数控加工中心主板(一文搞定FANUC PMC)
Posted
篇首语:千磨万击还坚劲,任尔东西南北风。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控加工中心主板(一文搞定FANUC PMC)相关的知识,希望对你有一定的参考价值。
数控加工中心主板(一文搞定FANUC PMC)
FANUC系统的PMC在哪里呢?我们似乎无法看见完全的PMC。其实,FANUC PMC是典型的与CNC集成在一起的内装式PLC,其CPU和存储器就在CNC控制单元的主板上。
由于PMC与机床电器无法直接连接,要通过I/O单元,因此,典型的FANUC PMC控制系统的硬件如图1所示。
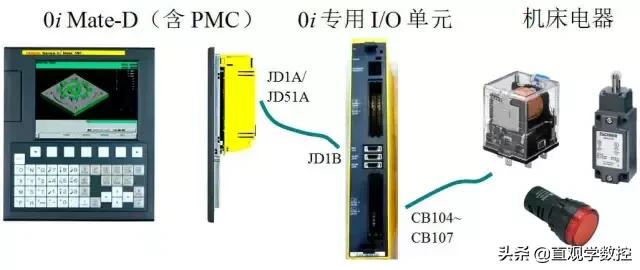
图1 FANUC PMC硬件组成
I/O单元与PMC CPU通过接口JD1A/JD51A传输信号,而机床侧输入输出元件与I/O单元则通过接口CB104、CB105、CB106、CB107传输信号。
1
外部标准输入/输出信号
FANUC机床侧标准输入/输出信号接入电路如图2所示。输入信号电路称为RV(Receiver),它将机床侧的开关信号进行滤波和电平转换,以便CPU可以读入。
输出信号电路称为DV(Driver),CPU通过光耦使晶体管通断,以控制外部直流负载。CPU输出使晶体管(三极管)导通,通过三极管输出驱动中间继电器等负载。每个中间继电器的典型驱动能力为200mA。
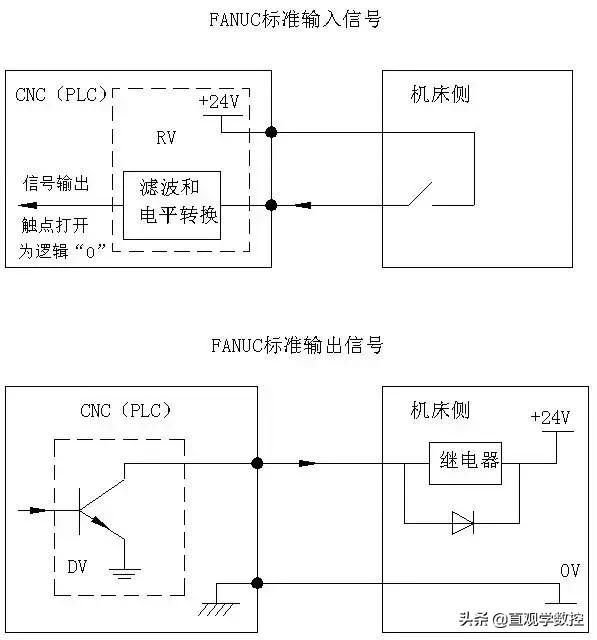
图2 FANUC外部标准输入/输出信号
继电器线圈上要并联二极管,以便当线圈断电时,为感应电流提供放电回路,否则极易损坏三极管驱动电路。这个二极管称为续流二极管。
2
PMC信号地址及种类
(1)地址表示
每个PMC输入/输出接口(interface)信号用地址(address)来区别。所谓地址是指与机床侧的输入/输出信号、与CNC之间的输入/输出信号、内部继电器、计数器、保持型继电器、数据表等各信号的存在场所的号码。
PMC地址由字节组成,即一个地址可以表示8个信号。地址由地址号和位号组成,地址号的前面必须要有一个字母,它表示信号的种类。如图3所示,记作X9.0~X9.7,书写时高位在左,低位在右。
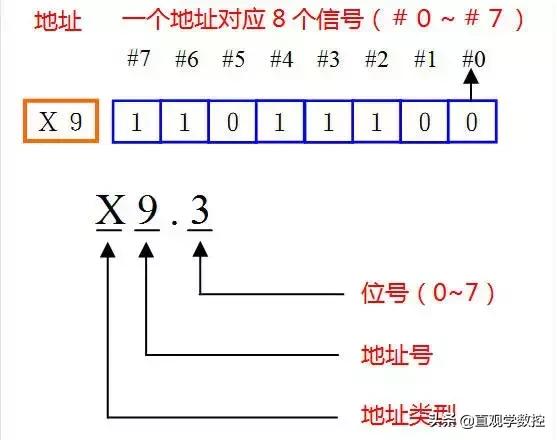
图3 PMC信号地址表示
某一个信号可以采用助记符(symbol)方便记忆,如X9.3这个地址表示第4轴回参考点时的减速信号,*DEC4(通常是英文简写)就是其助记符;G8.4是紧停信号,*ESP就是其助记符。
(2)地址种类
