数控加工过程是怎样的(数控高速走丝电火花线切割加工实训教程)
Posted
篇首语:地球是有限的,而知识是无限的。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控加工过程是怎样的(数控高速走丝电火花线切割加工实训教程)相关的知识,希望对你有一定的参考价值。
数控加工过程是怎样的(数控高速走丝电火花线切割加工实训教程)
数控高速走丝电火花线切割的加工路径的优化电火花线切割加工路径的合理与否关系到工件变形的大小,因此,优化加工路径有利于提高切割加工质量和加工效率。
1.加工起点的确定
1)应在表面粗糙度值要求较小的表面上选择切割起点。
2)应尽量在切割图形的交点上选择切割起点。
3)对于无切割交点的工件,切割起点应尽量选择在便于钳工修复的部位,如外轮廓的平面、半径大的弧面,要避免选择在凹入部分的表面上。
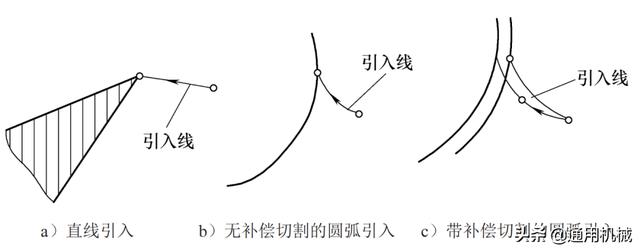
2.进刀点的确定在线切割加工中,进刀点通常与工件切割起点不重合,这就需要一段从进刀点到切割起点的引入切割段。
当切割起点选在切割图形的交点上时,引入切割段通常采用直线方式;当切割起点选在切割图形的表面上时,对于无补偿的切割,引入切割段通常采用圆弧方式,并与切割起始段相切;对于带补偿的切割,一般引入切割段在圆弧方式引入前需增加用于建立补偿的直线段,如图示。
3.加工路径的选择
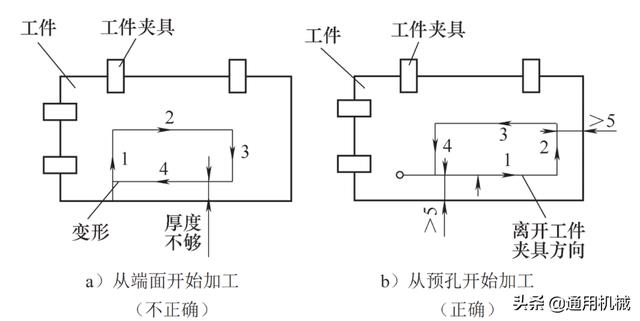
在加工中,工件内部应力的释放要引起工件的变形,所以在选择加工路线时,必须注意以下几点:
1)避免从工件端面开始加工,应从穿丝孔开始加工。
2)加工的路线距离端面(侧面)应大于5mm。
3)加工路线开始应从离开工件夹具的方向进行加工,最后转向工件夹具的方向。如图所示由1段至2、3、4段。
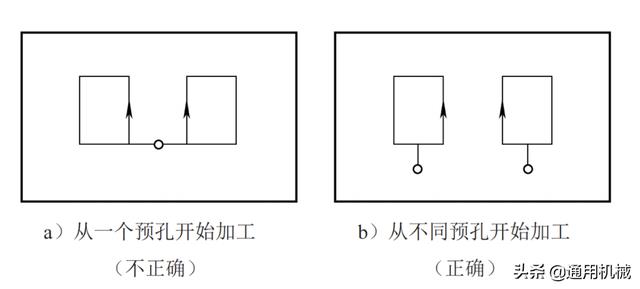
4)在一块毛坯上要切出两个以上零件时,不应连续一次切割出来,而应从不同预孔开始加工,如图所示。
以上内容节选自《数控高速走丝电火花线切割加工实训教程 第2版》
内容简介
《数控高速走丝电火花线切割加工实训教程 第2版》介绍了数控高速走丝电火花线切割加工基础知识,包括电火花加工的基本原理、特点和数控高速走丝电火花线切割加工基础名词术语等;
介绍了数控技术相关的基础知识,以及数控高速走丝电火花线切割加工机床的结构、使用、日常维护及保养的相关知识;通过实际机床范例介绍了数控高速走丝电火花线切割加工工艺与加工程序的编制方法;
以国内北航海尔CAXA CAM线切割2019版自动编程系统为代表,通过模具、文字等实例,讲解了数控高速走丝电火花线切割加工自动编程技术和操作方法;
以机床的开机、工件的装夹、电极丝安装与调整等为主线,介绍了数控高速走丝电火花线切割加工实训项目;通过环形片、跳步模、齿轮8个典型零件实例,按照工艺分析、加工准备、程序编制、加工操作等流程顺序,完整地介绍了应用数控高速走丝电火花线切割机床加工工件的工艺过程;对加工过程中易出现的如断丝、精度、加工技巧等问题,进行了深入的分析,并根据大量的实践经验,给出了具体的解决方案。
本书体系完整、合理,加工实例丰富、讲解详尽、紧密结合生产实践,可以作为企业技术人员以及相关从业人员的培训教材,也可以作为各类中高等职业技术院校、高等工科院校的工程训练教材。
