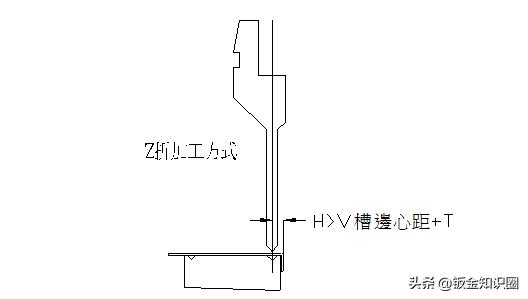
加工最小尺寸是加工使用模具限制的,加工最大尺寸是加工机台的外形决定的。
2.2.1、Z加工Z步骤
A:先按L折加工方法加工L折;
B:以L折靠位加工Z折;
(或以L折之另一边加工Z折.)
2.2.2、Z加工Z折的靠位原则
A:靠位前提,靠位方便,稳定性好;
B:一般靠位与L折相同;
C:二次靠位加工时要求工件与下模贴平.
2.2.3、Z加工注意事项
A:L折的加工角度一定要到位,一般要求89.5度到90度左右;
B:后定规要设置后拉,以防止工件变形.
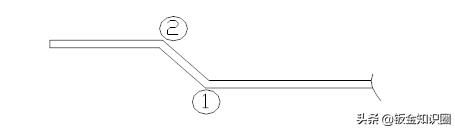
2.2.4、Z一般加工方式
A下图中应考虑加工顺序,先折弯1再折弯2.
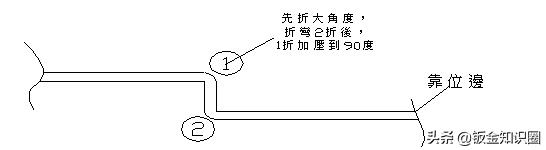
B另一类先折L折再加工Z折,并确认Z折加工是否干涉机台.
a:如果干涉,先折弯1为大角度,再折2,后加压1;
b:如果没有干涉,按一般Z折加工方式,先折1再折2.
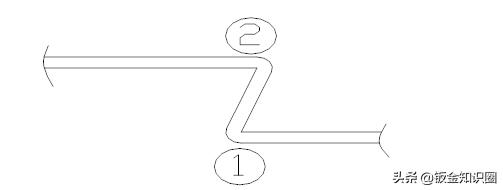
C:两个锐角Z折,先折弯成90度,再插深2,插深1.
2.2.5、Z折的特殊加工方法:
A:下模偏心加工;
B:用小V槽加工;
C:先折弯大角度再加压;
D:选用修磨下模.
2.2.6、Z折其它加工方法:
A:用断差模具加工;
B:用易模加工成型.
2.3、N折的加工
定义:在同一加工面连续加工两次为N折加工.
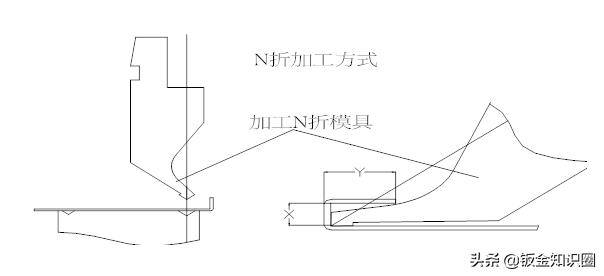
2.3.1、N折的一般加工注意事项:
A:第一折加工角度应小于或等于90度;
B:加工第二折时后定规应以加工面为基准面.
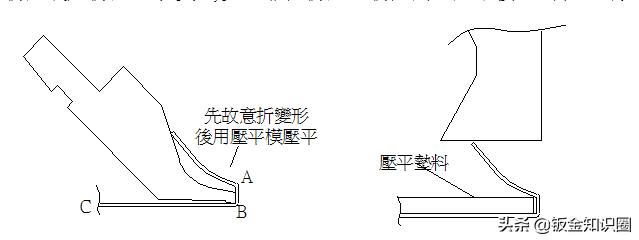
2.3.2、N折的特殊加工方法:
A.当N折之Y尺寸干涉上模轻微时==>折曲N折后用压平模整形
B.当N折之Y尺寸干涉上模甚巨时
==>A折压线后折曲至干涉处,以C靠位折曲B折后用(压平模+垫料)整形
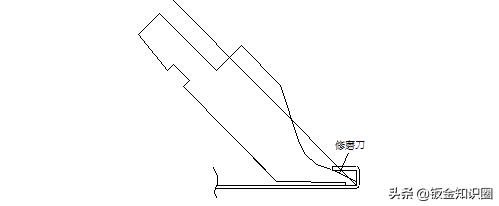
C:用修模刀具加工.
2.4、圆弧加工
圆弧加工分为用折弯模具砍圆加工和用圆弧刀加工两种,圆弧刀又分固定式和圆棒两种.
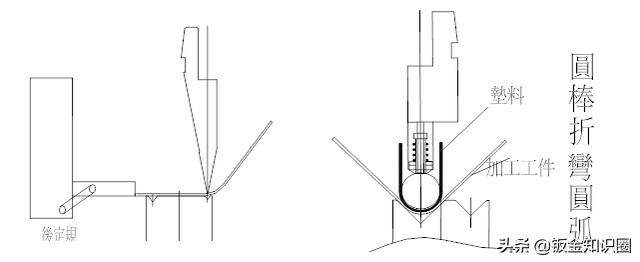
2.4.1加工注意事项:
A:当用90度下模加工时会有加工不到位的情况,因此需要用手推或如果条件允许选择88度下模;
B:多采用检测治具检测,保证工件外观尺寸;
C:加工90度圆弧,下模选择2(R+T).
