数控双头车床(数控车双头螺纹零件的编程加工及加工工艺)
Posted
篇首语:从来好事天生俭,自古瓜儿苦后甜。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控双头车床(数控车双头螺纹零件的编程加工及加工工艺)相关的知识,希望对你有一定的参考价值。
数控双头车床(数控车双头螺纹零件的编程加工及加工工艺)
1.零件图的工艺分析
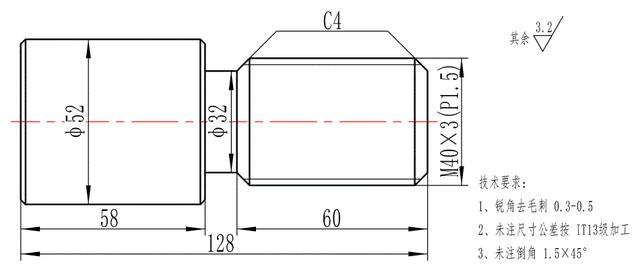
该零件表面是由圆柱、倒角,内腔、内槽等表面组成。零件材料为

钢,无热处理和硬度要求。尺寸标注完整,轮廓描述清楚。其中外圆右端需倒角

,其余未注倒角

。选毛坯¢120X40。对图样上的几个精度要求不高的尺寸,全部取其自由尺寸即可。精度要求高的尺寸,保证在公差范围之内。
2.选择设备
根据被加工零件的外形和材料等条件,选用FANUC 0i系统CKA6140数控车床。
3.确定零件的定位基准和装夹方式
3.1 装夹方式。采用三爪自定心软爪卡盘夹紧的装夹方式,
4确定加工顺序及进给路线
加工顺序按由粗到精,由近到远(自左到右)的原则确定。即先从右到左进行粗车(留1mm精车余量),然后从右到左进行精车。CKA6140数控车床具有粗车循环和精车循环功能,只要正确使用编程指令,机床数控系统就会自动确定其进给路线,因此,该零件的粗车循环不需要人为确定其进给路线(但精车的进给路线需人认为确定)。该零件从右到左沿零件表面轮廓路线精车进给,以保证零件的各部分加工尺寸。
2.4量具选择25-50mm(0.01mm)的外径千分尺,0-150mm(0.02mm)的游标卡尺
5刀具及切削用量选择
5.1外圆车刀:粗车及平端面:选用93°主偏角,刀尖角35°,刀尖圆弧0.4的外圆右偏刀。
内孔车刀:选用93°主偏角,刀尖角35°,刀尖圆弧0.4的内孔车刀。
5.2背吃刀量的选择 。
轮廓粗车循环ap=1.5mm,精车时选ap=0.5mm;
5.3主轴转速的选择
计算过程(略)
精车左端:D=48mm;主轴转速n,n=1000×130/48π=863, 精车时取900r/min;
精车右端:D=(48+34)/2=41;主轴转速n,n=1000×150/41π=1165,精车时取1200r/min;
5.4进给量的选择。
外圆粗加工时设定进给量为0.2mm/r,精加工时设定进给速度为0.08mm/r。外槽车刀设定进给速度为0.05mm/r
6、工艺分析
6.1装夹并找正工件建立工件坐标系。
6.2选用93°主偏角,刀尖角35°,刀尖圆弧0.4的外圆右偏刀粗精加工零件外轮廓¢48外圆。
6.3检测、拆卸工件
6.4掉头百分表找正工件,平端面保证总长,建立工件坐标系加工零件右端端面及外圆¢58。
选用外槽车刀: 4mm槽宽刀片、刀杆Φ16 刀尖圆弧R=0.2 材料YT5加工零件外槽
6.5检测、拆卸工件
6.6整理工量具“5S”管理
7、程序代码及注释
掉头垫铜皮夹紧工件,百分表找正工件,平端面保证总长,建立工件坐标系加工零件右端加工外圆。保证总长加工外圆外槽。
主程序内容
程序注释(加工时不需要输入)
%
O1
G28U0W0;
N1;
G00G40G97G99T0101S600M03F0.2;
X57.Z5.;
G71U12.55R13;
G71P10Q11U0.2W0.05;
N10G01G42X30.;
Z1.;
X40W-4.;
Z-56.;
X32.Z-60.;
Z-70.;
X49.;
X54.Z-72.5;
N11G01G40X62.;
G0Z100.;
M00;
N2;
G00G40G97G99T0202S900M03F0.08;
X57.Z5.;
G70P10Q11;
G00Z100.;
G28U0W0M05;
M30;
%
传输程序时的起始符号
刀具回参考点进行换刀。
第一个工步
机床初始化,换1号刀,补偿号为1,转速600,进给速度0.2mm/r
加工循环起始点
粗加工循环指令,单边吃刀深度1.5mm,退刀量0.3mm
设置循环开始行号和结束行号,直径留量0.2mm,Z向留量0.05mm
循环轨迹开始,设置右刀补
车削端面
倒角C1.5
循环轨迹结束,取消刀补
回到换刀点,
主轴停转
程序停止
第二个工步
机床初始化,换2号刀,补偿号为2,转速900,进给速度0.08mm/r
加工起始点
精加工循环指令,开始行号为N10,结束行号为N11
加工结束,回到参考点
程序结束
传输程序时的结束符号
掉头垫铜皮夹紧工件,百分表找正工件,平端面保证总长,建立工件坐标系加工零件右端加工外圆。保证总长加工外圆外槽。
主程序内容
程序注释(加工时不需要输入)
O1
G28U0W0;
N1;(三角外螺纹)
G00G40G97G99T0101S600M03;
X35.Z5.;
G92X32.Z-26.F1.5;
X31.7;
X31.4;
X31.1;
X30.8;
X30.5;
X30.2;
X30.05;
X30.05;
G00Z100.;
G28U0W0M05;
M30;
测量以后Z方向向前或向后移动半个导程再次执行程序
%
传输程序时的起始符号
程序名
刀具回参考点进行换刀。
第一个工步
机床初始化,换1号刀,补偿号为1,转速600,进给速度0.2mm/r
加工循环起始点
粗加工循环指令,单边吃刀深度1.5mm,退刀量0.3mm
设置循环开始行号和结束行号,直径留量0.2mm,Z向留量0.05mm
循环轨迹开始,设置右刀补
车削端面
循环轨迹结束,取消刀补
回到换刀点,
主轴停转
程序停止
第二个工步
机床初始化,换2号刀,补偿号为2,转速1200,进给速度0.08mm/r
加工起始点
精加工循环指令,开始行号为N10,结束行号为N11
加工结束,回到参考点
程序结束
传输程序时的结束符号
相关参考