拖动右侧滚动条可以查看全目录
▼
目录
前言
第1章 数控高速走丝电火花线切割加工基础知识1
1.1 电火花加工概述 1
1.1.1 电火花加工的概念 1
1.1.2 电火花加工的发展现状 1
1.1.3 电火花加工的基本原理 3
1.2 电火花加工的机理 5
1.2.1 极间介质电离、击穿和放电通道的形成 5
1.2.2 介质热分解、电极材料热熔化、汽化热膨胀 6
1.2.3 电蚀产物的抛出 7
1.2.4 极间介质的消电离 8
1.3 数控电火花加工的特点及应用范围 9
1.3.1 数控电火花加工的特点 9
1.3.2 数控电火花加工的主要应用领域 10
1.3.3 数控电火花加工的工艺类型及适用范围 10
1.4 数控电火花线切割加工概述 11
1.4.1 数控电火花线切割加工的基本原理 11
1.4.2 数控电火花线切割加工的特点 14
1.4.3 数控电火花线切割的主要应用范围 15
1.4.4 数控电火花线切割技术的发展趋势 15
1.5 数控高速走丝电火花线切割加工基础名词术语 18
第2章 数控高速走丝电火花线切割加工机床21
2.1 数控机床的一些常识 21
2.1.1 数控机床的工作原理 21
2.1.2 数控机床的特点 22
2.1.3 数控机床的分类 23
2.1.4 数控加工编程基础 26
2.1.5 数控加工技术的发展 29
2.2 电火花线切割机床常识 31
2.2.1 电火花线切割机床的型号 31
2.2.2 数控电火花线切割机床的主要技术参数 32
2.2.3 线切割加工机床的分类 .32
2.3 数控高速走丝电火花线切割机床的主要组成部分 .35
2.3.1 床身和坐标工作台 .35
2.3.2 电火花线切割走丝机构 36
2.3.3 工作液及其循环系统 37
2.3.4 脉冲电源 38
2.3.5 数控装置 40
2.4 数控高速走丝电火花线切割加工机床使用、日常维护及保养须知41
2.4.1 机床安装与使用环境要求须知 41
2.4.2 机床使用须知 .42
2.4.3 机床保养须知 .43
第3章 数控高速走丝电火花线切割加工工艺45
3.1 数控高速走丝电火花线切割加工的主要工艺指标 3.1.1 加工精度和配合间隙 .45
3.1.2 切割速度 45
3.1.3 表面质量 46
3.2 电极丝与工作液 46
3.2.1 电极丝 46
3.2.2 工作液 .48
3.3 数控高速走丝电火花线切割的加工路径 51
3.3.1 电极丝的偏移 51
3.3.2 穿丝孔位置的确定 53
3.3.3 加工路径的优化 54
3.4 数控高速走丝电火花线切割加工的工艺方法 55
3.4.1 单次切割工艺 55
3.4.2 多次切割工艺 55
3.5 工艺参数对高速走丝线切割加工的影响 56
3.5.1 电参数对高速走丝线切割加工的影响 56
3.5.2 非电参数电极丝对线切割加工的影响 59
3.5.3 非电参数工件和工作液对线切割加工的影响 63
3.5.4 线切割加工工艺参数的合理选择 66
第4章 数控高速走丝电火花线切割机床操作69
4.1 数控高速走丝电火花线切割机床通用加工准备 69
4.1.1 加工准备 69
4.1.2 工艺准备 69
4.1.3 工件安装 72
4.1.4 加工流程及步骤 76
4.1.5 图样分析与毛坯准备 78
4.2 数控高速走丝电火花线切割机床通用加工操作 81
4.2.1 开、关机与脉冲电源操作 81
