数控折弯机双机联动(横跨伶仃洋世界最长跨海大桥港珠澳大桥正交异性钢桥面板制作技术)
Posted
篇首语:博观而约取,厚积而薄发。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控折弯机双机联动(横跨伶仃洋世界最长跨海大桥港珠澳大桥正交异性钢桥面板制作技术)相关的知识,希望对你有一定的参考价值。
数控折弯机双机联动(横跨伶仃洋世界最长跨海大桥港珠澳大桥正交异性钢桥面板制作技术)

一、引言
近年来,正交异性钢桥面板以其自重轻、承载能力大、跨越能力强等优点,在我国大跨度桥梁中得到广泛应用。正交异性钢桥面板由相互垂直的U形肋、横向加劲肋和桥面板焊成整体,结构构造复杂,连接多。由于受焊接造成的残余应力、桥面板直接承受车轮荷载的反复作用、结构本身存在的缺陷、施工质量等综合因素的影响,正交异性钢桥面板易遭受疲劳损伤,其疲劳问题成为亟待解决的问题。
其中萌生于U形肋焊根或焊趾的桥面板开裂(图1)是钢桥面各类裂纹中危害最大的一种。研究表明产生于U形肋与顶板焊根或焊趾处的焊缝开裂可通过提高焊接质量避免。
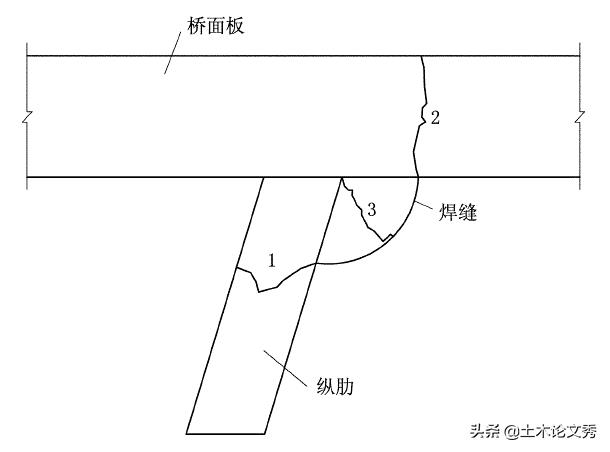
图1U形肋焊根、焊趾的裂纹
正交异性钢桥面板具有焊缝长、焊缝结构细节比较复杂的特点,难以实现预热、保温、后热及焊后热处理等措施,较多缺陷可能起源于制作加工、组装和焊接技术工艺及实施过程控制,因此,桥面板的U形肋形状、坡口尺寸、装配公差及其焊接工艺等因素是控制桥面板焊接质量最直接和最有效的手段。
港珠澳大桥是连接香港、珠海和澳门的世界级跨海大桥,该桥主桥工程大量采用正交异性板钢箱梁的结构形式,钢箱梁总量达40余万吨。该桥在国内首次采用120年的设计使用寿命,对桥面板的抗疲劳性能提出了更高的要求。本文根据港珠澳大桥长寿命的设计要求,对桥面板U形肋加工技术及桥面板自动化焊接技术进行研究,重点分析如何通过提高U形肋与桥面板的焊接质量和稳定性来提高正交异性钢桥面板的抗疲劳性能。
二、U形肋加工技术
U形肋的加工工序为:钢板校平→预处理→钢板切割→边缘加工→钻孔→坡口加工→压型。
(1)钢板校平及预处理。
预处理影响U形肋钝边尺寸、坡口角度的主要因素包括钢板平面度、板边直线度和尺寸精度。因此,用于制作U形肋的钢板,在预处理前用钢板校平机校平,使钢板轧制内应力分布均匀并消除部分应力,同时矫正钢板的塑性变形,使钢板平面度达到0.5mm/m。
(2)钢板切割、边缘加工及钻孔。
