数控加工中心加工视频(数控加工中心知识大全明白了这些还怕干不出好活吗)
Posted
篇首语:得意犹堪夸世俗,诏黄新湿字如鸦。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控加工中心加工视频(数控加工中心知识大全明白了这些还怕干不出好活吗)相关的知识,希望对你有一定的参考价值。
数控加工中心加工视频(数控加工中心知识大全明白了这些还怕干不出好活吗)

加工中心集油、气、电、数控为一体,能够实现对各种盘类、板类、壳体、凸轮、模具等复杂零件工件一次装夹,完成钻、铣、镗、扩、铰、刚性攻丝等多种工序加工,因此是高精加工的理想设备,本文将会从以下几个方面分享加工中心的使用技巧:加工中心如何对刀?加工中心如何生产加工易变形零件?加工中心刀具为什么要进行钝化处理?加工中心如何降低工件表面粗糙程度?加工中心干完活以后应该怎么办?
加工中心如何对刀?
1、回零(返回机床原点)
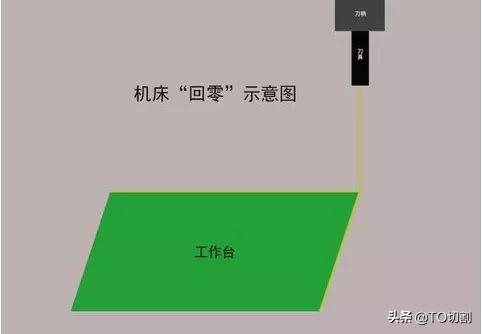
对刀之前,一定要进行回零(返回机床原点)的操作,以便于清除掉上次操作的坐标数据。注意X、Y、Z三轴都需要回零。
2、主轴正转
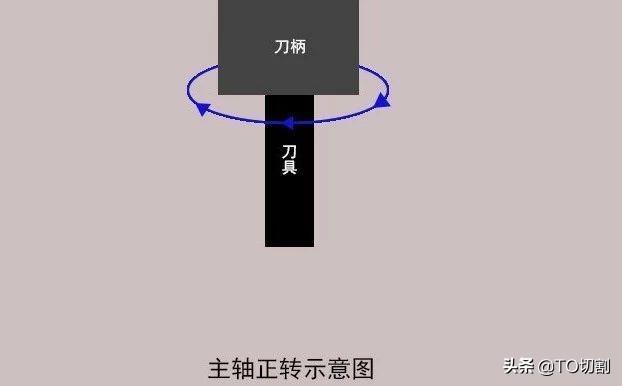
用“MDI”模式,通过输入指令代码使主轴正转,并保持中等旋转速度。然后换成“手轮”模式,通过转换调节速率进行机床移动的操作。
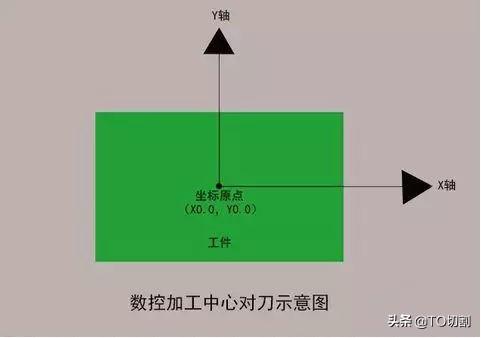
3、X向对刀
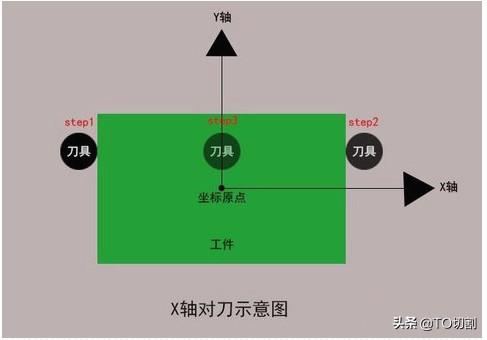
用刀具在工件的右边轻轻的碰下,将机床的相对坐标清零;将刀具沿Z向提起,再将刀具移动到工件的左边,沿Z向下到之前的同一高度,移动刀具与工件轻轻接触,将刀具提起,记下机床相对坐标的X值,将刀具移动到相对坐标X的一半上,记下机床的绝对坐标的X值、并按(INPUT)输入的坐标系中即可。
