数控折弯机折圆弧实例(一种实现工件大圆弧折弯的工艺方法)
Posted
篇首语:知识的价值不在于占有,而在于使用。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控折弯机折圆弧实例(一种实现工件大圆弧折弯的工艺方法)相关的知识,希望对你有一定的参考价值。
数控折弯机折圆弧实例(一种实现工件大圆弧折弯的工艺方法)
大圆弧类工件是机车钢结构钣金制品中,一种较为常见的类型,其结构多变,加工难度较一般工件大,本文介绍了一种实现工件大圆弧折弯的工艺方法,并结合具体工件对使用方法进行详细叙述。
大圆弧工件在备料车间的生产实践中,一般有三种成形方式:其一为单工序压型模整体成形,适用于形状较为复杂的工件,有成形效果好、工件表面光滑平整、无压痕、加工效率高等优点,但其模具成本高且通用性差,通常在一般工艺方法无法成形或工件表面要求高的情况下采用;其二为折弯机大圆弧定制模具,此类模具一般适用于工件圆弧半径较大,但未超出折弯机工作台极限的情况,成本较单工序压型模低,模具有一定通用性;其三为本文介绍的多道弯成形方法,其基本原理为将圆弧转换为折线段,利用现有模具和设备即可实现成形,一般非外露件均可采用,适用范围广,成本较低,不用定制模具,成形质量较好。
大圆弧工件的多道成形工艺分析
多道成形工艺的基本原理是将圆弧段近似分割为折线段,如图1所示,从而达到利用小圆弧胎具加工大圆弧工件的目的。折线段相较于圆弧段,其成形效果与折线段数量正相关,采用此种工艺方法,工件表面难以避免会出现棱状结构,但对于非外露工件,综合考虑生产周期与成本,此种工艺方法可以采用。
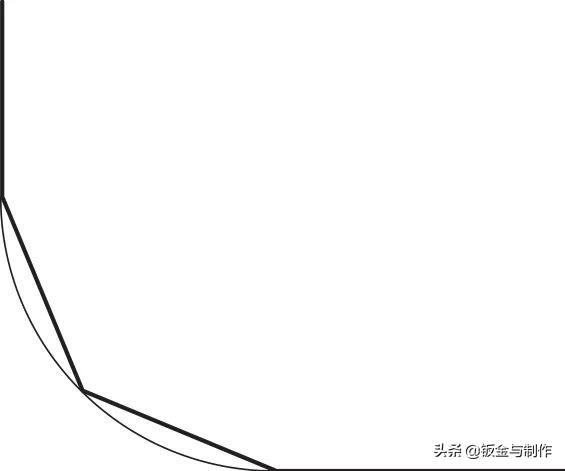
图1 圆弧的折线段近似简化示意

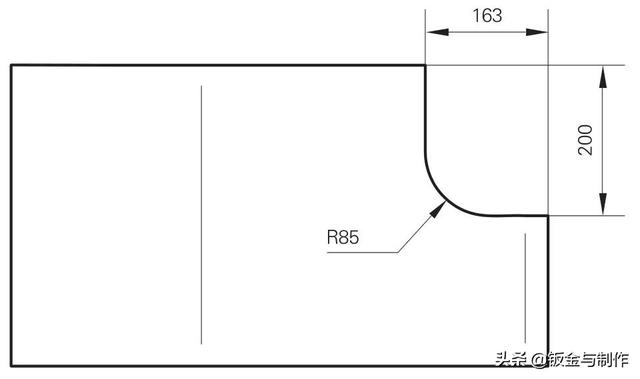
图2 工件举例
大圆弧折弯工艺运用实例
圆弧段的折线分割与折弯角度确定
如图2所示工件,此工件的折弯圆弧内半径为R350,折弯角度为120°,板厚5mm,由于该工件的使用环境满足上述大圆弧多道成形工艺方法的使用条件,以多道弯成形的方法进行加工,按照以往的经验,结合车间现有模具情况,上模采用R120圆弧模。
对图2中工件的大圆弧段进行分析,将此R350圆弧段分割为6个折线段,此时应该注意,一般为保证工件圆弧段与直线段相切处(即圆弧段两端部)过渡光滑,在圆弧段与直线段相切处,分割角度应设为其他段的一半,按照图3可以看出,图2工件采用7次折弯成形,在电液伺服折弯机加工钣金件时,需要三个基本参数,分别为板材厚度,折弯角度以及折弯线位置尺寸,首尾两次分割角度经计算为6°,其他为12°,分割后折弯角度利用CAD软件直接测量得出,具体折弯角度如图3所示。