U形肋用多嘴火焰切割机床进行切割,下料时采用双枪对称切割工艺,避免板件由于切割受热导致内应力释放不均造成的变形。钢板下料后用双面边缘铣床加工,能确保边缘直线度在2mm内,U形肋展开宽度偏差在±0.5mm内。利用钻孔样板加工U形肋两端的高强度螺栓连接孔。
(3)坡口加工。
U形肋坡口采用SMP-/A型数控双边坡口铣床进行加工。该坡口铣床采用特殊的钢板夹持机构,能够有效控制钢板的振动,确保坡口钝边偏差不超过0.5mm,高速铣削能够有效避免常规刨削加工造成的坡口微观裂纹,表面粗糙度Ra不低于12.5,坡口角度在±0.5°范围内。(4)压型。影响U形肋与桥面板组装间隙的是U形肋的形状和直线度。因此,冷弯成型是U形肋制作的关键工序。采用1000t×2大型双机联动数控折弯机(图2)完全可以满足U形肋冷弯成型工艺要求。在数控折弯机床上增加自动定位、反弹量、加凸补偿量等高精度控制系统,补偿滑块与工作台间的挠度变形,以此获得满意的挠度补偿,使被折弯的工件在长度方向角度一致,提高折弯精度,保证U形肋的外形尺寸,为实现U形肋自动组装、定位及高质量焊接提供保证。
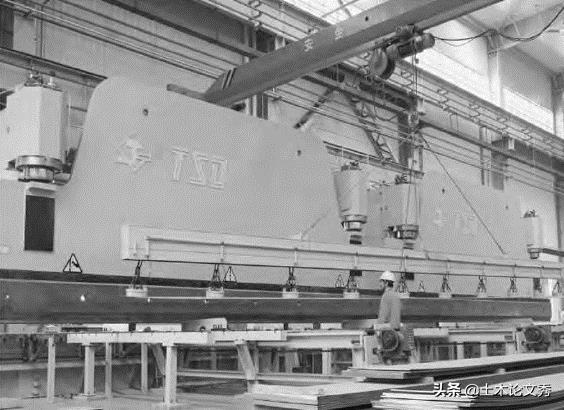
图2数控折弯机
三、桥面板自动组装和自动化焊接技术
3.1板单元自动组装和定位焊技术
正交异性板单元加劲肋组装定位的精度和定位焊质量是板单元制造的重点,U形肋的组装、定位焊在专用机床上完成(图3)。该机床轨道间距6m,轨道长30m,具有组装前钢板焊缝区域自动打磨、除尘的功能,取代了常规的人工打磨工艺,使施工环境得到改善;装配有液压自动定位、压紧机构,能够精确完成U形肋的定位,确保组装后任意2根U形肋间距偏差在±1mm以内,直线度在1mm以内,组装间隙在0.5mm以内。避免焊接过程中因组装间隙较大导致U形肋根部烧穿而造成内部焊接缺陷的现象。
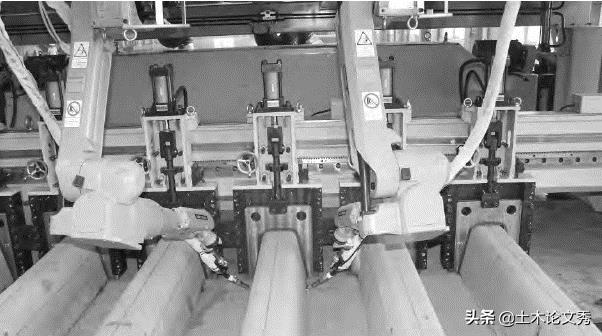 图3 U形肋桥面板单元机器人组装定位焊
图3 U形肋桥面板单元机器人组装定位焊
采用传统方法对板单元进行组装定位时,受焊工个人因素的影响,定位焊质量很难得到有效控制,稳定性也难以保证,容易形成应力集中点和裂纹源性的焊接缺陷。采用新工艺和装备后,U形肋与桥面板间定位焊由焊接机器人完成,该焊接机器人具有精准的电弧跟踪功能,跟踪精度达到0.2mm,根据U形肋的位置偏差对焊缝根部自动进行跟踪调整,确保焊接质量和焊接熔深,使定位焊缝的熔深达到不低于80%的U形肋厚度的设计要求(图4)。
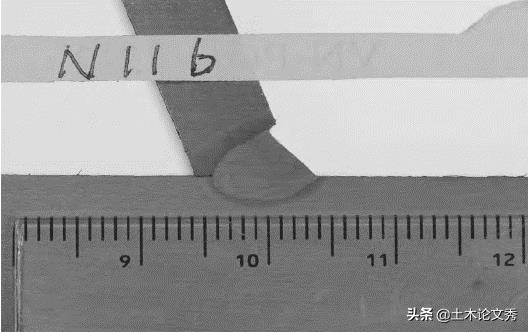
图4定位焊宏观断面
