数控小型立车(西门子如何应用螺纹切削循环(Cycle 99))
Posted
篇首语:人永远是要学习的。死的时候,才是毕业的时候。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控小型立车(西门子如何应用螺纹切削循环(Cycle 99))相关的知识,希望对你有一定的参考价值。
数控小型立车(西门子如何应用螺纹切削循环(Cycle 99))
切削自媒体技术交流平台
行业:汽车/重工/航空/模具/3C/医疗等
规模:超万人技术社群
福利1:私信 回复 “技术” 您将获得平台发送的《技术手册》免费-免费-免费
福利2:私信 回复 “第一期” 您将获得 切削之家资料第一期
1.螺纹切削循环(Cycle 99)
To the top of the page
英制/美制螺纹加工:
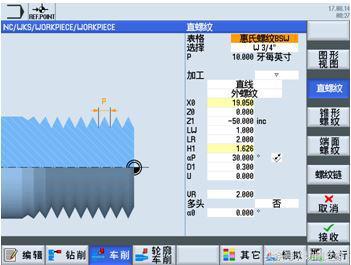
典型应用场景:在水暖接头,油泵油嘴等行业中,出于密封性的考虑,通常需要加工英制螺纹。客户首先需要选择合适牙型角的刀具,然而由于公英制螺纹在尺寸定义上存在差异,若采用公制螺纹的编程方法就需要对必要的加工参数进行单位转换,增加了额外的工作量。
在SINUMERIK Operate中的解决方案:
在Operate 操作系统中集成的螺纹切削循环加工循环
可首先选中“表格”通过“Select”(选择)键出相应的螺纹制式(公制螺纹,英制普通螺纹(惠氏螺纹),英制管螺纹(国内 图纸标注为“G”),美制螺纹),随后通过“Select”(选择)选出螺纹参数,循环中可以自动计算出螺纹深度和螺距,
用户只需要填写其他几何参数即可,从而帮助用户加工出符合国际标准的英制/美制螺纹。
To the top of the page
螺纹退尾加工:
典型应用场景:
在上述水暖接头、油泵油嘴行业中,通常螺纹的大径都比较小,根据国家标准的要求,此类螺纹普遍需要设计螺纹退尾以替代退刀槽,以避免装配中的应力集中并保证螺纹配合件之间的紧密连接。
在SINUMERIK Operate中的解决方案:
通过螺纹切削循环中的LR参数可以控制螺纹退尾的长度,方便用户针对螺纹退尾工艺进行相关的设定。
828D配置要求: 配置车削系统软件的828D 都支持此功能。
To the top of the page
2. 螺纹修复功能( synchronization spindle)
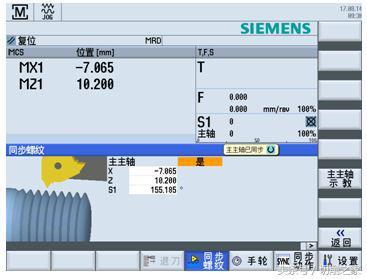
典型应用场景:
客户加工了一个螺纹,随后将工件从卡盘上拆下来,通过检查发现加工的尺寸不合适,需要重新加工。
