数控加工的工艺特点(数控线切割加工的特点与编程中的工艺处理和切割加工的工艺准备)
Posted
篇首语:青春是有限的,智慧是无穷的,趁短的青春,去学习无穷的智慧。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控加工的工艺特点(数控线切割加工的特点与编程中的工艺处理和切割加工的工艺准备)相关的知识,希望对你有一定的参考价值。
数控加工的工艺特点(数控线切割加工的特点与编程中的工艺处理和切割加工的工艺准备)
数控线切割加工的特点与编程中的工艺处理
数控线切割加工又称为数控电火花线切割加工,它是利用电极间隙脉冲放电产生局部瞬间高温,对金属材料进行蚀除的一种加工方法。
一、数控线切割加工的特点
(1)加工范围广,只要被加工工件是导体或是半导体,无论其硬度如何,均可加工。
(2)由于数控线切割加工线电极损耗小,加工精度高,电极丝无需刃磨,可节省辅助时间和刀具的费用。
(3)除了电极丝直径决定的内侧角部的最小半径的限制外,任何复杂形状的零件,只要能编制加工程序就可以进行加工。
(4)电极丝在加工中不直接接触工件,两者之间的作用力小,因而不需要刀具、工件、夹具有足够的刚度,以抵抗切削变形。
(5)与一般切削加工相比,数控线切割加工的金属去除率低,加工成本高,不适合形状简单的大批量零件生产。
二、数控线切割加工过程的工艺分析处理
1、分析零件图
分析零件的结构工艺性与技术要求,明确加工要求。分析哪些表面可作为工艺基准,确定定位方法。
2、工件材料的选择与热处理
数控线切割加工的工件,应选择锻造性能好、淬透性好、内部组织均匀、热处理变形小的材料,并采用合适的热处理方法(锻造、淬火、回火、消磁、除氧化皮),以达到加工后变形小,精度高的目的。
3、工艺基准的选择
(1)选择主要定位基准面,保证工件能正确、可靠地装夹在机床上,并尽量采用基准重合与基准统一的原则。
(2)尽量选择工艺基准作为电极丝的定位基准,确保电极丝相对于工件有正确的位置。
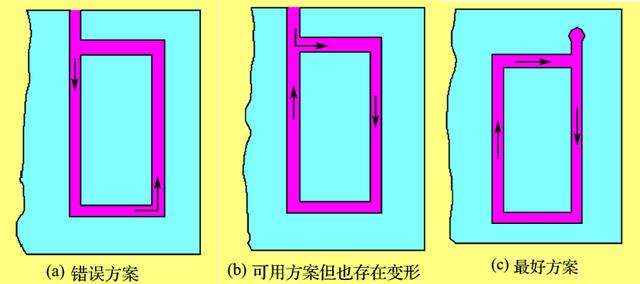
4、合理地选择切割起点和路线的走向
(1)从远离夹具的方向开始加工,最后转向工件夹具的方向,减少由于材料割断后残余应力的重新分布引起的变形,如图所示。

(2)尽量避免从工件外侧端面开始向内切割,以防材料变形,而应在工件上预制穿丝孔,再从穿丝孔开始加工,如图所示。
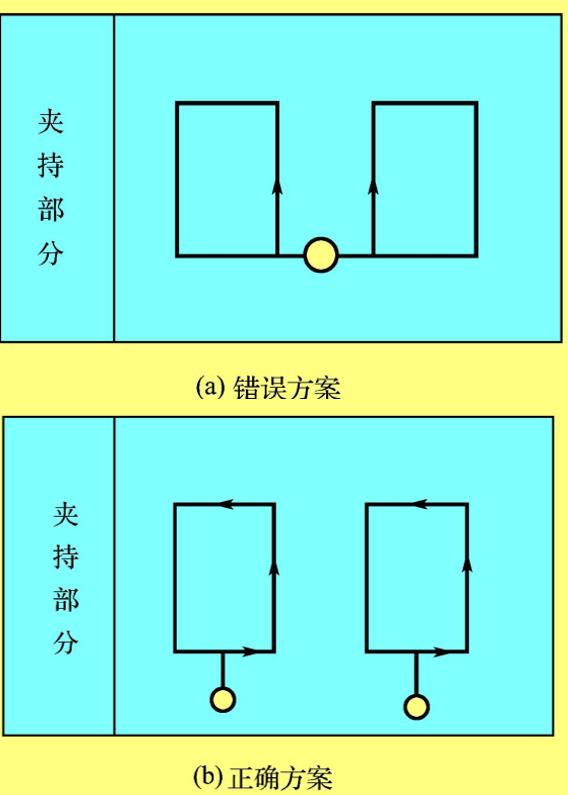
(3)在一块毛坯上切出两个以上的零件时,不应一次连续切割出来,而应从不同穿丝孔开始加工,如图所示。
(4)不能沿工件端面加工,避免电极丝单向受力,加工路线距端面距离应大于5 mm,保证工件结构强度,确保尺寸精度
