数控冲床毛刷(我对数控冲床的一点体会)
Posted
篇首语:勤奋是你生命的密码,能译出你一部壮丽的史诗。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控冲床毛刷(我对数控冲床的一点体会)相关的知识,希望对你有一定的参考价值。
数控冲床毛刷(我对数控冲床的一点体会)
光阴荏苒、岁月如梭,转眼就退休了。回想起上世纪九十年代初,哪个钣金厂进口台数控冲床,还真是凤毛麟角,感觉像是给新产品试制插上了翅膀一样,从个别件试制到小批量生产的下料再也不需要去找通用冲角模、冲孔模甚至手工剪等工具去生产了。转眼跨过二十世纪,激光切割机逐步推广普及,从CO2激光到光纤激光,从小功率500W到几千瓦,再到现在的几万瓦,切割成本越来越低,耗材越来越省,大有激光切割机替代数控冲床之势。许多小型钣金厂买台激光切割机,再添置数控折弯机和焊机就可以生产了。
数冲技术
随着机械制造业发展的突飞猛进,数控冲床零部件的材料、热处理、加工精度、表面处理、伺服控制模块等方面日益成熟,数控冲床的可靠性及寿命大大提高,最为突出的是工艺能力大幅提高,不但可以冲孔、切角,而且能自动焊接螺柱(图1)、翻边、攻丝(图2)、百叶窗、浅拉深、沉孔、滚筋、压筋、压印滚切、带成形的通风孔、折弯(图3),甚至能全部完成整个小零件的加工。过去,数控冲床多是将一张板上所有零件全部冲好后,才放下来去掉微连接,分类放好后,再上折弯机折弯。现在,可以冲一个卸一个,减少了撞击事故的发生,而激光切割机目前还没有这个功能。激光切割机由于工件是不夹紧的,一旦与切割头相撞,整张大板上的工件会部分甚至大部分报废。
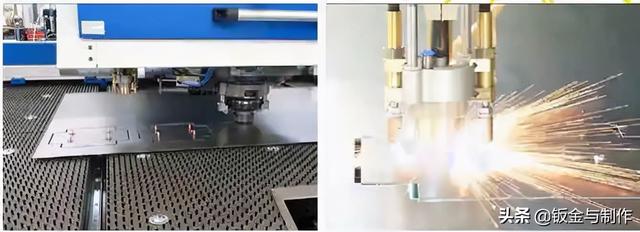
图1 自动焊接螺柱

图2 攻丝

图3 小零件在数控冲床上折弯
国产数控冲床质量也今非昔比。记得第一台数控冲床安装时拆开来清洗是必须的,因为里面有切屑等杂质。虽然滚珠丝杠副、导轨滑块、伺服控制模块采用进口部件,用了一段时间后问题仍很多。现在,好多厂家非但提高了设备零部件的国产化率,产品质量也跟过去不可同日而语。
数冲模具
再来谈谈数控冲床模具。由于数控冲床可以将长的直边和曲线边用矩形模(如50mm×4mm、20mm×3.5mm、8mm×3mm等)和圆形、曲线形等模具来步冲完成加工,所以数控冲床冲裁力大多在35吨左右,模具大多是小型的。由于我们需要保证板材上各种形状孔的尺寸,对不同厚度的板材所用凸模的尺寸就是图纸要求的尺寸,再根据不同厚度和材料的钣金件选用不同间隙的凹模。一般凸凹模间隙要比冲压手册上的间隙稍大。在保证产品质量的前提下,适当增大间隙有利于减少刃口的磨损,显著提高模具寿命。有人做过试验,间隙/厚度取10%时,刃磨寿命1万次,取25%时,刃磨寿命可达6.8万次,但这要在产品毛刺允许的情况下进行。如果间隙合理,出现毛刺过大,则冲头和凹模要及时刃磨。一般通过调整凸模冲入深度参数来调节凸模进入凹模的距离S。推荐板厚t≤1.2mm时,S值取0.7~0.9mm;板厚为1.5mm时,S值取1.0mm;板厚为2.0mm时,S值取1.1mm;板厚为3.0mm时,S值取1.5mm,毛刺高时适当加大0.2mm左右。硅钢片等脆性材料S值不超过0.5mm。多次刃磨后可试冲调节冲切深度参数,模具刃口变纯后,将使冲裁件质量变坏,这时应在正常磨损阶段内及时刃磨,否则会增大刃磨量。一般刃磨量每次不要超过0.4mm。
