数控分度头怎么编程(邹军爱数控:邀你一起学数控宏程序编程,扩展你的编程思路)
Posted
篇首语:读一本好书,就是和许多高尚的人谈话。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控分度头怎么编程(邹军爱数控:邀你一起学数控宏程序编程,扩展你的编程思路)相关的知识,希望对你有一定的参考价值。
数控分度头怎么编程(邹军爱数控:邀你一起学数控宏程序编程,扩展你的编程思路)
宏程序不是万能的,但是没有宏程序是不能的!
不懂宏程序也只能默默的看着别人装逼了!如果你有钱可以买五轴数控机床,没有人有意见的。

光看看这些,用宏程序加工的作品就知道,月薪上万是没有问题的。

这样的技术你是不是觉得离自己很遥远?

只有想不到没有做不到的。

宏程序应用在很多方面,使用过宏程序的人都能感受到宏程序的便利,掌握宏编程技术是一件多么牛逼的事情啊。
但是宏程序编程太难学怎么办?没有时间详细学习怎么办?没有师傅带怎么办?
不急,军哥我有绝技解决上述问题。数控宏程序编程没有你想的那么难!跟着军哥学编程,10分钟让你搞懂数控宏程序编程,30分钟让你独立编出宏程序。经过你的学习与军哥的指导,30天让你升级为CNC编程高手。
那么如何学宏程序呢?学绝活找军哥!跟邹军学《数控宏程序编程》从零到精通,有理论,有干货,还有方法论做支撑,从而让你编写宏程序就像做填空题一样简单。
好了,军哥写文章的目的是每篇文章都能解决你的问题。
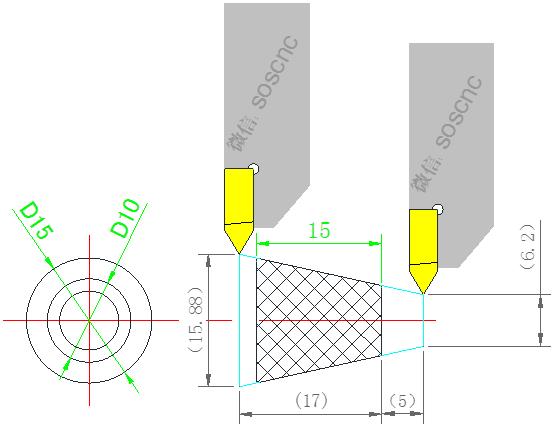
今天分享一个零件的滚花加工,因为是空芯孔锥形零件,眼看没招。