在SINUMERIK Operate中的解决方案
在这种情况下,客户可以使用螺纹修复功能确定螺纹的起始点坐标,然后再配合相应的螺纹加工程序最终完成对该螺纹的再加工。找到相应的螺纹修复界面,将螺纹车刀的刀尖点和待修复螺纹的第一个牙对齐。通过“主主轴示教”将X,Z以及主轴的位置值写入界面的相应位置,即完成了对刀操作,并激活了螺纹修复模式。
随后调用并启动待修复螺纹工件的加工程序即可。
828D配置要求: 配置车削系统软件的828D 都支持此功能。
To the top of the page
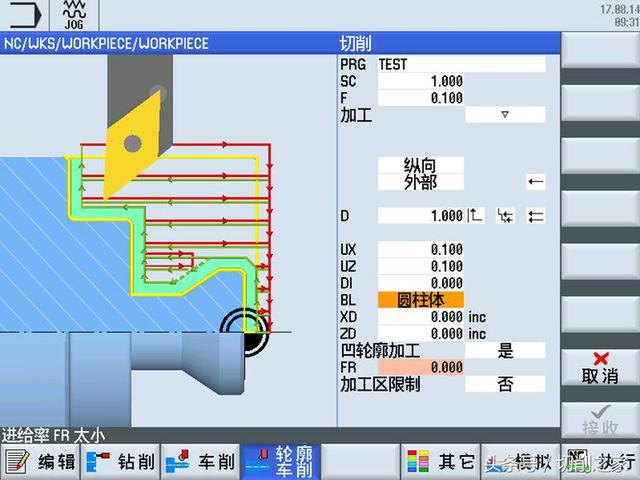
3. 预定义毛坯形状功能
典型应用场景:
在轴类,盘盖类零件的车削加工中,为了节省原材料成本和切削时间,最终客户会提前将原材料预制成和零件的最终结构类似的形状。因此就对数控系统可以提供出相应的功能,以配合最终用户达到节约加工时间的目的。
To the top of the page
在SINUMERIK Operate中的解决方案
轮廓车削循环参数BL可以解决这个问题,
如果客户使用的毛坯是圆柱体,选择成”圆柱体”
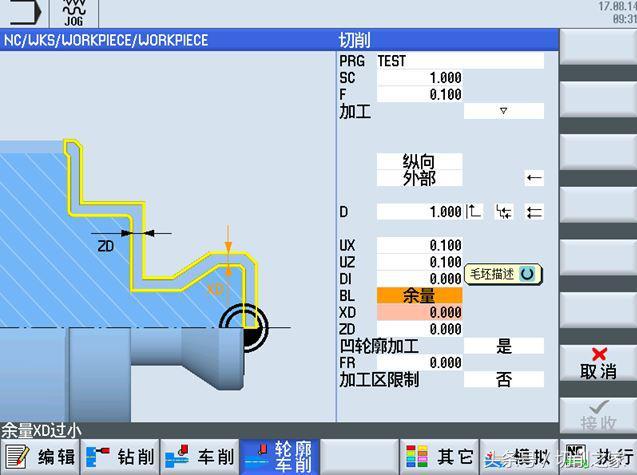
如果客户使用的毛坯已经和最终零件的轮廓很相似,只需要沿轮廓加工加工即可,选择成“余量 ”
To the top of the page
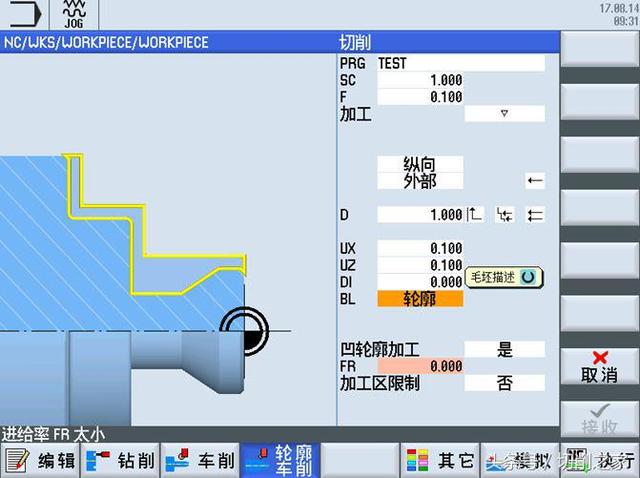
如果客户需要加工的法兰盘,刹车盘这种毛坯一般成型为阶梯状情况,可以将参数选择成为“轮廓”
To the top of the page
客户无需调整轮廓子程序,无需考虑走刀路径的优化问题,这些都在循环内部做了相应的处理。系统要求:PPU 24x中是选项(6FC5800-0AP58-0YB0),需要购买并激活。 PPU26x,PPU28x是标配。目前车削版本的系统软件都支持此功能。
更多技术文章欢迎搜索我们自媒体“切削之家”
自媒体:切削之家
编辑人:刘晶磊
小编ID:565695880
注:
福利1:私信 回复 “技术” 您将获得平台发送的《技术手册》免费-免费-免费
福利2:私信 回复 “第一期” 您将获得 切削之家资料第一期
相关参考
深孔机(西门子数控系统循环详解CYCLE81钻孔 CYCLE83钻深孔CYCLE84攻丝)
西门子数控系统循环命令详解 所谓标准循环是指数控系统的生产厂家为了方便编程人员编程,简化程序而特殊设计的。利用一条指令即可由数控自动控制完成一系列固定加工的循环动作的功能,这些循环根据数控系统的不同而...