4.2.2 线切割机床控制系统 82
4.2.3 线切割机床绘图式自动编程系统操作 87
4.2.4 电极丝的绕装与工件的装夹找正 89
4.2.5 机床安全操作规程和操作步骤 90
4.2.6 工件编程和加工操作实例 91
4.3 加工程序的编制 97
4.3.1 数控电火花线切割加工编程基础 98
4.3.2 数控电火花线切割加工B代码编程 98
4.3.3 ISO代码格式程序编制方法 101
4.3.4 B代码与ISO代码格式之间的关系及相互转换 103
4.4 HL线切割控制系统操作 109
4.4.1 快捷键 110
4.4.2 操作使用 110
4.4.3 数据录入 114
4.4.4 变锥切割 114
4.5 HF中走丝编程控制系统操作 116
4.5.1 HF全绘图方式编程软件简介 116
4.5.2 界面功能 117
4.5.3 加工界面操作说明 119
4.5.4 多次切割工艺参数设置 124
4.5.5 多次切割操作实例 125
第5章 数控高速走丝电火花线切割加工自动编程实训135
5.1 CAXA CAM线切割自动编程系统简介 136
5.1.1 CAXA CAD电子图板2019的特点 136
5.1.2 CAXA CAM线切割2019加工系统 137
5.2 CAXA CAM线切割加工图形的绘制 143
5.2.1 基本曲线的绘制 144
5.2.2 高级曲线的绘制 146
5.2.3 曲线编辑 148
5.2.4 零件绘制 149
5.3 CAXA CAM线切割自动编程 153
5.3.1 加工轨迹的生成 153
5.3.2 加工代码的生成 156
5.4 实例一:凸模零件的线切割自动编程加工 160
5.4.1 绘制加工零件图 160
5.4.2 生成线切割加工轨迹 161
5.4.3 生成加工代码并传输 166
5.5 实例二:凸凹模零件的线切割自动编程加工 167
5.5.1 绘制零件图形 168
5.5.2 轨迹生成及加工仿真 170
5.5.3 生成加工代码并传输 171
5.6 实例三:文字的线切割自动编程加工 172
5.6.1 输入文字 172
5.6.2 生成加工轨迹 173
5.6.3 线切割机床加工 174
5.7 实例四:福娃工艺品的线切割自动编程加工 174
5.7.1 图像的前期处理和矢量化 174
5.7.2 图形的修整与加工轨迹生成 177
5.7.3 轨迹仿真与代码生成 178
第6章 数控高速走丝电火花线切割加工实训项目 180
6.1 数控高速走丝电火花线切割机床开机实训 180
6.1.1 开机前准备 180
6.1.2 起动并检查机床系统各部位状态 180
6.2 数控高速走丝电火花线切割加工工件装夹、找正实训 181
6.2.1 工件的装夹 181
6.2.2 工件的找正 183
6.3 数控高速走丝电火花线切割加工电极丝安装实训 185
6.3.1 电极丝的安装 185
6.3.2 电极丝垂直度的找正 187
6.4 数控高速走丝电火花线切割加工电极丝定位实训 188
6.4.1 电极丝的定位方式 189
6.4.2 电极丝定位的操作方法 190
6.5 数控高速走丝电火花线切割加工自动编程实训 192
6.5.1 加工图形的绘制或打开已绘制的图形 193
6.5.2 加工轨迹的生成 193
6.5.3 加工代码的生成 197
6.6 数控高速走丝电火花线切割加工实训 199