其实采用车螺纹的方法, 圆周分度,多头正反交替车螺纹,加工出的螺纹就是滚花的效果了。
比如用G32X_Z_Q_ F_
1、X,Z都不省略为锥螺纹切削,其中,X,Z为螺纹的终点坐标值。
2、Q为加工多头螺纹的起始角度,法拉克系统机床单位是0.001°,比如180°,那么Q180000。
3、 F为导程,如果是单头加工,那么F后面的数值就是螺距。
好,用G32车螺纹,那么需要计算出头数和导程。
比如模数m=0.2,节距0.626的网纹,计算出的头数和导程如下:
头数:( 3.14*D)/(m*3.14)=D/m ,12/0.2=60
导程:头数*节距 ,60*0.626 =37.56
计算出了头数和导程之后,可能还有小伙伴不知道具体如何编写程序。
重要的事说三遍:
圆周分度,多头正反交替车螺纹。
圆周分度,多头正反交替车螺纹。
圆周分度,多头正反交替车螺纹。
为了你理解,军哥先给你编写个普通程序。
……
N5 G0X6.2Z5.0 (首先刀具快速移动到螺纹切削起始下刀点。)
N10 G32X15.88Z-17.Q0F37.56 (起始角Q= 0,加工第一头螺纹。)
N15 G32X6.2 Z5.F37.56 (反向车螺纹,即从上一刀螺纹的终点开始,车到开始下刀点的位置。)
N20 G32X15.88Z-17.Q6000F37.56(Q分度,因为是60头,所以每6°为一个起始角,即Q6000)。
N25G32X6.2 Z5.F37.56 (反向车螺纹,即从上一刀螺纹的终点开始,车到开始的下刀点位置,因为上一刀Q已分度,所以此段Q可以省略。)
……
……
程序就这样一直写下去…….,通过圆周分度,多头正反交替车螺纹,出来就是滚花的效果啦!
好了,理解的圆周分度,多头正反交替车螺纹的方法之后,宏程序怎么编写呢?
我们看圆周分度Q的变化:
第1次分度:Q=0
第2次分度:Q=6000
第3次分度:Q=12000
第4次分度:Q=18000
……
第59次分度:Q=354000
一圈360度,因为从0度开始,所以只需要分度到354度,即Q354000
备注:法拉克系统的机床度数的单位是0.001°,所以345度,Q表示为 Q354000。
我们看上面程序主要是Q有规律的变化,从Q0 ,Q6000 , Q12000…..Q354000 。
既然有规律的变化,那么看过军哥以往文章的你应该很清楚【变量的自增运算】,那么设角度变量比如,为#1,那么每次递增6000 ,Fanuc系统格式如下:
#1=0
#1=#1+6000
具体怎么递增运算,之前军哥讲过,在这就不赘述。
那么,递增到什么时候就不能再递增了?是不是#1的值不能大于35400?
那么就用一个宏语句,比如IF[ ]GOTO语句,意思是,如果xx就跳转至xx程序段。
举个例子,如果#1的值小于等于35400,(也就是多头螺纹没加工到规定的头数)那么就跳转至螺纹切削程序段,继续加工螺纹。
Fanuc系统IF[ ] GOTO语句格式如下:

如上图所示:
如果设置的条件满足就跳转至指定的程序段,件不满足就按顺序依次执行IF下面的程序段了。

比如下面程序段:
%
T0101
M03S1000
#1=0
N5 G0X6.2Z5.0
G32X15.88Z-17.Q#1F37.56
G32X6.2 Z5.F37.56
#1=#1+6000(6000为角度增量,每加工一头角度增加6°)
IF[#1LE354000]GOTO 5
G0X100
Z100.
M30
%
由于#1最开始赋值为0,经过正反车螺纹后,遇到变量的自增#1=#1+6000 ,#1的值增加了6000
接着遇到IF语句,中括号的条件是【#1小于等于354000】那么就让程序跳转至N5行程序段,又从N5程序段开始运行
接着 又正反车螺纹(由于#1做了一次运算,即增加了6000,所以车螺纹的时候Q已经分度了)
就这样,只要IF语句中设置的条件【#1LE354000】成立,那么就跳转至N5行程序段,至到#1不小于等于354000 ,那么就意味这60头的螺纹切削完毕,程序就执行IF下面的程序了,即
G0X100;
Z100.;
M30;
好了,关于圆周分度,多头正反交替车螺纹,就分享到这了!因为军哥强调,学透宏程序的关键在于举一反三。


就如军哥独创的【数控宏程序编程秘籍】中提到的一句话:
一个人的智慧,不在于学了多少知识案例,因为纯粹的知识是学不完的,形形色色的零件成千上万,所以你要注重编程思路的学习,这样你就能举一反三,做出较大成绩。
好了,宏程序其实很简单,它可以用在难的地方,也可以用在简单的地方,但都可以简化我们的编程,磨砺我们的思维,增长我们的智慧。
最后,军哥用庄子的一句话做个总结:
吾生也有涯,而知也无涯,以有涯随无涯,殆已。
意思是我们的生命是有限的,用有限的生命追求无限的知识,多危险呀!
所以,一定要注重思路的学习!
好了,学数控编程关注邹军爱数控,让你成为经验丰富的编程高手!
相关参考