欧技公司有带12个、16个和24个冲模的三种数控冲床,每个模具均可旋转。后来的冲床有32个模位,4组旋转冲模,比较先进的Salvagnini S4(图4)有2个旋转冲模,2个大模具和带40个小冲模的复合冲头,这些模具安装在同一块模板上,所以只有旋转模可转动,其余模具不动,当板材运动到某个模具下方时,这个模具就会受到冲击冲孔一次,所以S4在加工时是不需要换模的。另外,S4带有一个直角剪(集成剪刀),直角剪由500mm×500mm独立刀片构成,带上压料器。使用直角剪的目的是节约材料,一旦一个零件切角冲孔完成,就可用直角剪下料,之后,随毛刷带输送到下一工位。需要特别注意的是,S4换模(更换新模具、刃磨、维护保养)后模具位置绝对不能出一点差错,否则会损坏整个冲头部分。正确的做法是确定模具库后,冲一张含复合冲头库中(图5)所有模具的样板,依据样板次序,分别将上下模安装在上下模固定条(可装8个模具)上,再将上下模固定条并排放好,并依据样板次序分别安装在上下模座上。一直坚持这样做,三年来数控冲床从未出过故障。

图4 Salvagnini S4冲切中心

图5 Salvagnini复合冲头库
另外,数控冲床配备的模具尽量用原厂的。为了省钱让模具厂单独加工的数控转塔冲床模具,由于偏心量大,造成一边全是光亮带,磨损剧烈,间隙全到了另一边,毛刺高得吓人。工件再放到Salvagnini P4上折弯,造成P4折弯梁磨损,工件出现腰鼓形。后来报废了几套模具,另外几套勉强在用。S4上的模具采购坚持要另外的供应商做,换上后响声特别大,造成复合冲头上部开裂,因此转塔冲和S4冲模要尽量找原厂或者专门做该品牌的厂家购买,对模器对不上的(凸模不能顺利进入凹模)绝对不能用。
维修
数控冲床维修前要清理冲床及其周围,主要清理灰尘、脏油及润滑脂。每次维修后一定要清点各种工具是否缺少。我曾遇到两次故障,一次是拆机后,没有在S4上把掉落的螺钉找到,最后撞坏了滑块。另一次是忘记将扳手拿掉,撞坏了感应器。维修过程中,不允许站在导轨及齿条上,这会使鞋底的砂粒进入运动部件之间,造成机械划伤、压痕等,加速数控机床的损坏。对于伺服阀多的数控冲床(S4),一定要按时换油(一般是一年多),不要漏油就加油。对漏油先要找出原因堵漏,再按规定加油或换油。换油需清理油箱内部,用干净不带绒毛的布(最好是丝绸厂的边角料)拭净方可加油。同时要换掉过滤器,先打循环1~2小时后才可试运行(使新滤芯过滤掉新油中的颗粒物)。
出现故障后,由于现在的系统都有故障提示,大部分是该故障的感应器零件有问题,但有时是前面和后面的油路、气路或电路造成的,要仔细分析,多观察,多了解才能找到故障原因,找到修理机床的好办法。记得欧技的数控冲床停了三个月,找了公司的电气工程师、机械工程师,还请了扬州数冲方面的专家,但均未找到原因,最后自已根据数控冲床一会能动,一会不能动,发现一根1.5平方毫米的5芯护套线已折断,撕开护套线护皮,将同样的颜色线接好,一切OK。
对于电容器爆浆,电阻烧黑一般用肉眼都能看到,替换同样法拉和欧姆的电容和电阻后,大多能修好,一般我是经过一到两天自已反复研究观察,测试后仍无办法,才向原厂或维修公司提出修理申请,这样做的好处一是避免人家过来后发现是点小问题,弄得大家都不好意思,二是为公司节省一大笔修理费用。
安全
再谈安全,安全是安装调试生产的关键,没有安全就什么都不要去谈,我也经常去一些公司参观现场,按道理讲,数冲横梁运动区域都用信号带标出,正常生产时是不允许进入的,可是实际上很难做到,如S4料库配重门毛刷输送带、送料挡板,在试车时绝对不允许站人。我的一位领导是资深的老钳工,一次主冲轴故障,拆装后叫我单冲一下,他在台面毛刷板上看上面部件的运动情况,我已经提起的手指在按下按钮前停了一下,看到显示屏上的冲切坐标是(X120,Y230),好险,尽管没有出人身事故,我整整一周都没有睡好觉,所以希望大家处处注意安全,没有安全保证,领导让操作也坚决不动手。
维护保养
