数控加工中心刀具介绍(数控加工中心|数控加工刀具)
Posted
篇首语:相逢意气为君饮,系马高楼垂柳边。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控加工中心刀具介绍(数控加工中心|数控加工刀具)相关的知识,希望对你有一定的参考价值。
数控加工中心刀具介绍(数控加工中心|数控加工刀具)
数控加工刀具可分为车削加工刀具 、铣削加工刀具和孔加工刀具
1) 车削加工刀具
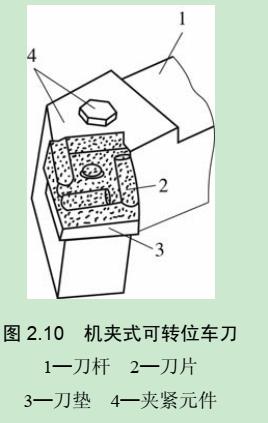
数控车床使用的刀具,无论是车刀、镗刀、切断刀还是螺纹加工刀具等均有焊接式和机夹式之分,除经济型数控车床外,目前已广泛地使用机夹式可转位车刀,其结构如图 2.10 所示。它由刀杆 1、刀片 2、刀垫 3 以及夹紧元件 4 组成。刀片每边都有切削刃,当某切削刃磨损钝化后,只需松开夹紧元件,将刀片转一个位置便可继续使用。
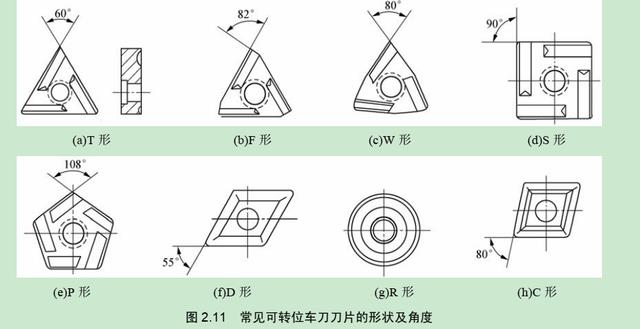
刀片是机夹可转位车刀的一个最重要的组成元件。 大致可分为带圆孔、带沉孔以及无孔三大类。形状有三角形、正方形、五边形、六边形、圆形以及菱形等共 17 种。图 2.11所示为几种常见的可转位车刀刀片形状及角度。
2) 铣削加工刀具
铣刀种类很多,选择铣刀时,要使刀具的尺寸与被加工工件的表面尺寸和形状相适应。生产中,平面零件周边轮廓的加工,常采用立铣刀。铣平面时,应选硬质合金刀片铣刀;加工凸台、凹槽时,选高速钢立铣刀;加工毛坯表面或粗加工孔时,可选镶硬质合金的玉米铣刀。 对一些立体型面和变斜角轮廓外形的加工,常采用球头铣刀、环形铣刀、鼓形铣刀、锥形铣刀和盘形铣刀等,如图 2.14 所示。
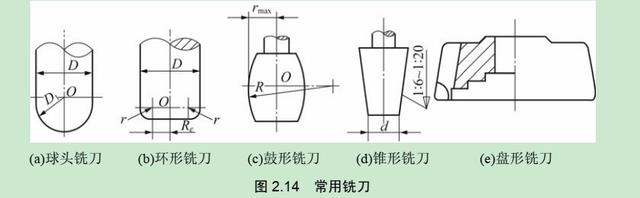
曲面加工常采用球头铣刀,但加工曲面较平坦部位时,刀具以球头顶端刃切削,切削条件较差,因而应采用环形铣刀。在单件或小批量生产中,为取代多坐标联动机床,常采用鼓形铣刀或锥形铣刀来加工变斜角零件。加镶齿盘铣刀,适用于在五坐标联动的数控机床上加工一些球面,其效率比用球头铣刀高近 10 倍,并可获得好的加工精度。
3) 孔加工刀具
数控孔加工刀具常用的有钻头、镗刀、铰刀和丝锥等。
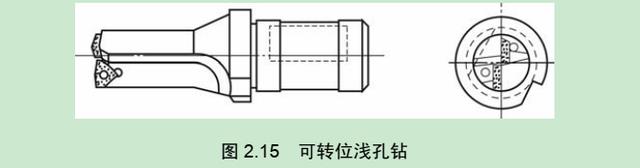
(1) 钻头:在数控机床上钻孔大多采用普通麻花钻,直径为 8mm~80mm 的麻花钻多为莫氏锥柄,可直接装在带有莫氏锥孔的刀柄内,直径为 0.1mm~20mm 的麻花钻多圆柱形,可装在钻夹头刀柄上,中等尺寸麻花钻两种形式均可选用。由于在数控机床上钻孔都是无钻模直接钻孔,因此,一般钻孔深度约为直径的 5 倍,细长孔的加工易于折断,要注 意冷却和排屑,在钻孔前最好先用中心钻钻中心孔,或用刚性较好的短钻头锪窝。