数控切割加工(数控冲床-激光切割复合加工技术)
Posted
篇首语:捐躯赴国难,视死忽如归。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控切割加工(数控冲床-激光切割复合加工技术)相关的知识,希望对你有一定的参考价值。
数控切割加工(数控冲床-激光切割复合加工技术)
PL21550数控冲床-切割复合加工机具有高速、高效、高精的优点,一台设备完成冲孔和切割的工艺,一次装夹,一次编程完成加工,提高了工作效率,节约了机床投资,提高了板材利用率。
在金属板材加工领域,数控转塔冲床、激光切割机是板材成形加工不可缺少的设备,历经多年发展,具备了技术成熟、加工精度高、效率高、工艺适应性强、自动化程度高等特点。相比较而言,激光切割机优势明显,但使用费用和维护成本较高,这也使得数控转塔冲床一直在市场中具有较大的保有量。除了一般成形工艺外,数控转塔冲床还可以完成百叶窗、浅拉深、沉孔、翻边孔、加强筋、压痕等特殊工艺加工。那么,能否生产一种将二者优势结合互补的新型设备,为用户创造更大的价值呢?经过市场考察、多次试验、国内第一台“数控冲床-激光切割复合加工机”在济南铸锻所应运而生。
数控冲床-激光复合加工机
数控冲床-激光复合加工机是对板材进行冲孔、步冲和切割的柔性加工设备,主要用于加工任意形状和高质量冲孔及拉深工艺的精密钣金产品。与传统机型相比,加工时间缩短了约1/2,从冲床加工到激光加工、或从激光加工到冲床加工可在瞬间切换,消除了冲床加工中由材料应力等造成的累计误差,如图1所示。
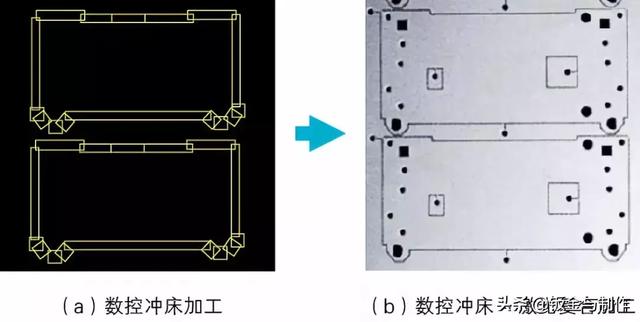
图1 传统机型到复合加工的转变
冲床部分可以完成多种工艺的板材加工,如各种形状、尺寸及间距的孔的单冲,较大圆孔、方孔、腰形孔及其他曲线轮廓的步冲,以及浅拉深、压印、翻边及备用孔等的加工,如图2、3所示。

图2 冲孔、拉深

图3 特殊工艺(铝板)
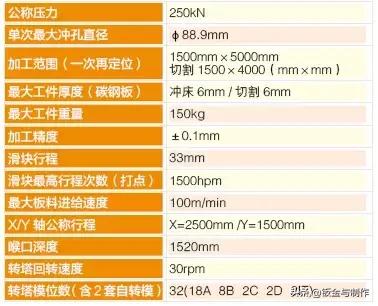
PL21550数控冲床-切割复合加工机采用1000W/2000W光纤激光发生器,可以满足客户对6mm及以下板材柔性加工的要求,工件一次装夹定位,加工精度与单独的激光切割机或数控冲床相比明显提高,提高了加工效率;冲床部分采用伺服主传动,行程可调,高效节能,可以完成多种加工工艺,配备32套模位数,具有很好的通用性。PL21550数控冲床-切割复合加工机如图4所示,主要技术参数见表1,具有以下优点。

图4 PL21550数控冲床-切割复合加工机
表1 PL21550数控冲床-切割复合加工机主要技术参数
⑴提高材料使用率,减少板材浪费;
⑵工艺流程简单,一次编程就能完成加工;
⑶复合加工机的集成化程度高,工艺流程短,总体故障率低;
⑷工件精度高,断面质量好,可以提高曲线等异形轮廓加工质量;
⑸工人劳动强度小;
⑹速度快,一次定位完成,加工周期短;
⑺冲压、激光切割可以瞬间切换,优化加工工艺,大大降低能耗;
⑻提高设备柔性加工能力,降低模具采购费用;
⑼节省场地。
复合加工机主要功能部件
⑴采用日本FANUC 31i数控冲床专用系统,具有冲床和激光所要求的功能模块:图形显示功能、模具寿命管理功能、夹钳保护区自动设定功能、夹钳与冲头自动避让及激光切割功能等等。
⑵激光切割头传动部分采用伺服电机带动滚珠丝杠,直线导轨作为导向的结构,可以准确将切割头运行到切割位置,并且切割完毕之后,切割头快速提升到安全位置,防止板料与切割头相撞,激光切割头如图5所示。

图5 激光切割头
⑶工件自动落料装置由支架、摆动气缸、升降气缸、升降导轨滑块、不锈钢面板组成。该装置可以实现不锈钢面板向下运动10mm,保证切割之后小件与原材料板的脱离,同时可以实现不锈钢面板翻转,小件滑落到料箱之中。
⑷床身采用整体钢板焊接,整体稳定性能良好。经过热处理去应力退火和抛丸处理,可以很好的消除焊接内应力。通过以上处理可以保证机床的稳定性。
⑸数控冲床的厚转塔采用高强度球墨铸铁铸造而成,耐磨性极好;精度稳定而且刚性好,可长期保持精度;模孔、定位孔、键槽是在数控加工中心上一次装夹,完成的精度高。厚转塔结构刚性好、导向长,厚转塔结构配以长导向模具,使模具的对中性好、导向精度高、刚度高、抗偏载能力强,模具步冲时磨损量极小,正常使用寿命可达30~50万次。

