数控及CNC加工(数控车加工一本就够FANUC和SIEMENS两大主流系统对比讲解)
Posted
篇首语:仓廪实则知礼节,衣食足则知荣辱。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控及CNC加工(数控车加工一本就够FANUC和SIEMENS两大主流系统对比讲解)相关的知识,希望对你有一定的参考价值。
数控及CNC加工(数控车加工一本就够FANUC和SIEMENS两大主流系统对比讲解)
数控加工的关键,一是数控加工工艺制订,二是程序编制,三是机床操作。
数控加工工艺是基础,也是从新手到高手的关键。
数控程序的编制,首先要制订一个合理的数控加工工艺,这里要考虑数控机床(机床的性能、机床的操作系统)、数控刀具、夹具(工件的装夹);其次考虑编程零点的设置、编程时的数据处理、数据点的计算;然后编制程序,编程时还要考虑程序简单易行,机床便于操作。
数控加工主要依据数控加工工艺和加工程序要求来完成零件加工,因而坐标系零点数据的获得、刀具数据的获得和机床操作是关键。只有将数控加工工艺制订、程序编制、机床操作这三点进行通盘考虑,融会贯通,才能编制出好的程序,获得好的零件加工精度和高的加工效率。
随着制造业的高速发展,高精度、复杂零件的加工更多地采用数控机床完成,数控车床作为其重要的组成部分得到广泛的使用。为了提高数控加工人员从事数控加工工艺制订、数控车床加工程序编制的合理性、适用性,同时考虑到学习的循序渐进性,以及新手从零基础开始并逐渐成为高手的学习特点,特编写本书。
本书从数控车床加工工艺讲起,重点讲解了FANUC系统和SIEMENS系统的常用指令、指令的综合应用、典型零件加工以及这两种系统数控机床的操作。书中基本指令讲解更多采用图解方式,综合实例与生产实际贴合紧密、涵盖全面,从零件加工工艺安排到程序编制、机床操作都思路清晰、明了易懂。同时将大量的数控加工应用技巧贯穿其中,并将书中实例在机床上进行实际验证,使读者在掌握指令的基础上对指令的灵活应用有更深的理解。
拖动右侧滚动条可以查看全目录
▼
目录
第1章 数控车床加工工艺基础
1.1数控车床概述1
1.1.1数控车床分类1
1.1.2数控车削的加工对象3
1.1.3数控车床主要技术参数4
1.1.4数控车床的结构4
1.2数控车床用刀具、夹具及典型结构5
1.2.1数控车床用刀具5
1.2.2刀架系统11
1.2.3数控车床用夹具11
1.2.4其他配置12
1.3数控车削加工工艺13
1.3.1零件图的工艺分析13
1.3.2切削用量的选择15
1.3.3加工方案的确定17
1.3.4工序的划分18
1.3.5加工顺序和进给路线的确定19
第2章 数控车床加工编程基础
2.1数控车床的坐标系24
2.1.1数控机床的坐标系24
2.1.2数控车床坐标系的确定25
2.1.3工作坐标系25
2.2编程的一般步骤26
2.2.1数控车床编程方法26
2.2.2手工编程的一般步骤26
2.2.3数控车床编程规则27
第3章 数控车编程常用指令(FANUC系统)
3.1基本指令33
3.1.1工件坐标系设定指令G5033
3.1.2工作坐标系的原点设置选择指令 G54~G5933
3.1.3暂停指令G0434
3.1.4主轴转速设置指令S和转速控制指令G96、G97、G5034
3.1.5每转进给指令G99和每分钟进给指令G9834
3.1.6参考点返回指令G2835
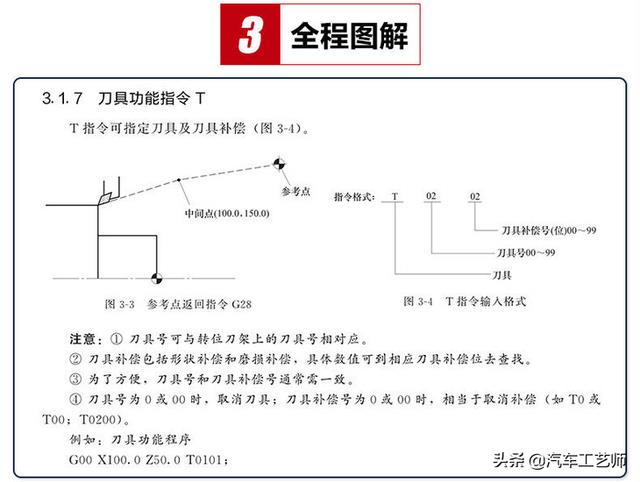
3.1.7刀具功能指令T35
3.1.8辅助功能指令M35
3.2快速点定位指令G00、直线插补指令G0136
3.2.1快速点定位指令G0036
3.2.2直线插补指令G0136
3.3圆弧插补指令G02、G0340
3.4刀具(尖)半径补偿指令41
3.5数控车削循环指令45
3.5.1单一循环指令45
3.5.2复合循环指令48
3.6螺纹切削指令55
3.6.1螺纹进刀方式55
3.6.2螺纹切削指令G3256
3.6.3螺纹加工循环指令G9258
3.6.4复式螺纹切削循环指令G7659
3.6.5螺纹加工实例60
3.7子程序应用65
3.7.1子程序调用65
3.7.2子程序编程实例65
3.8宏程序应用68
3.8.1宏程序编制68
3.8.2宏程序编制实例73
第4章 数控车编程常用指令(SIEMENS系统)
4.1SIEMENS系统编程基本结构83
4.1.1程序名称83
4.1.2程序结构和内容83
4.1.3程序字及地址符84
4.1.4程序段结构84
4.2SIEMENS系统常用G代码和M代码介绍84
4.2.1SIEMENS G功能格式84
4.2.2其他指令85
4.2.3支持的M代码86
4.3常用指令(SIEMENS系统)86