钻削直径为 20mm~60mm、孔的深径比小于等于 3 的中等浅孔时,可选用图 2.15 所示的可转位浅孔钻,其结构是在带排屑槽及内冷却通道钻体的头部装有一组刀片(多为凸多边形、菱形和四边形),多采用深孔刀片,通过该中心压紧刀片,靠近钻心的刀片用韧性较好的材料,靠近钻头外径的刀片选用较为耐磨的材料。这种钻头具有切削效率高、加工质量好的特点,最适用于箱体零件的钻孔加工
(2) 镗刀:镗刀按切削刃数量可分为单刃镗刀和双刃镗刀。镗削通孔、阶梯孔和不通孔可分别选用图 2.16(a)、(b)、(c)所示的单刃镗刀。
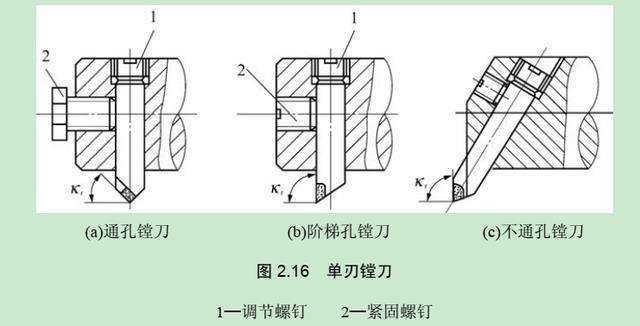
单刃镗刀头结构类似车刀,用螺钉装夹在镗杆上。调节螺钉 1 用于调整尺寸,紧固螺钉 2 起锁紧作用。单刃镗刀刚性差,切削时易引起振动,所以镗刀的主偏角选的较大,以减小径向力。 镗孔径的大小要靠调整刀具的悬伸长度来保证,调整麻烦,效率低,只能用于单件小批生产。但单刃镗刀结构简单,适应性较广,粗、精加工都适用。
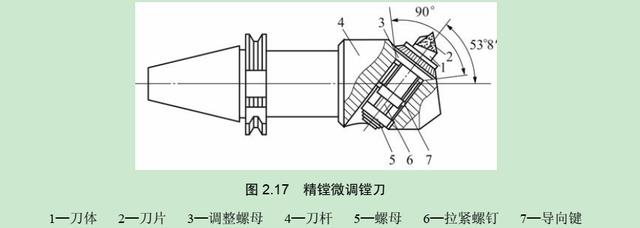
在孔的精镗中,目前较多地选用精镗微调镗刀。这种镗刀的径向尺寸可以在一定范围内进行微调,调节方便,且精度高,其结构如图 2.17 所示。调整尺寸时,先松开拉紧螺钉6,然后转动带刻度盘的调整螺母 3,等调至所需尺寸,再拧紧螺钉 6,使用时应保证锥面靠近大端接触,且与直孔部分同心。键与键槽配合间隙不能太大,否则微调时就不能达到较高的精度。
(3) 铰刀:数控机床上使用的铰刀多是通用标准铰刀。此外,还有机夹硬质合金刀片单刃铰刀和浮动铰刀等。
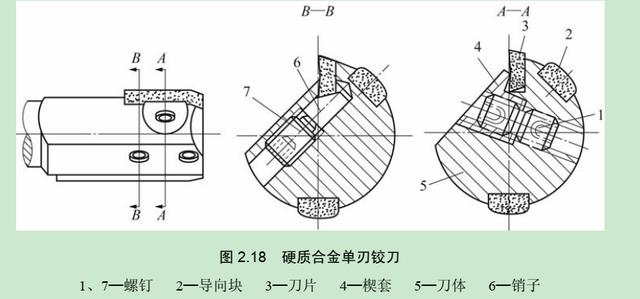
加工公差等级为 IT8~IT9 级、表面粗糙度 Ra 为 0.8 µm~1.6 µm的孔时,通常采用标准铰刀。加工公差等级为 IT5~IT7 级、表面粗糙度 Ra为 0.7 µm 的孔时,可采用机夹硬质合金刀片的单刃铰刀。这种铰刀的结构如图 2.18 所示,刀片 3 通过楔套 4 用螺钉 1 固定在刀体上,通过螺钉 7,销子 6 可调节铰刀尺寸。导向块 2 可采用黏结和铜焊的方式固定。
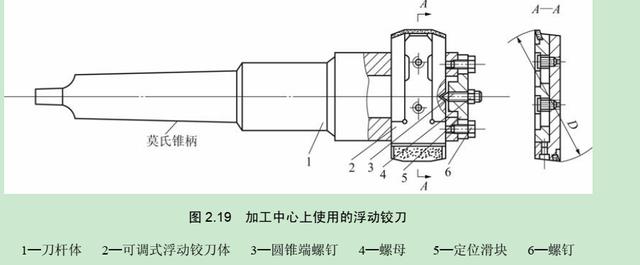
铰削公差等级为 IT6~IT7 级,表面粗糙度 Ra 为 0.8 µm~1.6 µm的大直径通孔时,可选用专为加工中心设计的浮动铰刀。图 2.19 所示的即为加工中心上使用的浮动铰刀。 浮动铰刀既能保证在换刀和进刀过程中刀片不会从刀杆的长方孔中滑出,又能较准确的定心。它有两个对称刃,能自动平衡切削力,在铰削过程中又能自动抵偿因刀具安装误差或刀杆的径向圆跳动而引起的加工误差,因而加工精度稳定。浮动铰刀的寿命比高速钢铰刀高 8~10 倍,且具有直径调整的连续性。