图6 厚转塔结构形式
⑹主要传动部件丝杠与导轨。丝杠、导轨是数控冲床的主要运动部件,直接影响数控冲床的精度和使用寿命,该复合加工机选用德国REXROTH(力士乐)公司H级产品(精密级),滚珠丝杠具有大直径(φ40mm)、大导程(40mm)、高刚性、寿命长、送进速度(90m/min)快的特点。该直线导轨具有大截面、四滑道结构的特点,可长期保证精度,如图7、8所示。
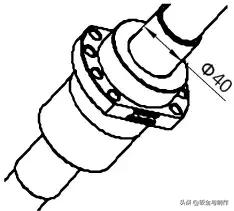
图7 大直径丝杠
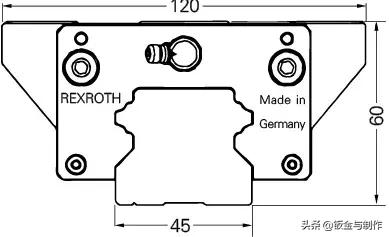
图8 大截面四滑道导轨
⑺全浮动夹钳。采用三缸结构全浮动式夹钳,中间为夹紧缸,两边为浮动气缸,此种结构夹持力大、夹钳随板料浮动不变形。夹钳具有软件、硬件两级保护,国内独一无二的夹钳自动检测,数控系统夹钳软保护功能。
⑻自动再定位。为了得到最大加工面积,采用简单的NC 控制指令就能够自动地变换夹钳夹持位置。扩大了加工范围,方便用户加工大板。夹钳移动时由再定位气缸压住工件,保证了持续加工的准确性。
⑼选用国际知名品牌的进口气动元件、精密直线运动元件、液压元件及电气元件,极大的提高了机床的稳定性,能长期保证机床的性能和精度。
结束语
综上所述,该设备是冲床与切割功能的完美结合,顺应了当下以“创新、智能、绿色”为主题的制造方向,目前制造业的转型升级已成共识,中国在从制造大国到制造强国角色转变的道路上已经迈出了第一步,我们钣金加工设备制造商也应紧跟行业发展步伐,以振兴中国制造为己任,实现制造业的中国梦。
相关参考
...高了板材利用率。在金属板材加工领域,数控转塔冲床、激光切割机是板材成形加工不可缺少的设备,历经多年发展,具备了技术成熟、加工精度高、效率高、工艺适应性强、自动化程度高等特点。相比较而言,激光切割机优势...
...高了板材利用率。在金属板材加工领域,数控转塔冲床、激光切割机是板材成形加工不可缺少的设备,历经多年发展,具备了技术成熟、加工精度高、效率高、工艺适应性强、自动化程度高等特点。相比较而言,激光切割机优势...
激光切割工艺目前在金属行业中备受关注,许多厂家已经告别了传统的数控冲床,激光加工的原理时通过激光器产生的高能量光束照射材料表面,将金属材料迅速融化,通过移动光束让材料呈线性融化达到切割的目的。数控冲床...
数控冲床工作视频(2019郑州机床展|激光切割or数控冲床,五大区别)
...快速更新换代,对加工设备的柔性提出了更高的要求。而激光切割机的应用,带给了加工行业一线新的生机。与传统数控冲床相比,激光切割机具有3C、3S的优势:Cool(快冷)、Clean(清洁)、Calm(低噪音)、Sure(可靠)、Savety...
数控压力机(「干货」钣金加工技术在数控冲床中的实践应用分析)
...要:钣金加工技术是钣金制品成型的重要工序,主要包括激光切割、重型加工、弯压成形、精密焊接等等工艺方法,数控冲床是钣金加工过程中非常常见的基本设备,本文主要就钣金加工技术中数控冲床的实践应用问题进行简单...
...钣金加工市场上出现了一种明显的趋势,就是将原本用于数控冲床冲压的中等批量以下的产品,逐步转移到数控激光切割机上来完成。但是行业内人士也清晰地认识到,数控冲床目前仍有其无法取代的优越性,其集中体现为以下...
激光切割机1)3015激光切割机整机最大功率:3.2KW切割对象:碳钢、不锈钢最小切割厚度:0.5mm最大切割厚度:3.0mm冷轧钢板有效切割尺寸:3000mm×1500mm机床定位精度:士0.1mm寻边定位精度:士1mm最小割孔直径:等于板厚2)4020激光...
...重点是排料,计算好用料,一次性将数量加工足够。3、激光切割:指工件经过激光切割下料的工艺过程。加工成本高,工艺工程师要少用此工艺。4、切割机下料:是指用砂
...会用到钣金加工的工艺,但有些板料是适合数冲加工还是激光切割加工就要综合考虑了。数控冲床在加工一些比较薄的材料时容易变型,这种情况下就建议用激光切割来加工,但有些板加工要求要有百叶窗效果的就只能用数冲来...
...会用到钣金加工的工艺,但有些板料是适合数冲加工还是激光切割加工就要综合考虑了。数控冲床在加工一些比较薄的材料时容易变型,这种情况下就建议用激光切割来加工,但有些板加工要求要有百叶窗效果的就只能用数冲来...