FANUC PMC地址种类(address type)主要有X、Y、G、F等,如图4所示。CNC 与PMC之间的G、F 信号及地址是由FANUC公司定义的,PMC设计编程者只可使用不能改变,而CNC与机床(MT)之间的X、Y信号及地址是由PMC设计编程者自行定义。不过,少数 X信号地址已经由 CNC固定,它们是需要CNC紧急处理并执行的事件或动作,如急停按钮输入地址固定是X8.4。戳此FANUC PMC信号表。
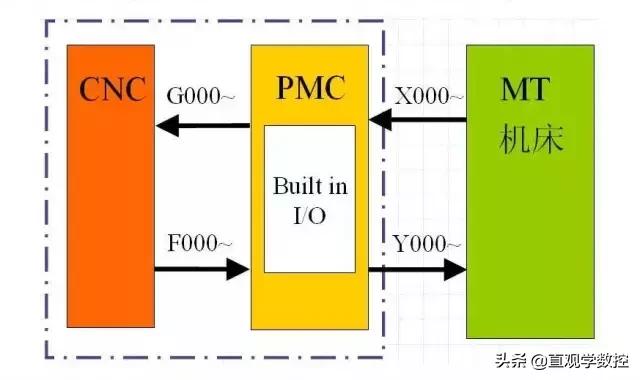
图4 PMC信号种类及关系
另外,PMC 本身还存在imaginary address,包括了R、A、T、C、K、D,如表1所示。这些地址无法用仪器测量到,而只能通过PMC诊断监控其状态变化。T、C、K、D数值也称为PMC参数,存放在SRAM中,由后备电池保持。
表1 PMC信号地址及范围
种类
信号传输
地址范围
备注
X
输入信号
(MT→PMC)
X0~X127
物理接线,不可当线圈使用
Y
输出信号
(PMC→MT)
Y0~Y127
物理接线
G
输出信号
(PMC→CNC)
G0~G767
CNC控制信号,Goes to CNC
F
输入信号
(CNC→PMC)
F0~F767
CNC状态信号,From CNC,不可当线圈使用
R
内部继电器
R0~R1999
R0~R1499
梯形图中的中间结果寄存器,Internal Relay, 无物理接线A
信息请求信号
A0~A24
Alarm, 共200条信息可用
T
可变定时器
T0~T79
Timer, 共40个定时器可用
C
计数器
C0~C79
Counter, 共20个计数器可用
K
保持型继电器
K0~K19
Keep relayD
数据表
D0~D1859
Data table
(3)信号说明
X信号对应面板上按钮(push button)、按键(key)、各种开关传感器触点(rotary switch, pressure switch, contact),称为输入元件。厂家需进行物理接线。
Y信号控制指示灯(LED)、小继电器(relay)、线包(solenoid),称为输出元件。厂家需进行物理接线。
G信号根据机床操作的要求及CNC系统本身应具备的功能而设计好的、使CNC 执行工作的指令。当线圈(coil)使用,也可当触点(contact)使用。“G”可理解为Goes to CNC。
F信号反映CNC运行状态(status)的标志,表明CNC正处于某一状态。不能当线圈用,只能当触点用。“F”可理解为From CNC。
例如,视频中循环启动按钮触发后,由PMC读入其地址X1.0,去接通G7.2,G7.2变成“1”时启动加工程序的执行,CNC只认G地址信号。
又如,垂直轴制动器松开的条件是伺服已上电,此时由CNC给出状态信号F0.6,PMC输出地址Y1.0,Y1.0变成“1”时,制动器松开。如果因某种原因导致伺服断电,F0.6就会变成“0”,则制动器抱紧。
初学者提醒:X信号Y信号与X轴Y轴的概念不同;G信号F信号与G代码F代码的概念不同。别混淆了!