3、折弯工艺编排
3.1、折弯工艺编排的基本原则
A、内到外进行折弯
B、小到大进行折弯
C、先折弯一般形状,再折弯复杂形状
D、前工序折弯不影响后工序为原则
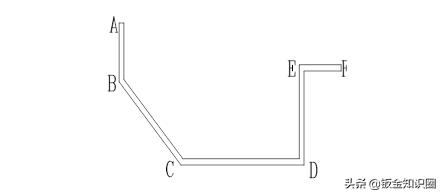
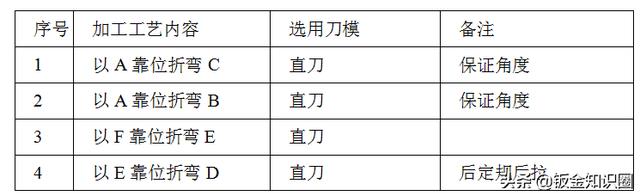
3.2、工艺编排示例
不管多复杂的工件,分开来讲都是由那几种加工方式构成.因此必须掌握每种折弯方式的操作方法,并学会融合运用,才能够在作业中针对不同的工件形状,合理编排折弯工艺.
4、定位基准的选择
A、以最近边定位;
B、以宽边定位;
C、尽量以未折边或少折弯边靠位,以减少累积误差;
D、数冲加工工件,以无毛刺和接点边定位;
E、以工件变形量小的边定位;
F、尽量选择两个后定规定位;
G、可在模具两端增加辅助定位,如磁铁等;
H、对于不规则工件,用LASER割定位治具定位;
I、大角度或U形折弯不选择定位.
5、现场作业机台选用的原则
A、根据折弯宽度选择机台;
B、根据折弯长度选择机台;
C、根据折弯所需压力选择机台;
D、根据加工工位的多少选择机台;
E、根据现场机台种类的不同,数量的多少选择机台;
F、根据模具的特殊要求选择机台;
G、根据避位要求选择机台;
H、根据后定规的移动范围选择机台;
I、根据后定规的形状选择机台.
6、折弯尺寸的控制方法
A、避免累积误差产生,每加工一折要量测展开尺寸;
B、避免以已折弯边靠位,避免以大角度靠位;
C、必须以已折弯边靠位的产品,前一折角度应略小于90度;
D、加工前确定量具的准确度;
E、正式加工前做好首检,加工过程中做好巡检;
F、根据所加工产品的精度要求,选择合适的机台;
G、避免选择不同心的刀具,加工前确认上模刀尖在同一直线上;
H、选择好的加工方式和好的工艺编排方法,简化加工难度;
I、靠位准确,有靠位异常需即时检测.
相关参考
1.折弯设备的精度与零件的精度数控折弯机的定位精度分两方面,定位装置的前后移动精度±0.1,下模的上下移动精度也为±0.1(此误差影响折弯角的精度)。折弯零件的精度与工人的操作有较大关系,理论上每一道折弯都有可能...
模具数控是什么意思(想要学好数控,最基本的是要懂得数控加工技术基础,53页内容介绍)
...中心等。2.金属成型类数控机床数控压力机、剪板机和折弯机等,通过模具对材料进行冲压、剪切和折弯等完成工件的加工。3.特种加工类数控机床数控电火花加工、数控激光加工
厂家加工工件的不同,这意味着老板们对数控折弯机的折弯精度的要求也是不一样的。而折弯精度则是由模具工作台等多种因素决定的。今天,小编不讲其他的,就数控折弯机模具的选择来跟各位老板好好聊一聊:折弯模具按照...
数控折弯机是钣金加工主要设备之一,所需模具形状各异,下面是数控折弯机常用的几种模具。数控折弯机上模:可用于常用L型、R型、Z型、U型、压平等折弯2.数控折弯机下模:下模有单V和双V模,槽口宽度为4-26V,以及还有R模...
数控折弯机是钣金加工行业主要设备之一,而模具的合格与否直接影响折弯产品的质量优劣,因此选购数控折弯机模具时一定要细心、慎重。一.材料数控折弯机模具和普通折弯机模具有很大的区别,数控折弯机要求上下模具具...
数控折弯机是利用所配备的模具(通用或专用模具)将冷态下的金属板材折弯成各种几何截面形状的工件,折弯机一般采用折弯机专用数控系统,折弯机的坐标轴已由单轴发展到12轴,可由数控系统自动实现滑块运行深度控制...
无论是不锈钢还是钢板,都可以使用数控折弯机或液压折弯机进行。根据实际情况,你可以选择使用哪种处理方法。那么,这两种处理方式之间有什么区别? 首先,数控折弯机的加工实际上是在普通液压折弯机的基础上...
视频加载中...模具很漂亮吧
今天小编和大家一起了解一下我们使用数控折弯机时遇到的问题!我们在使用数控折弯机工作的时候,很大可能会出现一些误差问题,这时我们就要注意了,一旦出了问题得马上检查。检查的第一步是折弯机现使用的模具是否有...
数控u盘程序怎么弄到数控机床里(折弯机更多实用功能分享——DXF文件导入教程)
电液折弯机除了在精度和速率上优于普通折弯机,在功能上也有很多实用的地方,本文将以DA-66T电液折弯机为例,为大家详细分解步骤介绍DXF文件导入功能,希望能够帮助到大家。DA-66T作为在总控系统中绘制所需产品的选配方案...