数控如何提升工件光洁度(数控车床维修16例-加工零件有纹路光洁度差)
Posted
篇首语:丈夫不报国,终为愚贱人。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控如何提升工件光洁度(数控车床维修16例-加工零件有纹路光洁度差)相关的知识,希望对你有一定的参考价值。
数控如何提升工件光洁度(数控车床维修16例-加工零件有纹路光洁度差)
例11、加工零件有纹路及光洁度差2013.3.21
机床型号:HTC63100,数控系统:西门子802C
故障现象:加工零件有纹路及光洁度极差
该加工零件属偏心零件,装夹使用花盘,两边顶针夹紧。L1=60mm,Φ50mm,L2=20mm,Φ20,零件表面1/3有耐磨合金,刀片是立方氮化硼车刀,进行车代磨加工,主轴速度360转(偏心件,速度提高不了)。
根据经验,该故障现象有以下原因:
1、零件装夹松动;
2、刀具不好;
3、主轴轴承间隙较大;
4、主轴轴承损坏;
5、转速不稳。
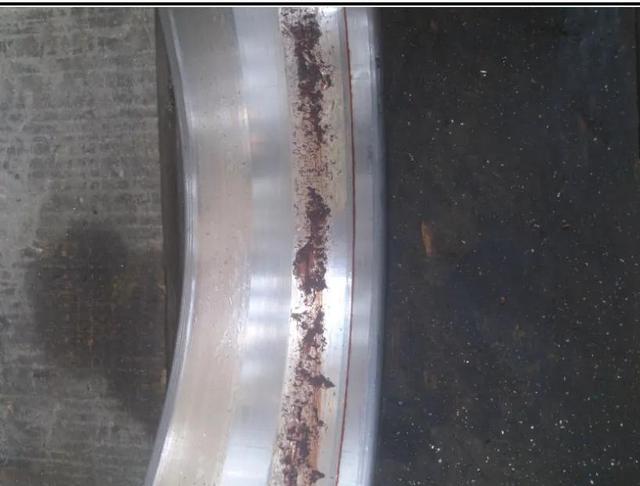
经过排查,最终确定主轴轴承损坏,必须更换。
轴承型号:哈尔滨轴承 C3182138K(NN3038K/P4W33, C3182132K(NN3032K/P4W33),C2268138( 234438BM1/P4)。轴承润滑使用德国KLUBER ISO FLEXNBUS主轴润滑脂。
该轴承锈蚀和损坏,主要原因就是润滑不良,根据操作人员说,成天催促赶活,没有人注意润滑的事。
要想设备不出故障,一定要注意保养,切记!!!



相关参考
数控车床加工尺寸不稳定(数控车床维修16例-加工零件尺寸变化大)
例6、坐标轴间隙过大,加工零件尺寸变化大2013.5.8机床型号:CK3263A,数控系统:FANUC0TC故障现象:坐标轴间隙过大,加工零件尺寸变化大。机床是沈阳数控机床厂(沈阳三厂)生产的,系统是FANUC0T。反映问题是两轴丝杆间隙过...
例6、坐标轴间隙过大,加工零件尺寸变化大2013.5.8机床型号:CK3263A,数控系统:FANUC0TC故障现象:坐标轴间隙过大,加工零件尺寸变化大。机床是沈阳数控机床厂(沈阳三厂)生产的,系统是FANUC0T。反映问题是两轴丝杆间隙过...
数控车床加工过程中x轴变动(数控车床维修16例-加工零件尺寸变化大)
例6、坐标轴间隙过大,加工零件尺寸变化大2013.5.8机床型号:CK3263A,数控系统:FANUC0TC故障现象:坐标轴间隙过大,加工零件尺寸变化大。机床是沈阳数控机床厂(沈阳三厂)生产的,系统是FANUC0T。反映问题是两轴丝杆间隙过...
例6、坐标轴间隙过大,加工零件尺寸变化大2013.5.8机床型号:CK3263A,数控系统:FANUC0TC故障现象:坐标轴间隙过大,加工零件尺寸变化大。机床是沈阳数控机床厂(沈阳三厂)生产的,系统是FANUC0T。反映问题是两轴丝杆间隙过...
数控车床刀架不准怎么办(数控车床维修16例-加工零件尺寸变化大)
例6、坐标轴间隙过大,加工零件尺寸变化大2013.5.8机床型号:CK3263A,数控系统:FANUC0TC故障现象:坐标轴间隙过大,加工零件尺寸变化大。机床是沈阳数控机床厂(沈阳三厂)生产的,系统是FANUC0T。反映问题是两轴丝杆间隙过...
数控加工光洁度(CAK系列数控车床维修实例-加工尺寸不正常,切槽发震、粗糙度大)
例52加工零件,越车越小2017.3.22机床型号:e-CA6140,数控系统GSK928TE。故障现象:加工零件时,直径方向,第一刀车削尺寸正常,第二刀车小十几丝,再车几刀都是变小,最大变化几十丝。故障现象比较奇怪,通常机械间隙太大,...
数控车床x轴间隙调整(CAK系列数控车床维修实例-加工螺纹退尾不良,零件加工超差)
例59加工螺纹,退尾不良2020.4.24。机床型号:CAK63285,数控系统:FANUC0iMATETD故障现象:加工螺纹,退尾不良。到了现场了解,反映说程序都是一直正常使用,不存在程序错误,只能是运行精度下降所致。首先检查...
数控车床x轴丝杆间隙调节图解(CAK系列数控车床维修实例-加工螺纹退尾不良,零件加工超差)
例59加工螺纹,退尾不良2020.4.24。机床型号:CAK63285,数控系统:FANUC0iMATETD故障现象:加工螺纹,退尾不良。到了现场了解,反映说程序都是一直正常使用,不存在程序错误,只能是运行精度下降所致。首先检查...
数控铣床编程100例(数控铣床编程实例,一步一步成为编程大神)
毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前...
数控车尺寸不稳定怎么调(CAK系列数控车床维修实例-加工端面有纹路)
例47车削零件端面有较大的纹路。(2013.4.10)机床型号:CAK5085nj,数控系统:GSK980TDb。在加工一个直径为260mm的盘类零件时,端面有较大不均匀纹路,加工外圆正常。先是怀疑刀具不好,换了几把刀,车削情况没有改善。当检查...