3
PMC程序及编程软件
P
由于PMC是对机床及相关设备进行逻辑控制,因此PMC程序也称为顺序程序(sequence program),CPU中执行算术运算的顺序程序可用梯形图(LADDER)表示。梯形图由触点和线圈组成,类似于强电继电器电路,易于理解,如图5所示。
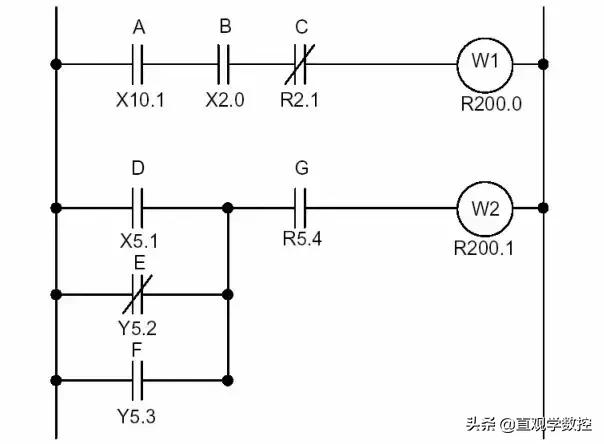
图5 PMC梯形图
PMC程序可以利用系统内置的编程器(built-in programmer)直接在CNC系统上进行编程,也可以采用FANUC数控系统专用的FANUC LADDER Ⅲ软件(PC programmer)在电脑上实现对PMC 程序的离线编辑、输入/输出、显示、监控、运行等功能,尤其是新机床的PMC程序调试更是如此。
FANUC LADDER Ⅲ软件是WINDOWS环境下的PMC编程平台,而机床厂(MTB)通过这个平台根据机床具体动作要求编制的梯形图程序就是PMC用户程序。
4
基本指令与功能指令
PMC梯形图是一种逻辑控制的语言,能否读懂,取决于是否理解图中的指令组成。FANUC PMC编程指令分为基本指令(basic instruction)和功能指令(functional instruction)两种类型。
基本指令是在设计顺序程序时用得最多的指令,它们执行1位运算,例如AND(与)、OR(或)、NOT(非)等。执行一个基本指令称为1步,每1步的执行时间是非常短的,如1μs/步。
在编制顺序程序(梯形图)时,有些功能,如控制时间、控制捷径换刀时的旋转,很难用只执行位运算的基本指令来实现。功能指令应运而生,它是为了方便用户编制复杂功能而使用的PMC程序指令。功能指令都是一些子程序(subprogram),应用功能指令就是调用相应的子程序。
5
案例:0i Mate-D PMC/L
FANUC 0i Mate-D内置PMC的型号是PMC/L,L代表Low,是用于低端机床的PMC。此PMC没有专用的CPU,与CNC共用CPU。其主要规格如表2所示。
表2 PMC/L规格表
程编方式
梯形图
程序级数
2
第一级执行周期
8ms
基本指令的平均处理时间
1μs/步
程序容量
8000步
基本指令数
14
功能指令数
92
内部继电器
1500字节
保持型存储器
3000字节
可变定时器
80个字节,2字节/个
计数器
80个字节,4字节/个
最大输入点数
256
最大输出点数
256


- 测绘PMC硬件连接图。
- 查询数控设备上输入/输出元件的PMC地址(用诊断法和强制法),将查询结果记录在下列表中。

▲ 铣床控制面板

▲ 车床控制面板
表3-1 输入信号表(样例)
序号
输入地址
功能用途
(英文)
元件形式
(英文)
1
*X8.4
急停
(emergency stop)
急停按钮
(emergency stop button)
2
X11.6
程序保护
(program protect)
钥匙旋钮
(key switch)
…
…
…
…
表3-2 组合输入信号表(如,进给速度修调)
X
(高位)
X
X
X
X
(低位)
倍率(%)
0
0
0
0
0
0
0
0
0
0
1
10
…
…
…
…
…
…
表4 输出信号表
序号
输出地址
功能用途
(英文)
元件形式
(英文)
1
Y0.6
X轴参考点指示
(reference indication)
指示灯
(light)
2
Y4.0
冷却启动
(coolant motor start)
中间继电器
(relay)
…
…
…
…
备注:
在浙江亚龙数控铣床实训台上
(1)输入/输出信号列表
表3-1:51个X信号,用2页纸,用操作9查询
表3-2:15个组合X信号,用2页纸,用操作9查询
表4:57个Y信号,用2页纸,未知Y地址用操作1、6、10查询
(2)信号地址范围
X:X0~X15
Y:Y0~Y7
(3)元件形式
输入元件指按钮、按键、钥匙旋钮、蘑菇头按钮、行程开关等;
输出元件指中间继电器、指示灯等。

相关参考
数控雕刻机 f值(FANUC(发那科)PMC(PLC)基础介绍13:F地址与G地址)
在编辑梯形图时,我们会频繁使用F地址与G地址,F信号与G信号,是连接CNC系统与PMC的接口信号,其中F信号是CNC传递给PMC的信号,而G地址是PMC传递给CNC信号。通俗的理解,当CNC正在执行某个功能的型号,相对应的某个F信号会导...