4.3.1坐标系的确定86
4.3.2代码解释87
4.4子程序93
4.5固定循环94
4.6螺纹切削指令102
4.7参数编程106
4.7.1R参数编程106
4.7.2程序跳转106
4.7.3编程实例108
第5章 常用指令的综合应用
[实例5-1]~[实例5-16]
第6章 典型零件加工
6.1轴类零件的加工182
零件1~零件12
6.2盘、套类零件加工220
零件1~零件8
第7章 数控车床操作
7.1数控车床操作(FANUC 0T系统)257
7.1.1控制面板257
7.1.2手动操作方式258
7.1.3MDI方式(手动数据输入方式)258
7.1.4编辑方式259
7.1.5自动加工方式260
7.1.6工作坐标系设定261
7.1.7车床刀具补偿参数262
7.2数控车床操作(FANUC 0i系统)263
7.2.1FANUC 0i控制面板263
7.2.2手动操作方式266
7.2.3MDI方式(手动数据输入方式)267
7.2.4编辑方式267
7.2.5自动加工269
7.2.6位置显示270
7.2.7刀具补偿参数270
7.2.8输入零点偏置数据271
7.3数控车床操作(SIEMENS系统)273
7.3.1系统操作273
7.3.2数控程序处理277
7.3.3程序的输入和输出及轨迹查看279
7.3.4参数设置279
参考文献
相关参考
数控机床主要由什么组成(数控车加工一本就够FANUC和SIEMENS两大主流系统对比讲解)
数控加工的关键,一是数控加工工艺制订,二是程序编制,三是机床操作。数控加工工艺是基础,也是从新手到高手的关键。数控程序的编制,首先要制订一个合理的数控加工工艺,这里要考虑数控机床(机床的性能、机床的操...
数控机床的基本组成包括哪些(数控车加工一本就够FANUC和SIEMENS两大主流系统对比讲解)
数控加工的关键,一是数控加工工艺制订,二是程序编制,三是机床操作。数控加工工艺是基础,也是从新手到高手的关键。数控程序的编制,首先要制订一个合理的数控加工工艺,这里要考虑数控机床(机床的性能、机床的操...
数控车床故障1(CNC加工中心常用(FANUC )系统故障维修 10 种解决方式)
《FANUC系统故障维修10例》例161.“循环起动”灯不灭的故障维修故障现象:某配套FANUC6M的立式加工中心,在执行程序时出现仅执行程序中的第一移动指令,此后“循环起动”灯一直亮,但不执行下一段。分析及处理过程:由于...
FANUC系统的PMC在哪里呢?我们似乎无法看见完全的PMC。其实,FANUCPMC是典型的与CNC集成在一起的内装式PLC,其CPU和存储器就在CNC控制单元的主板上。由于PMC与机床电器无法直接连接,要通过I/O单元,因此,典型的FANUCPMC控制系统的...
1/10.日本FANUC数控系统日本发那科公司(FANUC)是当今世界上数控系统科研、设计、制造、销售实力最强大的企业,总人数4549人(2005年9月数字),科研设计人员1500人。FANUC数控系统五大特点:1、高可靠性的PowerMate0系列用于控制2轴的小...
1/10.日本FANUC数控系统日本发那科公司(FANUC)是当今世界上数控系统科研、设计、制造、销售实力最强大的企业,总人数4549人(2005年9月数字),科研设计人员1500人。FANUC数控系统五大特点:1、高可靠性的PowerMate0系列用于控制2轴的小...
大家好,我是操机小能手。今天给大家带来的是CNC孔加工指令的详细讲解,包含钻孔、镗孔、铰孔、攻丝等10种,每一种都是自己实践应用精心整理而出!希望大家喜欢,老铁们的关注和收藏及转发,是我更新最大的动力,喜欢...
一、慢走丝与快走丝机床二、快走丝线切割与慢走丝线切割的主要区别快走丝与慢走丝,是以电极丝走丝速度来区分的。快走丝的丝速通常在10m/s左右,目前切割速度一般约60平方毫米/分,最高速度有达到200多平方毫米/分的;慢...
CNC数控加工手工编程快速入门概念一、指令分组将功能类似的指令分成一组,同一组的G代码不能同时出现在同一行程序段里。概念二、程序段程序段是程序的基本组成部分,程序段由不同的指令组合而成。以下是我们学校在授...
数控车床加工葫芦程序(数控车加工工艺品经典资料(附FANUC系统程序))
1、奖杯程序:O0001;G99G97G40;T0101;M03S800;G00Z2.0;X38.0;G73U17R8;G73P1Q2U0.5W0.0F0.3;N1G01X1.32F0.1;Z0.0;X8.64Z-10.99;G02X7.91Z-14.39R2.35F0.1;G03X18.53Z-16.58R5.06F0.1;X30.98Z-19.95R8.04;X33.31Z-22.23R1.62;G02X32.41Z-24.11R2