6.6.1 加工程序的准备与检查 199
6.6.2 电加工参数的选择 199
6.6.3 加工中常见的问题及处理方法 .201
6.6.4 加工完成后的相关操作 202
第7章 数控高速走丝电火花线切割加工实例204
7.1 环形片零件的数控高速走丝电火花线切割加工 204
7.1.1 环形片零件简介 204
7.1.2 环形片零件线切割加工工艺分析 204
7.1.3 环形片零件线切割加工准备 205
7.1.4 环形片零件加工程序的编制 206
7.1.5 环形片零件数控高速走丝电火花线切割加工操作 210
7.2 跳步模零件的数控高速走丝电火花线切割加工 212
7.2.1 了解跳步模 212
7.2.2 跳步模零件的加工工艺分析 213
7.2.3 跳步模零件线切割加工准备 213
7.2.4 跳步模零件线切割加工程序的编制 214
7.2.5 跳步模零件数控高速走丝电火花线切割加工操作 218
7.3 齿轮零件的数控高速走丝电火花线切割加工 219
7.3.1 齿轮零件的线切割加工 219
7.3.2 齿轮零件线切割加工工艺分析 220
7.3.3 齿轮零件线切割加工准备 221
7.3.4 齿轮零件线切割加工程序的编制 222
7.3.5 齿轮零件数控高速走丝电火花线切割加工操作 228
7.4 带锥度零件的数控高速走丝电火花线切割加工 229
7.4.1 带锥度零件的线切割加工原理 .229
7.4.2 带锥度零件切割的加工工艺分析 230
7.4.3 带锥度零件切割加工准备 231
7.4.4 带锥度零件切割加工 233
7.5 超程零件的数控高速走丝电火花线切割加工 233
7.5.1 超程零件的线切割加工 233
7.5.2 零件的线切割加工工艺分析 234
7.5.3 拨叉零件的线切割加工 234
7.6 成形车刀的数控高速走丝电火花线切割加工 235
7.6.1 成形车刀线切割加工简介 235
7.6.2 成形车刀线切割加工工艺分析 236
7.6.3 成形车刀线切割加工 236
7.7 轴座的数控高速走丝电火花线切割加工 237
7.7.1 零件图及加工工艺路线 237
7.7.2 线切割加工工艺分析及主要工艺装备 238
7.7.3 线切割加工步骤及检验 238
7.8 叶轮的数控高速走丝电火花线切割加工 241
7.8.1 零件图 241
7.8.2 加工工艺路线及主要工艺装备 241
7.8.3 线切割加工步骤及检验 242
第8章 数控高速走丝电火花线切割加工技能提高 247
8.1 数控高速走丝电火花线切割加工断丝原因及解决办法 247
8.1.1 与电参数选择及脉冲电源相关的断丝 247
8.1.2 与运丝机构相关的断丝 248
8.1.3 与电极丝本身相关的断丝 249
8.1.4 与工件相关的断丝 250
8.1.5 与工作液相关的断丝 251
8.1.6 与操作相关的断丝 251
8.2 数控高速走丝电火花线切割短路问题的原因及解决办法 251
8.2.1 短路的状况与后果 251
8.2.2 加工前短路 252
8.2.3 加工结束时短路 252
8.2.4 加工中短路 253
8.3 数控高速走丝电火花线切割加工不良问题的解决办法 253
8.3.1 尺寸精度不良 253
8.3.2 表面精度不良 256
8.3.3 加工速度不良 258
8.3.4 斜度加工不良 258
