数控折弯怎么点动(国产数控系统替换进口数控系统进行数控车床改造)
Posted
篇首语:吾生也有涯,而知也无涯。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控折弯怎么点动(国产数控系统替换进口数控系统进行数控车床改造)相关的知识,希望对你有一定的参考价值。
数控折弯怎么点动(国产数控系统替换进口数控系统进行数控车床改造)
专业维修折弯机、剪板机等机床;
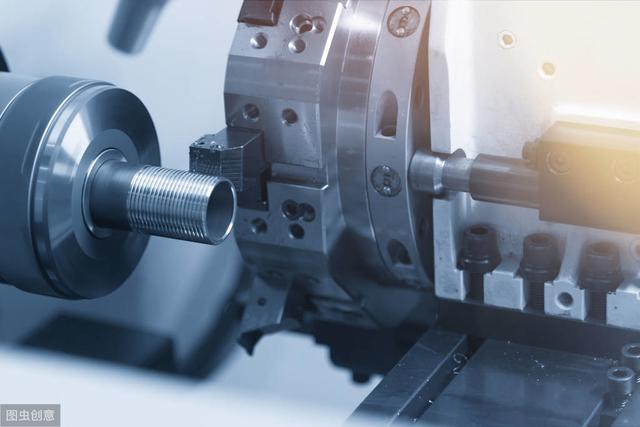
国产数控系统替换进口数控系统进行数控车床改造柳州职业技术学院广西柳州方盛配件公司购买了一台20世纪90年代初生产的二手数控车床,该机床配用的是日本FANUC公司生产的OTE型车床数控系统。因电气元件的老化,造成数控系统故障增多而停止使用。考虑到本机床使用时间较长,机械部分有一定的磨损,几何精度恢复有一定的难度,若选用国外数控系统改造也不会明显提高加工精度,加上企业资金紧张,权衡利弊,决定采用国产数控系统进行改造。
由于广西柳州的气候条件是高温和潮湿,所以就选用广州数控设备有限公司生产的GSK980TA型车床数控系统,X、Z轴选用DA98型数字式伺服单元,X、Z轴选用华中理工大学生产的15Nm三相交流伺服电动机,其中X轴电动机带有制动器。采用深圳艾默生网络能源有限公司的EV2000-4T015G型变频器控制11kW变频电动机作为主轴电机。下表为进口与国产系统配置对照表。
进口系统配置国产系统配置日本FNALCOTE型数控系统广州GSK980TA数控系统X轴12Nm伺服电动机,X轴15Nm伺服电动机,带制动器Z轴12Nm伺服电动机Z轴15Nm伺服电动机11kW;伺服主轴电动机11kW/变频主轴电动机数控车床X、Z轴安装调试的好坏直接影响机床的加工精度。因此,在加大进给轴伺服电动机转矩的基础上,进行优化伺服参数和电动机参数,同时对机床的反向间隙重新进行了检测和补偿。经过使用后完全能够满足加工零件的精度要求。
在更换过程中,X、Z轴及主轴的调试是比较顺利的。但是旋转刀塔的控制就有一定的难度。原因在于GSK980TA数控系统只能控制由角度编码器产生BCD码作为刀位反馈信号的12工位旋转刀±苔,而本机床的刀塔刀位控制是由计数开关来控制的,解决这个问题的方法有两个:①更换带有角度编码器的旋转刀塔,其费用较高,约3万多元。②将计数开关信号转换为BCD码信号。在改造时,我们选用了日本三菱公司生产的FX1S-30MT型PC机。通过PLC程序的编制实现计数开关信号转换为BCD码信号。其信号转换流程图为:发出的计数信号,C30为断电记忆型的计数器,Y000~Y003为BCD码信号,X000为刀位调整开关信号。一旦刀号出现不对的情况,可点动此按钮,强行计数,进行调位调整,直到刀号正确为止。
因为GSK980TA数控系统的输入和输出信号所限,无法实现该机床主轴液压夹盘松开/夹紧控制和尾座的伸出/收缩控制。所以,又在三菱PC机内编制了这部分的控制程序,按下夹盘控制按钮,夹盘闭合,再按一下,夹盘张开。尾座的控制方式也同样如此。(下转第70页)浪线的效果不够理想。因此,可用PLINE命令来实现。
可通过如下命令序列完成(见)先用PLINE命令在图形合适的地方徒手画折线,为保证区域封闭,可将折线超出图形轮廓(a)利用PEDIT命令中的SPLINE选项,对多义线进行曲线拟合(b)然后利用TRIM命令修剪超出边界部分,再在封闭的区域中填充剖面线(c)完成全图。
使用多义线编辑命令中的SPLINE选项,是以原多义线的顶点所通过的折线为基础,控制多边形拟合生成B样条曲线,生成的曲线可以通过修改控制顶点的位置来改变曲线的形状。
掌握了以上原理,利用多义线命令绘制轴端折断符号同样非常方便,见。可先调用PLINE命令,绘制折线1*2*3*4?5其中端点1、5必须用端点捕捉,以保证首尾两点在轮廓线上,3点可用捕捉最近点方式保证3点在轴线上,2、4两点可在合适的位置点取(见a)用同样的方法绘制5?6?3(见b)利用PEDIT命令中的SPLINE选项,对多义线进行曲线拟合,再在封闭的区域中填充剖面线,完成折断符号绘制(见c)多圆角处理以通过图层将需加粗的实体放置在某一层上进行统一管理。如果图形直接在CAD系统中打印,因CAD图形是矢量图,图线宽度不会因为图形缩放而变化,但如果需将CAD图形粘贴到Word中,在Word中排版打印,图线的宽度将随图形的缩放而变化,影响排版的美观,但如果在CAD中用多义线来绘制和编辑图形,就可以解决该问题。