数控车床自动换刀(FANUC系统数控车床四工位刀架手动换刀PMC设计)
...通,万事大吉!工作顺利,身体健康!一、刀架换刀原理数控车床使用的回转刀架是最简单的自动换刀装置,有四工位和六工位刀架,回转刀架按其工作原理可分为机械螺母升降转位、十字槽转位等方式,其换刀过程一般为刀架...
数控车床排刀装刀方法(FANUC系统数控车床四工位刀架手动换刀PMC设计)
...通,万事大吉!工作顺利,身体健康!一、刀架换刀原理数控车床使用的回转刀架是最简单的自动换刀装置,有四工位和六工位刀架,回转刀架按其工作原理可分为机械螺母升降转位、十字槽转位等方式,其换刀过程一般为刀架...
数控车床m08什么意思(FANUC(发那科)PMC(PLC)基础介绍27:M代码的实现方法)
上一节我们介绍了译码器的使用方法,而译码器在数控机床上最常用的一个功能就是用它来制作M代码,比如冷却液的开启和关闭M08,M09,刚性攻丝M29等等。本节,我们就介绍一下M代码是如何在数控系统上实现的。实现数控系统...
数控系统的组成(你知道FANUC数控系统有哪些硬件组成的?它们有什么作用?)
...又岂在朝朝暮暮。大家好!我是江郎,一个踏踏实实的#数控#维修工。你知道FANUC数控系统由哪些部分组成吗?本期我们将罗列一下具体的部件,看看你究竟了解多少?组成部分:①CPU(中央处理器单元)用写在ROM里的CNC控制软...
数控机床手轮使用要点(加工中心PMC编程实用案例3:手轮轴选)
手轮,可以说是加工中心上最常用的外接设备,当我们对刀或者测试程序的时候都离不开他。使用手轮的第一步,我们肯定是要把选中我们想要移动的伺服轴,从硬件上来说我们只要把轴选旋钮拧到我们想要的位置就可以了,那...
数控车床转速参数设置(加工中心PMC编程实用案例11:手动方式时主轴的速度控制)
我们在对刀时,经常会用到手动方式旋转主轴,也就是通过操作面板上的主轴正转和反转按键来实现主轴的旋转,但是你知道此时主轴的转速是如何控制的吗?为什么手动方式时,有的机床主轴速度是固定的而有的机床是变化的...
第二篇数控加工中心基本操作课题一FANUC0iMate-MC系统面板操作一、实训目的1.了解FANUC0iMate-MC数控系统面板各按键功能。2.熟练掌握FANUC0iMate-MC数控系统的基本操作。二、实训项目1.认识FANUC0iMate-MC数控系统面板各按键及功能FANUC0iMat...
数控车床故障1(CNC加工中心常用(FANUC )系统故障维修 10 种解决方式)
...”灯不灭的故障维修故障现象:某配套FANUC6M的立式加工中心,在执行程序时出现仅执行程序中的第一移动指令,此后“循环起动”灯一直亮,但不执行下一段。分析及处理过程:由于机床能执行程序,证明机床的控制信号、检...
数控z轴有间隙怎么调整(FANUC系统加工中心换刀臂调试(1))
FANUC系统加工中心换刀臂调试(1)在操作数控加工中心换刀时刀臂撞上工件,或者主轴定位没调好,或者Z轴换刀点机械坐标没设好,容易造成刀臂位置走位,接下来我们分享一种换刀臂故障原始故障:加工换刀完成后刀库端掉刀检...