机器人为智能化程序控制,能够实现自动寻找、跟踪焊缝,对焊接电流、电压、焊速、焊缝长度、收弧时间、定位焊缝间距进行有效控制,解决了定位焊位置与质量不稳定的难题。
3.2U形肋板单元自动化焊接技术
控制U形肋与桥面板的焊接质量是保证桥面板抗疲劳性能的关键,主要表现在对焊缝根部的熔合质量和熔透深度的控制。为提高U形肋焊缝的焊接质量和稳定性,引进了与组装机床相同的焊接机器人系统,研制了U形肋板单元多头焊接专用机床,有效地保证了坡口根部焊缝的熔合和熔透深度。采用船位焊接技术,保证了焊缝外观成型,使桥面板与U形肋间连接焊缝的焊趾过渡更加平顺,应力集中大大降低。U形肋与桥面板的焊接用CO2气体保护焊的方法,焊丝为药芯焊丝,熔敷示意见图5,U形肋厚8mm,焊接材料采用E500T-1(1.4),其余焊接参数见表1。
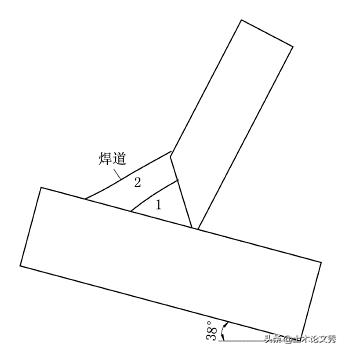
图5熔敷示意
表1U形肋角焊缝焊接规范参数
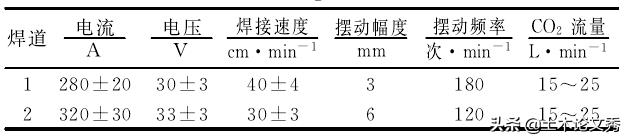
3.2.1焊接机器人焊接机器人的电弧跟踪技术是目前世界上最先进和稳定的焊接跟踪技术,其原理为焊接机器手以摆动的方式进行焊接,通过焊枪摆动检测出两端焊接电流差值,计算出相对于焊缝中央的偏移量并实时纠正,实现对焊缝的跟踪(图6),同时对跟踪结果产生记忆,在往复多层多道焊中,可根据第1层焊接时获取的工件变化信息,利用控制系统整理计算,将结果直接作用于后道工序。
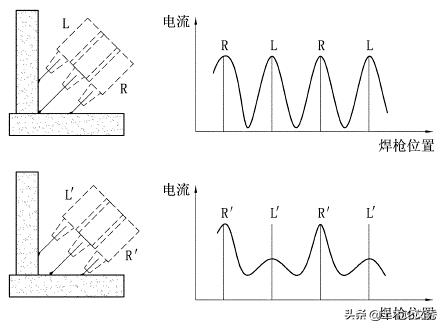
图6电弧跟踪原理示意
焊接机器人的接触传感技术是通过在焊丝前端加载传感电压,检测出工件位置,避免由于工件的尺寸或位置误差造成误操作,其包括开始点传感、三方向传感、圆弧传感、间隙传感等多种功能,具有操作精度高、定位准确、在坡口内也可以应用的优点。三方向传感为利用焊丝接触工件,检测工件X、Y、Z3个方向的参考点位置,计算出检测点位置的偏移量,加算到程序中,准确定位焊缝位置,三方向传感示意见图7。
图7三方向传感示意
焊接机器人还具有离线编程、示教编程以及自动清枪剪丝等功能,提高了自动化程度,消除人工因素对焊接质量的影响。
3.2.2船位焊接技术U形肋板单元多头焊接专用机床与反变形船位焊接技术配合使用,通过全液压夹具预设反变形,最大限度地减小了板单元焊接后变形矫正工作量,既提高了生产效率,也大大减小了板单元因火焰或者机械矫正而产生的残余应力,提高了板单元的抗疲劳性能。反变形船位焊接技术是板单元在反变形胎架上预置反变形,压紧后翻转成船位焊接,板单元的压紧和翻转采用液压系统控制完成,所有的焊缝在船位角度下施焊。反变形船位焊接技术示意见图8。
