数控双头锯尺寸不准怎么(数控车双头螺纹零件的编程加工及加工工艺)
Posted
篇首语:高斋晓开卷,独共圣人语。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控双头锯尺寸不准怎么(数控车双头螺纹零件的编程加工及加工工艺)相关的知识,希望对你有一定的参考价值。
数控双头锯尺寸不准怎么(数控车双头螺纹零件的编程加工及加工工艺)
1.零件图的工艺分析
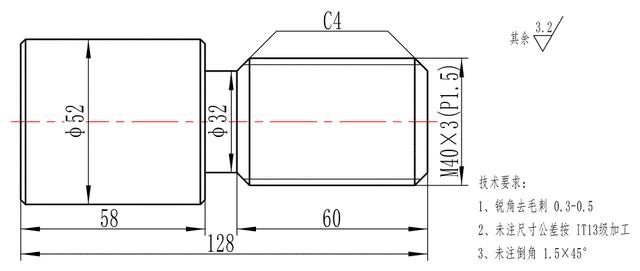
该零件表面是由圆柱、倒角,内腔、内槽等表面组成。零件材料为

钢,无热处理和硬度要求。尺寸标注完整,轮廓描述清楚。其中外圆右端需倒角

,其余未注倒角

。选毛坯¢120X40。对图样上的几个精度要求不高的尺寸,全部取其自由尺寸即可。精度要求高的尺寸,保证在公差范围之内。
2.选择设备
根据被加工零件的外形和材料等条件,选用FANUC 0i系统CKA6140数控车床。
3.确定零件的定位基准和装夹方式
3.1 装夹方式。采用三爪自定心软爪卡盘夹紧的装夹方式,
4确定加工顺序及进给路线
加工顺序按由粗到精,由近到远(自左到右)的原则确定。即先从右到左进行粗车(留1mm精车余量),然后从右到左进行精车。CKA6140数控车床具有粗车循环和精车循环功能,只要正确使用编程指令,机床数控系统就会自动确定其进给路线,因此,该零件的粗车循环不需要人为确定其进给路线(但精车的进给路线需人认为确定)。该零件从右到左沿零件表面轮廓路线精车进给,以保证零件的各部分加工尺寸。
2.4量具选择25-50mm(0.01mm)的外径千分尺,0-150mm(0.02mm)的游标卡尺
5刀具及切削用量选择
5.1外圆车刀:粗车及平端面:选用93°主偏角,刀尖角35°,刀尖圆弧0.4的外圆右偏刀。
内孔车刀:选用93°主偏角,刀尖角35°,刀尖圆弧0.4的内孔车刀。
5.2背吃刀量的选择 。
轮廓粗车循环ap=1.5mm,精车时选ap=0.5mm;
5.3主轴转速的选择
计算过程(略)
精车左端:D=48mm;主轴转速n,n=1000×130/48π=863, 精车时取900r/min;
精车右端:D=(48+34)/2=41;主轴转速n,n=1000×150/41π=1165,精车时取1200r/min;
5.4进给量的选择。
外圆粗加工时设定进给量为0.2mm/r,精加工时设定进给速度为0.08mm/r。外槽车刀设定进给速度为0.05mm/r
6、工艺分析
6.1装夹并找正工件建立工件坐标系。
6.2选用93°主偏角,刀尖角35°,刀尖圆弧0.4的外圆右偏刀粗精加工零件外轮廓¢48外圆。
6.3检测、拆卸工件
6.4掉头百分表找正工件,平端面保证总长,建立工件坐标系加工零件右端端面及外圆¢58。
选用外槽车刀: 4mm槽宽刀片、刀杆Φ16 刀尖圆弧R=0.2 材料YT5加工零件外槽
6.5检测、拆卸工件
6.6整理工量具“5S”管理
7、程序代码及注释
掉头垫铜皮夹紧工件,百分表找正工件,平端面保证总长,建立工件坐标系加工零件右端加工外圆。保证总长加工外圆外槽。
主程序内容
程序注释(加工时不需要输入)
%
O1
G28U0W0;
N1;
G00G40G97G99T0101S600M03F0.2;
X57.Z5.;
G71U12.55R13;
G71P10Q11U0.2W0.05;
N10G01G42X30.;
Z1.;
X40W-4.;
Z-56.;
X32.Z-60.;
Z-70.;
X49.;
X54.Z-72.5;
N11G01G40X62.;
G0Z100.;
M00;
N2;
G00G40G97G99T0202S900M03F0.08;
X57.Z5.;
G70P10Q11;
G00Z100.;
G28U0W0M05;
M30;
%
传输程序时的起始符号
刀具回参考点进行换刀。
第一个工步
机床初始化,换1号刀,补偿号为1,转速600,进给速度0.2mm/r
加工循环起始点
粗加工循环指令,单边吃刀深度1.5mm,退刀量0.3mm
设置循环开始行号和结束行号,直径留量0.2mm,Z向留量0.05mm
循环轨迹开始,设置右刀补
车削端面
倒角C1.5
循环轨迹结束,取消刀补
回到换刀点,
主轴停转
程序停止
第二个工步
机床初始化,换2号刀,补偿号为2,转速900,进给速度0.08mm/r
加工起始点