维护保养措施有:⑴激光切割机、等离子切割机等烟尘大的机床不能与数控冲床离得太近,实在要放一个车间也必须隔开,因为烟灰对导轨等运动部件和控制电气部件等危害非常大。⑵运动部件在上油前要擦拭干净,再按照说明书规定的润滑油和润滑脂加注。经常关注润滑泵储油箱的油位,检查液压站油位高度。每天上下班及换班时给空压机储罐及过滤器放水。⑶清理电箱内及各电气驱动模块的灰尘。长时间不用要经常通电,利用空调和电气自身热量吹走潮气,另外还可以给不间断电源充电。⑷绝对不允许用手转动转塔,否则会造成蜗轮蜗杆副严重磨损,平时要养成在安全的前提下用手动按钮转动转塔的良好习惯。⑸对液压、气动元器件要经常检查密封是否完好。⑹由于真空泵大多在废料箱(或小车)附近,所以废料要及时清理。
结束语
数控冲床的功能越来越多,除了文中介绍的外,不少厂家还增加了激光切割头,发挥了各自的优势作用,对一些尖角和不允许冲宽度的零件用激光切一下就更完美了,以上是我的一点个人经历与大家共享。
——摘自《钣金与制作》 2021年第3期
相关参考
一、原理工作原理:将被加工板料放置在送料机的工作台面上,通过回零基准定位、板料夹持、冲床启动,使板料自动运行,将板料送到冲床的滑块模具下,实现冲床自动冲压,达到产品生产线上的工艺目标。二、组成部分1.床...
...目前在金属行业中备受关注,许多厂家已经告别了传统的数控冲床,激光加工的原理时通过激光器产生的高能量光束照射材料表面,将金属材料迅速融化,通过移动光束让材料呈线性融化达到切割的目的。数控冲床是通过电脑控...
数控冲床复位命令是回零吗(我忘记了PIN:一个失去3万美元比特币的艰难故事)
编者按:本文作者是马克·弗劳恩菲尔德(MarkFrauenfelder),他是《连线》杂志的一名编辑和《MAKE》杂志的创始编辑。还与人合伙创办了BoingBoing网站,也是未来区块链期货实验室(Future\'sBlockchainFuturesLab)的研究主管。本文讲述...
有数控冲床专家吗给介绍一个(从一个农村穷孩子到数控工程师,这一路的辛酸苦辣今天才敢说)
...打工,中间多少欢喜多少忧! 来京后我在一家公司负责数控车间,主管一些设计工作,这期间我经历了不少酸甜苦辣。刚进公司的时候,啥都不懂,连车床都不知道是什么。刚开始让我打杂,像现在工厂的工人一样。可是我没...
第八单元知识小结一、单元主题:中外经典童话语文要素:1、感受童话的奇妙,体会人物真善美的形象2、按自己的想法新编故事。二、必会词语:介绍媒介妖怪规矩乖巧撵上滚烫脚丫拽住幸福葵花瘦弱木棒罢工声明劈面柔嫩丰...
数控机床冲床(数控机床的点控、直线控制、轮廓控制,你知道吗?)
1.点位控制数控机床点控数控机床的特点是机床的运动部件只能从一个方位精确定位到另一个方位,在运动定位过程中不进行任何加工。机床的数控系统只操控行程结尾的坐标值,不操控点与点之间的运动轨道,所以几个坐标轴...
数控机床的品种规格很多,分类方法也各不相同。一般可根据功能和结构,按下面4种原则进行分类一、按机床运动的控制轨迹分类⑴点位控制的数控机床点位控制只要求控制机床的移动部件从一点移动到另一点的准确定位,对...
数控机床的品种规格很多,分类方法也各不相同。一般可根据功能和结构,按下面4种原则进行分类一、按机床运动的控制轨迹分类⑴点位控制的数控机床点位控制只要求控制机床的移动部件从一点移动到另一点的准确定位,对...
数控机床的品种规格很多,分类方法也各不相同。一般可根据功能和结构,按下面4种原则进行分类一、按机床运动的控制轨迹分类⑴点位控制的数控机床点位控制只要求控制机床的移动部件从一点移动到另一点的准确定位,对...
数控冲床加工费计算(五金冲压件加工报价方法,是你想要的吗?)
在机加工生产中,报价是除了生产之外,十分重要的工作之一。一个企业进行生产,主要就是为了盈利,想要盈利就需要严格把控生产关,此外,报价也是必不可少的工作。只有科学的报价加上高质量的产品,才能让企业获得好...