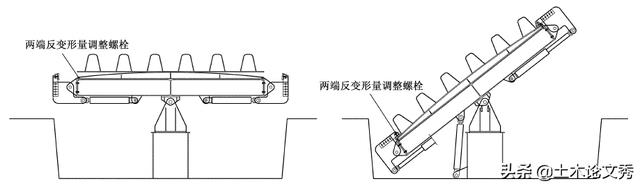
(a)反变形胎架水平状态(b)反变形胎架翻转卡紧状态
图8反变形船位焊接技术示意
采用船位焊接时,焊丝更容易伸到坡口根部,焊接过程中的焊速、焊枪摆动幅度均由机器人自动控制,更容易实现最理想的焊接参数,能有效保证焊接熔深和焊缝外观成型,从内、外同时提高焊缝疲劳强度。
板单元在焊接后产生的焊接变形,传统工艺通常采用火焰矫正的方法,即在板单元的背面焊缝的位置加热,通过热输入使焊接残余应力重新分布,使板单元达到“修平”的目的。反变形船位焊接技术是通过反变形胎架预设变形以抵消焊接时产生的焊接变形,使焊接变形得到控制,减少火焰修整量,降低再次热输入对钢材性能的影响。
自动化焊接系统与双向反变形船位焊接结合,焊缝外观质量得到很大提高,熔深和内部质量稳定可靠。船位焊接角度完成的焊缝接近凹形,使焊趾部位与钢板的过渡更加匀顺,角度均在140°以上,大大提高该类焊缝抗疲劳等级,从而提高了桥面板的疲劳性能。焊接接头具体熔深及成型细节见图9,非定位焊处焊接接头熔透深度6.9mm,为U形肋板厚(8mm)的86%;定位焊处焊接接头熔透深度7.1mm,为U形肋板厚的89%。
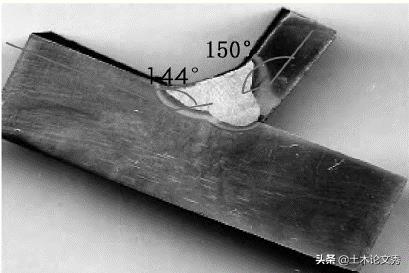
(a)非定位焊处焊接接头
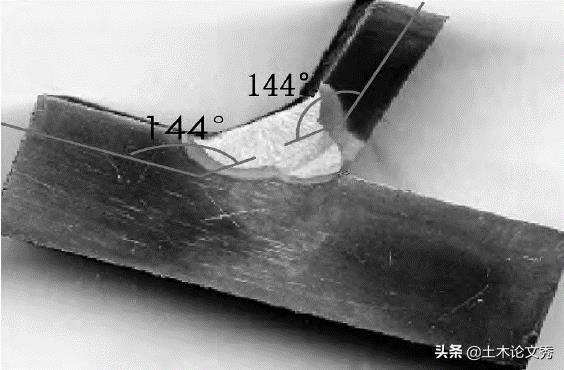
(b)定位焊处焊接接头
图9焊接接头具体熔深及成型细节
四、U形肋角焊缝疲劳试验研究
为检验应用上述正交异性板单元制造新工艺后,U形肋角焊缝质量提高的实际效果,进行了U形肋角焊缝疲劳试验研究。U形肋角焊缝的疲劳开裂是由多重因素造成的,但主要原因为第三体系应力。受实验室设备能力制约,仅以第一、第二体系应力加载的方式进行疲劳试验,主要目的是通过对比分别采用新工艺与传统工艺完成的焊缝疲劳应力的实际情况,验证采用新工艺后连接焊缝力学性能的提高水平。
疲劳试验共采用2种试件(U1、U2)进行对比,2种试件均采用船位两道焊的焊接工艺,U1采用机器人焊接,U2采用自动焊小车施焊,见图10。焊缝外观质量合格,断面有效熔透深度均不小于U形肋板厚的80%。
 (a)U采用机器人焊接U形肋角焊缝
(a)U采用机器人焊接U形肋角焊缝

(b)U2采用自动焊小车焊接U形肋角焊缝
图10U1与U2焊接设备方案
疲劳试验时采用图11所示的加载和约束方式。