4、Y向对刀
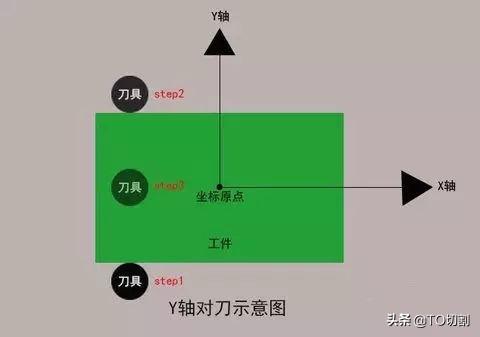
用刀具在工件的前面轻轻的碰下,将机床的相对坐标清零;将刀具沿Z向提起,再将刀具移动到工件的后面,沿Z向下到之前的同一高度,移动刀具与工件轻轻接触,将刀具提起,记下机床相对坐标的Y值,将刀具移动到相对坐标Y的一半上,记下机床的绝对坐标的Y值、并按(INPUT)输入的坐标系中即可。
5、Z向对刀
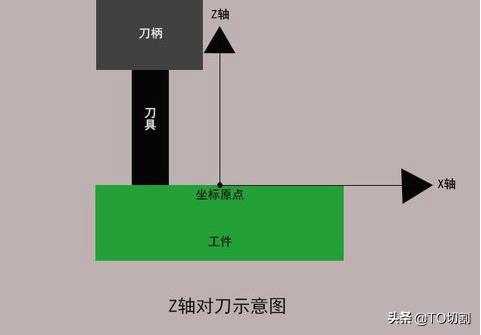
将刀具移动到工件上要对Z向零点的面上,慢慢移动刀具至与工件上表面轻轻接触,记下此时的机床的坐标系中的Z向值,并按(INPUT)输入的坐标系中即可。
6、主轴停转
先将主轴停止转动,并把主轴移动到合适的位置,调取加工程序,准备正式加工。
加工中心如何生产加工易变形零件?
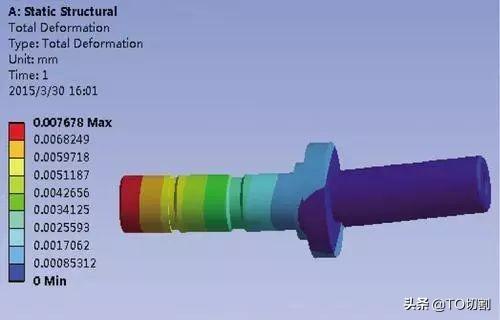
对于质量较轻,刚性差,强度弱的零件,加工过程中易受力受热变形,加工报废率高导致成本大幅上升。对于此类零件我们要先理解变形产生的原因。
1、受力变形
此类零件壁薄,在夹紧力的作用下,在加工切削过程中容易出现薄厚不一的情况,而弹性较差,零件外形难以自行恢复。
2、受热变形
工件质地轻薄,切削过程中由于径向力的作用,会引起工件的受热变形,从而使工件的尺寸不准确。
3、振动变形
零件在径向切削力的作用下,容易产生振动和变形,影响工件的尺寸精度、形状、位置精度和表面粗糙度。
易变形零件的加工方法
以薄壁零件为代表的易变形零件,可以采用小进给量、大切削速度的高速加工切削形式,降低加工中工件受到的切削力,同时使大部分的切削热被高速飞离工件的切屑带走,进而降低工件温度,减小工件的热变形。

薄壁零件
加工中心刀具为什么要进行钝化处理?