精加工循环指令,开始行号为N10,结束行号为N11
加工结束,回到参考点
程序结束
传输程序时的结束符号
掉头垫铜皮夹紧工件,百分表找正工件,平端面保证总长,建立工件坐标系加工零件右端加工外圆。保证总长加工外圆外槽。
主程序内容
程序注释(加工时不需要输入)
O1
G28U0W0;
N1;(三角外螺纹)
G00G40G97G99T0101S600M03;
X35.Z5.;
G92X32.Z-26.F1.5;
X31.7;
X31.4;
X31.1;
X30.8;
X30.5;
X30.2;
X30.05;
X30.05;
G00Z100.;
G28U0W0M05;
M30;
测量以后Z方向向前或向后移动半个导程再次执行程序
%
传输程序时的起始符号
程序名
刀具回参考点进行换刀。
第一个工步
机床初始化,换1号刀,补偿号为1,转速600,进给速度0.2mm/r
加工循环起始点
粗加工循环指令,单边吃刀深度1.5mm,退刀量0.3mm
设置循环开始行号和结束行号,直径留量0.2mm,Z向留量0.05mm
循环轨迹开始,设置右刀补
车削端面
循环轨迹结束,取消刀补
回到换刀点,
主轴停转
程序停止
第二个工步
机床初始化,换2号刀,补偿号为2,转速1200,进给速度0.08mm/r
加工起始点
精加工循环指令,开始行号为N10,结束行号为N11
加工结束,回到参考点
程序结束
传输程序时的结束符号
相关参考
数控双头锯尺寸不准怎么调(实木桌子,椅子腿用什么样的数控榫头机)
...,多方面普遍使用不断刺激着实木桌椅的发展,今天华洲数控小郭就针对实木桌子,椅子腿的用什么样的数控榫头机做一个简单的介绍。实木桌椅的榫头一般使用的样子有以下几种,(下图部分图片来自网络,如果侵权请联系处...
数控双头锯调尺寸不动(双头锯何以优选?不忘这些建议,铝合金门窗加工质量难下降)
铝合金门窗的加工,看似是一件非常简单的事情,但是市场消费主体实则对于铝合金门窗的性能与加工质量是非常挑剔,对于相关的企业而言,拥有一台性能可靠的门窗锯更是关键。目前来看,市场中的主体消费者之所以对铝合...
数控精密双头切割锯(全铝家具虽环保优势明显,但缺少此种双头锯支持,恐消费者难买账)
在中华民族的传统文化中,“家”的文化历来根深蒂固,而在千百年间的民族与文化的发展中,使得现代人对于居住条件相当的重视。从年轻人结婚需要有房有车的婚恋观念转变,到老有所居,老有所养观念的流行,在这里面浸...
数控双头铣床组合机床主要用于平面加工。平面加工包括铣、车平面加工;孔加工包括钻、扩、铰、镗孔及倒角,切槽,攻螺纹,滚压孔等。随着综合自动化的发展,其工艺范围正扩大到车外圆、拉削、推削、磨削及抛光、冲...
一、门窗价格组成部份及差异分析A、材料差异,一分钱一份货铝型材:有一、二、三线厂家品牌型材价格的区别;五金有:有原装进口、合资、国产五金价位高中低品质区别,按投资对位选用。玻璃:按层数分三玻、双玻、单玻;...
数控双头铣床主要是指用铣刀在工件上加工多种表面的机床。通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。铣床是用铣刀对工件进行铁销加工的机床。除...
数控双头铣床主要是指用铣刀在工件上加工多种表面的机床。通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。铣床是用铣刀对工件进行铁销加工的机床。除...
关于专用机床与通用机床,以及它的由来发展等相关信息你知道多少?小编今天特意收集了一些关于专用机床与通用机床的信息,通过多方面的总结,得出以下相关信息,希望能够给想要购买铣床的朋友一些参考建议!机床是将...
断桥铝500数控精密锯(断桥铝门窗气密性下降,为严防订单流失,此种45度双头锯披挂上阵)
眼睛是心灵的窗户,而门窗则是千家万户沟通外界的桥梁。而近些年随着房地产的发展,门窗行业更是迎来了一波井喷式的发展。其中,在整个门窗市场中备受普通消费者欢迎的莫非是断桥铝门窗。相比普通的塑钢门窗,断桥铝...
数控车梯形螺纹g92(干数控机加工,必学的基础性知识,三角形螺纹加工尺寸计算的方法)
在加工任何零件之前必须进行相应的工艺准备,螺纹加工有别于其它车削加工,其工艺准备内容除了看清零件图样和工艺要求外,还要能计算或查表掌握螺纹基本要素数据,加工三角螺纹之前根据力样上的标注,可以明确螺纹的...