试验主要考察桥面板与U形肋纵向连接角焊缝的疲劳性能,该处疲劳裂纹主要由U形肋板的弯曲应力产生,图中试件的受力状态可使角焊缝承受拉弯混合应力,虽与实桥构造有所差别,但可得出该构造角焊缝的参考疲劳性能,并能够与已完成的单侧角焊缝焊接工艺的疲劳试验结果进行对比分析。
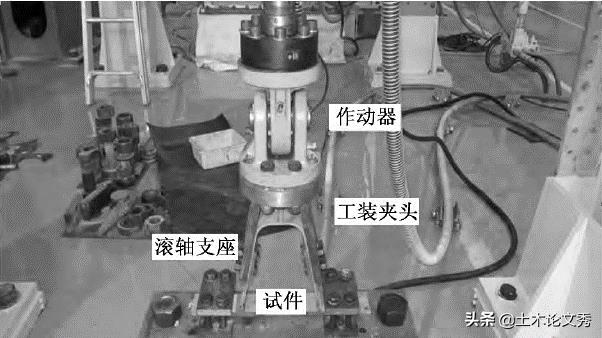
图11疲劳试验
试验过程中借助5倍放大镜和酒精观察,同时疲劳试验机设置位移限位。发现裂纹后,定时记录裂纹扩展情况和对应循环次数,继续疲劳加载至裂透板厚或试件断开。统计加载循环次数N以裂纹裂透试件板厚为原则,统计加载应力幅Δσ以试件纵肋腹板拉应力作为名义应力幅值。对试验数据进行统计,采用MIDASCivil2011建立试件有限元模型(图12),在试验加载位置施加竖、横向节点荷载,对U形肋焊趾处的名义应力进行计算。
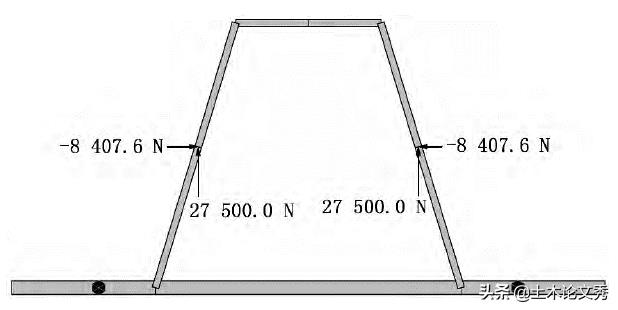 图12疲劳试件有限元模型
图12疲劳试件有限元模型
U1和U2的试验结果表明,采用机器人焊接的U1试件200万次的疲劳强度为181.69MPa,采用自动焊小车焊接的U2试件200万次的疲劳强度为141.86MPa,U1的疲劳性能优于U2,说明同样采用船位两道焊工艺,机器人焊接较自动焊小车焊接的质量更稳定,可以改善该构造的疲劳性能。疲劳试验结果显示,在第一和第二体系应力加载的情况下,采用的机器人配合反变形船位两道焊接U形肋角焊缝的工艺比传统的船位自动焊小车焊接工艺的抗疲劳性能具有明显优势,疲劳强度提高了约40MPa。
五、结语
在港珠澳大桥钢箱梁制造中研究并应用的新制造工艺包括U形肋精密加工、自动组装定位焊、反变形船位机器人焊接等技术,相对于传统的制造工艺,使焊缝内、外质量均得到了有效控制。目前,应用上述新技术完成的U形肋与钢桥面板的焊缝长达约90万米。
通过针对U形肋与钢桥面板焊缝检验进行的相控阵超声检测结果表明,所有完成的焊缝全部达到设计要求,同时,也通过破坏性检验进一步直观验证了焊缝的内部质量和稳定性。疲劳试验结果也表明,运用该技术完成的焊缝有效熔深均匀、离散度小,从而使焊缝熔合线根部的应力集中系数较以往传统工艺大大降低,有效地提高了该类焊缝抗疲劳的强度。反变形船位焊接技术保证了焊趾、焊根表面的平顺性,最大限度地降低了这2个部位的应力集中系数,也使焊缝表面抗疲劳性能得到了很大的提升。

相关参考
...港珠澳大桥是世界最长的跨海大桥!全长55公里,傲然跨越伶仃洋,被外媒评为“世界新七大奇迹”之一。先来一波美图,小伙伴们随意感受下▼▼▼你知道吗?据权威数据统计,建造这样的一座大桥共计水泥使用量约198万吨!而润...