8.3.5 过切不良 260
8.4 数控高速走丝电火花线切割加工技巧 260
8.4.1 电火花线切割加工的变形及其预防 260
8.4.2 提高电火花线切割加工模具的使用寿命 261
8.4.3 获得好的表面质量 262
8.4.4 铝材料的高速线切割 .263
8.4.5 大厚度、薄壁工件的切割 .264
8.5 数控高速走丝电火花线切割加工锥度 266
8.5.1 锥度加工精度问题 266
8.5.2 控制方式 267
8.5.3 切割带锥度工件的控制装置 269
8.5.4 锥度加工中应输入的数据 272
8.6 多次切割工艺要点 273
8.6.1 第一次切割 273
8.6.2 第二次切割 274
8.6.3 第三次切割 274
8.6.4 凹模板型孔小拐角的加工工艺与多次切割加工中工件余留部位的处理 275
参考文献276
相关参考
...冬庆数控机床有限公司 中走丝线切割机床是通过高速电火花线切割机床的改造,实现了在高速电火花线切割机床上的多次切割加工,该类机床被称为“中走丝”(所谓“中走丝机”并不仅指走丝速度介于高速与低俗之间,而...
...割工艺在手板制作中的应用也越来越广泛,线切割是数控电火花线切割加工的简称,线切割的基本工作原理是利用移动的金属丝作工具电极,并在金属丝和工件间通以脉冲电流,利用脉冲放电的腐蚀作用对工件进行切割加工。在...
中走丝电火花线切割机,通过多次切割减少材料变形及钼丝损耗带来的误差,使加工质量也相对提高,加工质量可介于高速走丝机与低速走丝机之间。中走丝、慢走丝、快走丝都是指的电火花线切割机床。电火花线切割机(Wirecu...
...割工艺在手板制作中的应用也越来越广泛,线切割是数控电火花线切割加工的简称,线切割的基本工作原理是利用移动的金属丝作工具电极,并在金属丝和工件间通以脉冲电流,利用脉冲放电的腐蚀作用对工件进行切割加工。在...
...能力。线切割机床分:中走丝、慢走丝、快走丝都是指的电火花线切割机床。电火花线切割机(WirecutElectricalDischargeMachini
...性质及形状等有关。快走丝机床与慢走丝机床,虽同属于电火花线切割机床,但由于走丝方式的不同,以及
...切割机床——一种可以将金属蚀除并完成工件切割任务的数控加工机床。电火花线切割机的英文全称为Wire-cutElectricalDischargeMachining,英文简称为WEDM。从另外一个层面上来看,也可以说,快走丝、中走丝、慢走丝都是金属线材与...
...型号标识方法,下面介绍几类机床的标识方法:1.数控电火花线切割机床类:此为全称,又称为电火花线切割机床,电火花线切割,数控线切割,线切割机床,仁光公司有快走丝,大锥度线切割机床,中走丝线切割机床1.快走丝...
数控电火花线切割机床属于什么(数控电火花切割机床线架、导轮部件的结构)
线架、导轮部件的结构线架的主要功用是在电极丝按给定线速度运动时,对电极丝起支撑作用,并使电极丝工作部分与工作台平面保持一定的几何角度。线架与储丝走丝机构组成了电极丝的运动系统。1.对线架的要求(1)具有...
数控电火花线切割机床的加工原理(线切割从一刀到多刀切割的原理)
...面最低粗糙度值,必然要使用很低的切割效率。单向走丝电火花线切割机床采用多次切割工艺,巧妙地把这3项指标分别放在不同次的切割加工中来实现,从而避开它们之间的矛盾。在第一次切割时,可考虑在较小丝损条件下,...