相关参考
CNC加工中心之所以被广泛应用,其优势是加装了机械手圆盘刀库,在刀库中装了多种加工工序类型的刀具。工件通过一次装夹可以完成多工序的加工,避免了因为手动换刀引起的精度误差。那么加工中心所使用的刀具有哪些类型...
数控加工中心怎么寻边(加工中心数控刀具还分左右旋?方向不同,作用亦不同)
...数控刀具还分左右旋?方向不同,作用亦不同数控刀具是数控加工中心用于切削加工的常用工具,您知道吗?加工中心刀具是分左旋和右旋的。不少朋友有疑问,仅仅是旋转方向的不同加工效果有区别吗?莫莫下面和大家探讨下...
一、首先是刀具选用:加工中心的刀具选用与数控铣床基本类似,一般操作过数控铣床的都明白,在这里就赘述浪费大家的时间。二、cnc加工中心的刀具装入刀库的方法及操作如下:当我们的加工所需要的刀具比较多时,要将全...
数控车床如何对刀视频(数控车床中心高怎么找 可用测量法和试刀法)
...被加工工件的质量,需要找出刀具与数控车床主轴之间的中心高。本文将为大家简单介绍数控车床中心高对工件的影响,以及数控车床中心高的测量方法。 数控车床中心高是什么,就是数控车床在装刀具时,刀具刀尖的高度...
数控加工刀具可分为车削加工刀具、铣削加工刀具和孔加工刀具1)车削加工刀具数控车床使用的刀具,无论是车刀、镗刀、切断刀还是螺纹加工刀具等均有焊接式和机夹式之分,除经济型数控车床外,目前已广泛地使用机夹式可...
数控加工刀具可分为车削加工刀具、铣削加工刀具和孔加工刀具1)车削加工刀具数控车床使用的刀具,无论是车刀、镗刀、切断刀还是螺纹加工刀具等均有焊接式和机夹式之分,除经济型数控车床外,目前已广泛地使用机夹式可...
数控加工刀具可分为车削加工刀具、铣削加工刀具和孔加工刀具1)车削加工刀具数控车床使用的刀具,无论是车刀、镗刀、切断刀还是螺纹加工刀具等均有焊接式和机夹式之分,除经济型数控车床外,目前已广泛地使用机夹式可...
我们知道数控加工中心区别是数控铣床的一大特征就是有无刀库。加工中心一般具有机械手刀库内有16或24把刀具,可以在加工过程中完成自动换刀。不同的加工工序需要不同的刀具种类,但都用于切削金属材料,所以加工中心...
一、切削刀具的基本分类按端部几何形状分:平底端铣刀平底R角端铣刀球头端铣刀可转位镶嵌式端铣刀二、切削刀具的基本几何结构三、切削刀具的几何精度用于精加工的切削刀具,切削刃必须具有很好的轮廓精度。刀具的几...
数控加工中心刀具图(CNC加工中心常用的加工刀具有哪些?看看你知道多少)
小编上次写到了。数控的前景,想必看过的朋友都有数了。说到数控,涉及到很多加工设备和加工工艺,有加工中心,数控铣床,数控车床,数控磨床,电火花,线切割等。首先我们这里要讲的是加工中心也就是CNC它的基本操作...