...港珠澳大桥是世界最长的跨海大桥!全长55公里,傲然跨越伶仃洋,被外媒评为“世界新七大奇迹”之一。先来一波美图,小伙伴们随意感受下▼▼▼你知道吗?据权威数据统计,建造这样的一座大桥共计水泥使用量约198万吨!而润...
澳标高压橡胶接头(撒花|你会被震撼到的一张动图带你“穿越”港珠澳大桥)
港珠澳大桥,这座世界上总体跨度最长的跨海大桥,东连香港,西接珠海和澳门,是继三峡工程、青藏铁路之后,我国又一重大基础设施项目,也是中国桥梁建设史上技术最为复杂、环保要求最高、建设标准最高的“超级工程”...
澳标高压橡胶接头(撒花|你会被震撼到的一张动图带你“穿越”港珠澳大桥)
港珠澳大桥,这座世界上总体跨度最长的跨海大桥,东连香港,西接珠海和澳门,是继三峡工程、青藏铁路之后,我国又一重大基础设施项目,也是中国桥梁建设史上技术最为复杂、环保要求最高、建设标准最高的“超级工程”...
柳州钢木实验台(港珠澳大桥凭这些技术被称为“新世界七大奇迹之一”)
...节省东、西两岸人民的通行时间。我身下的这片海,名叫伶仃洋,是一个喇叭形的河口湾,水域面积达2100平方千米。因为我从喇叭口东岸的香港通往西岸的珠海和澳门,所以大家都叫我港珠澳大桥。我的身体
格力5匹机房精密空调(中国的骄傲 世界的奇迹 格力伴港珠澳大桥一起接受人民的检阅)
...10月23日,港珠澳大桥的通车仪式在珠海隆重举行,这条世界上最长的跨海大桥,从2009年开工至今,历时9年后,终于要接受全国人民的检阅。伴随大桥一起接受人民检阅的,还有由格力中央空调为港珠澳大桥珠海口岸提供的空调...
中国的海岸线总长度1.8万公里,居世界第四。这条漫长的海岸线造福了整个东部经济发达地区。由于沿线的岛屿众多,连接大陆和岛屿的跨海大桥,成为这些地区的重要枢纽。数据显示,这条海岸线上一共分布着35座跨海大桥,...
视频加载中...
澳标钢筋网(港珠澳大桥今早正式开通 动工9年间有哪些上市公司的身影?)
...,习近平出席仪式并宣布大桥正式开通。港珠澳大桥跨越伶仃洋,东接香港,西接广东珠海和澳门,总长约55公里,是粤港澳三地首次合作共建的超大型跨海交通工程。《每日经济新闻》记者了解到,自2009年12月15日正式动工以...
澳标钢筋网(港珠澳大桥今早正式开通 动工9年间有哪些上市公司的身影?)
...,习近平出席仪式并宣布大桥正式开通。港珠澳大桥跨越伶仃洋,东接香港,西接广东珠海和澳门,总长约55公里,是粤港澳三地首次合作共建的超大型跨海交通工程。《每日经济新闻》记者了解到,自2009年12月15日正式动工以...