图3 折弯段的分割
折弯线位置尺寸与展开尺寸确认
为确保折弯线展开尺寸的准确性,一般有两种方法,即中性层展开计算法与软件辅助展开法,为了简洁、快速且准确的得到折弯数据,运用软件辅助展开法进行计算,直接将分割后的零件截面图导入到Catia中,利用软件Genetative Sheetmetal Design模块生成工件模型,而后导出折弯线与展开图,如图4所示;工件轴测图如图5所示。
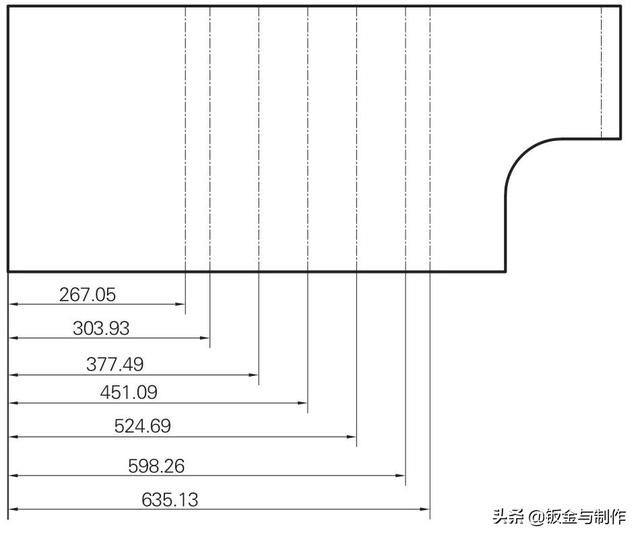
图4 展开图与折弯线位置

图5 工件轴测图
多道成形工艺运用中应注意的几点问题
薄板工件加工
在生产中发现,部分板材厚度较小的工件(2mm左右),在加工中会出现严重的变形情况,致使加工精度严重下降,不能满足设计要求,分析其原因为板材内应力释放不充分所致,观察在激光切割下料时,该批次板料由于内应力原因,已经出现工件翘曲。从另一方面来看,这也提供了一种初步判断能否直接使用多道弯的工艺,进行薄板类大圆弧工件加工的方法,即观察其在激光切割下料时的变形情况,若变形严重,则必须采取措施释放其内应力,否则很难得到合格的工件。
若生产周期允许,自然时效不失为一种经济且效果良好的方法,但已经分离好的工件经过长时间时效处理,难免在表面产生浮锈,必须使用除锈剂擦拭或喷丸处理,增加人力和设备成本,故直接使用已经经过充分自然失效的钢板为最佳选择。
若生产周期不允许,在板材分离后,采用退火处理,也可以消除内应力,但退火后材料硬度下降,必须按照工件设计要求综合考量是否退火处理。
采用多道弯成形工艺时工件展开图的计算
必须注意,在采用多道弯成形工艺,加工大圆弧工件时,必须按照实际工件状态,即使用折线段近似后的圆弧段计算展开图,不能直接使用按照圆弧计算的工件展开图,否则工件在加工后必然超差。
采用多道弯成形工艺工件的外形检测
值得注意的是,使用多道弯成形工艺加工的工件,在使用一般的比对模板进行圆弧大小检测时,必须将比对模板设计为外卡型,既将工件圆弧外侧作为检测面。若以内侧作为检测面设计比对模板,比对模板与折线段干涉,必然会出现模板卡不到位的情况,导致检测无法实现。
结束语
作为一种巧妙的工艺方法,大圆弧多道弯成形有其灵活高效的特点,但也有其局限性,必须按照工件的设计要求和使用场合,具体问题具体分析,从生产成本、工件外观质量等多方面综合考量,选择加工方法。
——摘自《钣金与制作》 2019年第10期
相关参考