数控刀具不是越快越好,为什么要进行钝化处理呢?其实,刀具钝化并不是大家字面理解的意思,而是提高刀具使用寿命的方式。通过平整、抛光、去毛刺等工序提高刀具质量。这其实是刀具在精磨之后,涂层之前的一道正常工序。
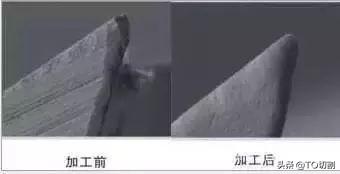
刀具钝化对比
刀具在成品前会经过砂轮刃磨,但是刃磨加工会造成不同程度的微观缺口。加工中心在进行高速切削的同时微观缺口会极易扩展,加快刀具的磨损和损坏。现代的切削技术中对刀具的稳定性和精密性都有了严格要求,因此数控刀具在涂层前必须经过刀口的钝化处理,才能保证涂层的牢固性和使用寿命。刀具钝化的好处有:
1、抵抗刀具物理磨损
在切削过程中刀具表面会被工件逐渐耗损,切削过程中切削刃在高温高压下也易发生塑性变形。刀具的钝化处理可以帮助刀具提高刚性,避免刀具过早丧失切削性能。
2、保持工件的光洁度
刀具刃口有毛刺会导致刀具磨损,加工工件的表面也会变得粗糙。经钝化处理后,刀具的刃口会变得很光滑,崩刃现象也会相应减少,工件表面光洁度也会提高。
3、方便凹槽排屑
对刀具凹槽抛光处理可以提高表面质量和排屑性能,凹槽表面越平整光滑,排屑就越好,就可实现更连贯的的切削加工。加工中心的数控刀具在经过钝化抛光后,表面会留下许多小孔,在加工时这些小孔可以吸附更多的切削液,使得切削时产生的热量大大减少,极大得提高切削加工的速度。
加工中心如何降低工件表面粗糙程度?
零件表面粗糙是数控加工中心常见的问题之一,这直接反应了加工质量。如何做到控制零件加工的表面粗糙程度,我们要首先深入分析表面粗糙的原因所在,主要包括:铣削加工过程中造成的刀痕;切削分离时造成的受热变形或塑形变形;刀具和加工表面间的摩擦。

工件表面粗糙度在选用时,应该既要满足零件表面功用要求,又要考虑经济合理性。在满足切削功用的前提下,应尽量选用较大的表面粗糙度参考值,以降低生产成本。刀具作为切削加工中心的执行者要注意做好日常的保养及时修磨,避免因刀具过钝造成的表面粗糙程度不合格。
加工中心干完活以后应该怎么办?

加工中心传统机床加工工艺规程从总体上说是大致相同的,其中最主要的区别在于加工中心是通过一次装夹,连续自动加工完成所有切削工序,所以加工中心在完成数控加工后要进行一些“善后工作”。
1、进行清洁处理,加工中心完成切削任务后要及时清除切屑、擦拭机神,使用机床与环境保持清洁状态。
2、配件的检查和更换,首先要注意检查导轨上的擦油板,如果发生磨损要及时更换。检查润滑油、冷却液的状态,若发生浑浊现象应该及时更换,低于刻度水位要进行添加。
3、关机程序要规范,应该依次关掉机床操作面板上的电源和总电源。在没有特殊情况和特殊要求的条件下应遵循先回零、手动、点动、自动的原则。加工中心运行也应先低速、中速、再高速。低速、中速运行时间不得少于2-3分钟无异常情况后,方可开始工作。
4、规范操作,不能在卡盘上、顶尖处敲打、矫正、修正工件,必须确认工件和刀具夹紧后方可进行下一步操作。机床上的保险和安全防护装置不得任意拆卸和移动。最高效的加工其实就是安全加工,加工中心作为高效的加工设备关机时的操作一定要合理规范,这样既是对当前完成工序的保养,又是对下次开工做准备。
有技术!有深度!更多专业文章或视频请关注头条号@TO切割!
相关参考