(5)切割孔槽类工件时,采用多次切割以减小变形,保证精度,如图所示。第一次粗加工孔时留0.1~0.5 mm的精加工余量,以补偿变形,第二次切割为精加工达到精度要求。

(6)加工大型工件时,应沿加工轨迹设置多个穿丝孔以便发生断丝时能就近及时重新穿丝,切入断丝点。
数控线切割加工的工艺准备
一、电极丝的选择与安装
常用电极丝有钼丝、钨丝、黄铜丝和包芯丝等。
电极丝的直径应根据切缝宽窄、工件厚度和拐角尺寸大小来选择。若加工带尖角、窄缝的小型模具宜选用较细的电极丝;若加工大厚度工件或大电流切割时应选较粗的电极丝。
钨丝抗拉强度高,直径在0.03~0.1 mm范围内,一般用于各种窄缝的精加工,但价格贵。
黄铜丝适合于慢速加工,加工表面粗糙度和平直度较好,蚀屑附着少,但抗拉强度差,损耗大,直径在0.1~0.3 mm范围内,一般用于慢速单向走丝加工。
钼丝抗拉强度高,适于快速走丝加工,所以我国快速走丝机床大都选用钼丝作电极丝,直径在0.08~0.2 mm范围内。
电极丝装绕前应当注意检查导轮与保持器,装绕时注意电极丝是否张紧和装绕路线是否正确。
二、穿丝与电极丝位置的调整
电极丝应处于穿丝孔的中心,不可与孔壁接触,以免短路。
线切割加工之前,应将电极丝调整到切割的起始坐标位置上,其调整方法有以下几种:
(1)目测法
对于加工要求较低的工件,直接利用目测进行观察。利用穿丝处划出十字基准线,根据两者的偏离情况移动工作台,当电极丝中心分别与纵、横方向基准线重合时,工作台纵、横方向上的读数就确定了电极丝中心的位置。
(2)火花法
移动工作台使工件的基准面逐渐靠近电极丝,在出现火花的瞬时,记下工作台的相应坐标值,再根据放电间隙推算电极丝中心的坐标。
(3)自动找中心
就是让电极丝在工件孔的中心自动定位。
三、工件的准备
由于数控线切割加工多为模具或零件加工的最后一道工序,因此工件多具有规则、精确的外形。若外形有与工作台平行并垂直于工作台台面的两个面,则它们可以作为校正基准面。外形为不垂直面时,在允许的条件下,可把加工工艺基准或以已知的型孔作为校正基准。
四、工件装夹
(1)在夹紧零件毛坯前,必须校正电极丝与零件表面的垂直度。在装夹零件时,必须调整零件的基准面与机床拖板纵、横方向相平行,零件的装夹位置应保证工件的切割部位位于机床工作台纵、横方向进给的允许范围之内,避免超出界限
(2)应考虑切割时电极丝运动空间。
(3)夹具应尽可能选择通用(或标准)件,便于装夹,便于协调工件和机床的尺寸关系。
(4)在加工大型模具时,要特别注意工件的定位方式,尤其在加工快结束时,工件的变形、重力的作用会使电极丝被夹住,造成断丝,影响加工。
五、工件的找正
工件的找正是使工件的定位基准面分别与机床的工作台台面和工作台的进给方向 X、Y保持平行,以保证所切割的表面与基准面之间的位置精度。
常用的找正方法有:
1、用百分表找正
用磁力表架将百分表固定在丝架或其他位置上,往复移动工作台,按百分表指示值调整工件的位置,直至指针的偏摆范围达到所要求的数值。