深孔机(西门子数控系统循环详解CYCLE81钻孔 CYCLE83钻深孔CYCLE84攻丝)
西门子数控系统循环命令详解 所谓标准循环是指数控系统的生产厂家为了方便编程人员编程,简化程序而特殊设计的。利用一条指令即可由数控自动控制完成一系列固定加工的循环动作的功能,这些循环根据数控系统的不同而...
SIEMENS铣床G代码地址含义D刀具刀补号F进给率(与G4一起可以编程停留时间)G功能(准备功能字)G0快速移动G1直线插补G2顺时针圆弧插补G3逆时针圆弧插补CIP中间点圆弧插补G33恒螺距的螺纹切削G331不带补偿夹具切削内螺纹G332不带补偿夹...
数控车内螺纹编程(数控车床编程Fanuc-G76螺纹切削循环)
SIEMENS铣床G代码地址含义D刀具刀补号F进给率(与G4一起可以编程停留时间)G功能(准备功能字)G0快速移动G1直线插补G2顺时针圆弧插补G3逆时针圆弧插补CIP中间点圆弧插补G33恒螺距的螺纹切削G331不带补偿夹具切削内螺纹G332不带补偿夹...
D刀具刀补号F进给率(与G4一起可以编程停留时间)G功能(准备功能字)G0快速移动G1直线插补G2顺时针圆弧插补G3逆时针圆弧插补CIP中间点圆弧插补G33恒螺距的螺纹切削G331不带补偿夹具切削内螺纹G332不带补偿夹具切削内螺纹.退刀CT带...
数控车床加工螺纹编程(数控车床的螺纹加工指令,复合循环指令你都知道吗?不知道的我教)
大家好,我是木子,今天给大家带来,数控车床基础的螺纹车削编程教学,话不多说,上干货螺纹车削加工指令一、螺纹加工方法在数控车床上加工螺纹的进刀方式通常有直进法和斜进法,如图所示。直进法使刀具双侧刃切削,...
数控机床代码指令有G00快速点定位。G01直线插补G02顺时针圆弧G03逆时针圆弧。G04暂停。G28自动返回机床原点.G32等螺距螺纹切削。G40取消刀具半径补偿,G41刀具半径左补偿,G42刀具半径右补偿,G70精加工循环,G71轴向粗车循环,G7...
数控车g76螺纹编程(你知道G32、G34、G92、G76编程加工螺纹这些指令的区别吗?)
大家下午好,我是UG编程流苏,欢迎大家阅读本期文章!数控车削加工,是按指令编程操控机床来完成的,对于不同的工件加工要求,则需要的指令不同,今天给大家分享一下螺纹加工的几个指令如何应用机床加工。螺纹常用的...
数控加工过程中铣螺纹的应用(螺纹的数控切削工艺,干数控的你怎能不懂)
螺纹的切削工艺取决于所加工零件的结构和所采用的数控机床。一般来说,使用右刀刃加工右旋螺纹和使用左刀刃加工左旋螺纹,这样的优点是刀片的支撑最稳定,当然一般情况下,相反方式也能应用。以便尽可能避免刀面一侧...