用多义线加宽轮廓,如果轮廓是直线和圆弧,可以用PEDIT命令中的W选项直接统一线宽,该方法较简单。如果是圆,就不能直接用该命令进行加宽,可米用以下方法:先用Break命令在圆上断*个很小的口子,然后,用PEDIT命令中的W选项设定线宽进行加粗,再用Close选项进行闭合即可。如需加粗椭圆和椭圆弧,需先将系统变量PELLIPSE设置为1,将真椭圆变为多义线椭圆,再用和直线相同的方法加粗。注意,在CAD中Rectangle、Polygon命令同样也可以利用PEDIT命令编辑。
以上通过几个本人在实际应用中的实例,总结了利用多义线绘图的一些技巧,可见灵活应用多义线,可提高AutoCAD的绘图效率,使图形绘制更加灵活方便。同时也应看到,AutoCAD是一个平台性CAD软件,关键是如何去掌握它、用好它,才能充分发挥它的作用。
在工程上一些常见的底板常设置圆角,如果在绘制的外形时,用LINE命令同样可以完成图形,但在用FILLET命令对图形进行圆角处理时,如直接选择两边,则每次只对该两边所夹的角进行处理。但如果在绘制时选用多义线进行绘制,则在倒角处理时,只要选取一次,就能完成全部圆角(如)(上接第67页)程序中,X007为液压夹盘控制按钮,Y014/Y015为输出信号,通过继电器控制电磁阀实现夹盘的松开/夹紧。
6更换数控系统的心得体会调试过程中,一定要考虑到操作时的安全性,加入一些保护程序,避免因操作失误造成人身和设备的损坏。如主轴旋转时液压夹盘动作无效。加工零件时,必须关闭防护门等。
相关参考
数控折弯折弯机哪家公司好(外国人都觉得不错的国产电液伺服数控折弯机到底是怎么样的?)
国产电液伺服数控折弯机4+2+1轴
折弯机数控厂家(外国人都觉得不错的国产电液伺服数控折弯机到底是怎么样的?)
国产电液伺服数控折弯机4+2+1轴
...成各种几何截面形状的工件,折弯机一般采用折弯机专用数控系统,折弯机的坐标轴已由单轴发展到12轴,可由数控系统自动实现滑块运行深度控制、滑块左右倾斜调节、后挡料器前后调节、左右调节、压力吨位调节及滑块趋近...
数控折弯机怎么输入程序(肯定有很多人不知道的液压折弯机操作步骤)
视频加载中...液压系统对于折弯机本身而言就像是我们人体中枢大脑,生产中,自动化和标准化。因此,液压系统也限制在液压控制方式上,方式的不同结构型式和原理,已普遍得到市场认可。液压折弯机在试车前必须在各润滑...
数控机床不进口到中国(这就是差距国产数控机床与进口机床差距比较)
在机床行业,一般把数控机床以轴数为标准,三轴以下的为低档,三至五轴为中高档,五轴以上为高档。对工业来说,生产设备传统与现代区别的标志是传统机床和数控机床,这已成为行业共识。机床单机智能化和自动化即数控...
欧洲进口电主轴(自主可控五轴数控机床国产龙头,科德数控:产能扩张打开成长空间)
...深耕航空航天、国防军工领域公司是国内极少数具备高档数控系统及高端数控机床双研发体系的创新型企业,拥有高端数控机床、高档数控系统、关键功能部件的全产业链配置,机床85%以上的关键功能部件均为自主研发,航空航...
数控系统(军工机床强制联网,国产数控系统缺失恶果,“换脑工程”迫在眉睫)
2018年国防科工局总工程师龙红山在国产数控系统应用推广现场会上表示:“据和平利用技术协会初步统计,军工系统80%的高档数控机床依赖进口,很多军工单位精加车间都是“万国博览会”;高档数控系统进口比例更是达到了95...
(本期封面广告)我是否可以在我的数控折弯机床上折弯这个钣金零件?”其实,这是在开始一项新的折弯工作之前,您必须问自己的一个问题,答案将决定这个钣金产品、部件或零件是否能按计划进行制造。在许多情况下,您只...
数控机床行业(数控机床:国产替代空间广阔,产业链龙头强者恒强)
数控机床的更新周期约为10年,中国机床消费的上一轮高峰期为2010-2014年,以10年为更新周期计算,中国机床消费已在2020年前后进入更新替换周期,2021年中国机床消费约1704亿人民币,同比大幅增长22.6%。从工业库存周期来看,我...
数控刨床改造(机床行业研究报告:数控、国产化率提高,机床行业持续向好)
(报告出品方/作者:国泰君安证券,徐乔威、曾大鹏)1.机床:现代工业发展的重要基石1.1.机床是制造机器的机器,在制造业中发挥重要作用机床是制造机器的机器。机床是机械加工中的重要工具,一般通过切削、钻孔、磨削...