2、划线法找正
利用固定在丝架上的划针对准工件上划出的基准线,往复移动工作台,目测划针与基准线间的偏离情况,将工件调整到正确位置。
好了,今天的分享就到这里了,希望能够帮助大家,喜欢的朋友。给个关注哦
相关参考
...有高速、高效、高精的优点,一台设备完成冲孔和切割的工艺,一次装夹,一次编程完成加工,提高了工作效率,节约了机床投资,提高了板材利用率。在金属板材加工领域,数控转塔冲床、激光切割机是板材成形加工不可缺少...
...有高速、高效、高精的优点,一台设备完成冲孔和切割的工艺,一次装夹,一次编程完成加工,提高了工作效率,节约了机床投资,提高了板材利用率。在金属板材加工领域,数控转塔冲床、激光切割机是板材成形加工不可缺少...
...有高速、高效、高精的优点,一台设备完成冲孔和切割的工艺,一次装夹,一次编程完成加工,提高了工作效率,节约了机床投资,提高了板材利用率。在金属板材加工领域,数控转塔冲床、激光切割机是板材成形加工不可缺少...
...有高速、高效、高精的优点,一台设备完成冲孔和切割的工艺,一次装夹,一次编程完成加工,提高了工作效率,节约了机床投资,提高了板材利用率。在金属板材加工领域,数控转塔冲床、激光切割机是板材成形加工不可缺少...
产品特点:1、横梁:采用方管对焊结构,具有钢性好,精度高,自重轻,惯量小的特点;2、所有焊接件均振动时效去应力处理,有效的防止了结构变形;3、纵、横向驱动,均采用精密齿轮齿条(7级精度)传动;4、横向导轨采...
产品特点:1、横梁:采用方管对焊结构,具有钢性好,精度高,自重轻,惯量小的特点;2、所有焊接件均振动时效去应力处理,有效的防止了结构变形;3、纵、横向驱动,均采用精密齿轮齿条(7级精度)传动;4、横向导轨采...
产品特点:1、横梁:采用方管对焊结构,具有钢性好,精度高,自重轻,惯量小的特点;2、所有焊接件均振动时效去应力处理,有效的防止了结构变形;3、纵、横向驱动,均采用精密齿轮齿条(7级精度)传动;4、横向导轨采...
...件的数控机床,常见的有数控电火花成型机、数控电火花线切割机、数控火焰切割机、数控激光加工机等。4、测量、绘图类主要有三坐标测
激光切割机结构和工作原理(数控激光切割机各部分组成的特点是什么?)
数控激光切割机要遵循流程来加工零件,编程人员编写好流程以后,输入到数控系统中来指引机床运转。流程的输入是根据调节介质来的。如此用数控系统来调节建立加工零配件能够由绘图人员适时修改图形,应用起来更顺其自...
激光切割机结构和工作原理(数控激光切割机各部分组成的特点是什么?)
数控激光切割机要遵循流程来加工零件,编程人员编写好流程以后,输入到数控系统中来指引机床运转。流程的输入是根据调节介质来的。如此用数控系统来调节建立加工零配件能够由绘图人员适时修改图形,应用起来更顺其自...