数控冲床模具长度(冲压模具知识简介)
Posted
篇首语:越工作越能工作,越忙碌越能发明出闲暇。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控冲床模具长度(冲压模具知识简介)相关的知识,希望对你有一定的参考价值。
数控冲床模具长度(冲压模具知识简介)

一.冲压基本介绍:
冲压模具是一个历史悠久的传统行业。很多薄金属板的剪切与成型都几乎与冲压相关。在现代高速发展的航天,工业,汽车行业,轻工业,计算机等各个领域中,都与冲压工艺息息相关。(举一些实际的例子)。而且现代的产品更新换代的周期很短,所以冲压行业也经久不衰,蓬勃发展。
冲压行业是一个经验性很强的行业。需要以理论计算作为基础,以经验常识作为调试过程中的判断依据。理论计算往往是一个粗略的计算模型,离实际情况略有偏差。需要根据实际情况进行修正。
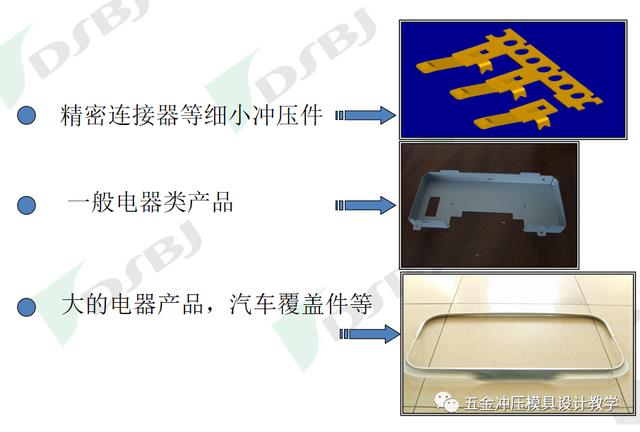
二.冲压产品大致分类:
三.冲压基本原理介绍:
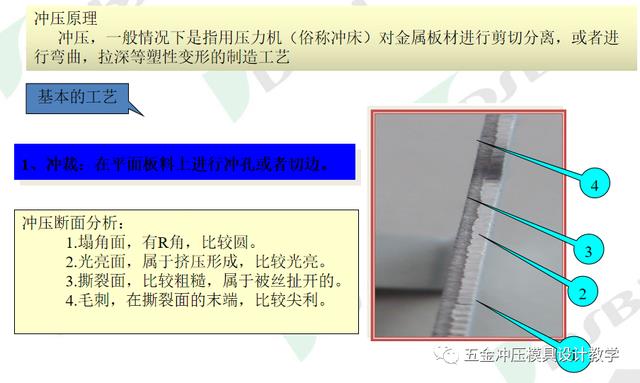
以上断面的比例是与冲裁间隙大小,以及模具刀口锋利程度相关的。
冲裁间隙大,则塌角大,光亮面小,撕裂面大,毛刺大。
反之,间隙小,则塌角小,光亮面多,撕裂面小,毛刺小。
冲裁间隙:分离平板,是靠模具上凸凹模刀口完成的。凸凹模刀口之间
是有间隙的,间隙的大小一般经验值为单边5%~7%。材料愈软,则间隙值取
小,材料愈硬,则间隙取值偏大。
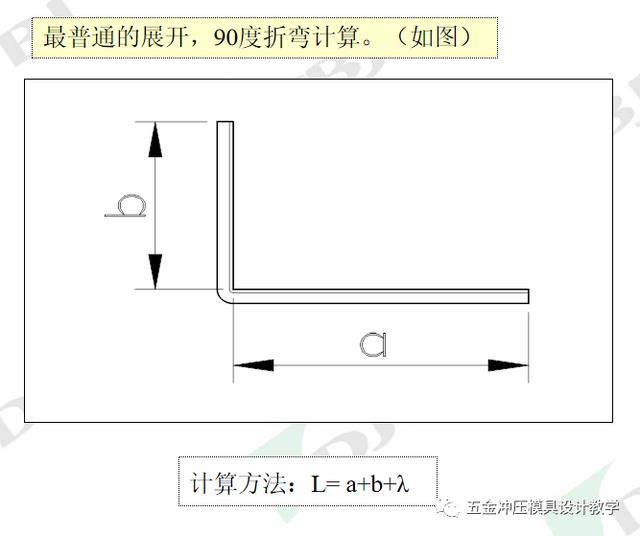
2、弯曲:将平板材料进行塑性变形,形成折曲 。
弯曲展开:所有成品大部分都是有折弯的,而在实际工艺过程中,必须都
要先确定摊展成平面,确定用料后再进行折曲。而展开尺寸的准确性,直
接着影响成品尺寸。
展开涉及中性层概念
中性层:在折弯过程中,内层的材料被挤压,外层的材料被延伸。但在
内层及外层材料之间,总有既不被延长也不被压短长度不变的层,被称为
中性层,计算中性层的长度,也就是计算了材料的展开。
四.模具的种类:
3.连续模:用一副实现全部的或者大部分产品的成型,称为连续模。可以实现自动化生产,
适合于产品体积比较大而且产品大小适中的产品。模具结构比较复杂,维修上也需要更高的要求
技术要求。但是生产效率还是比较高。

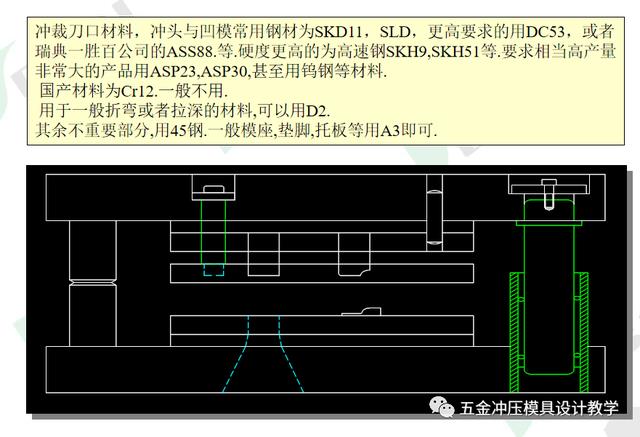
五.模具材料:
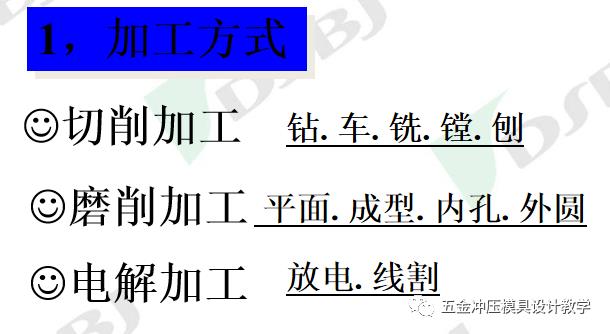
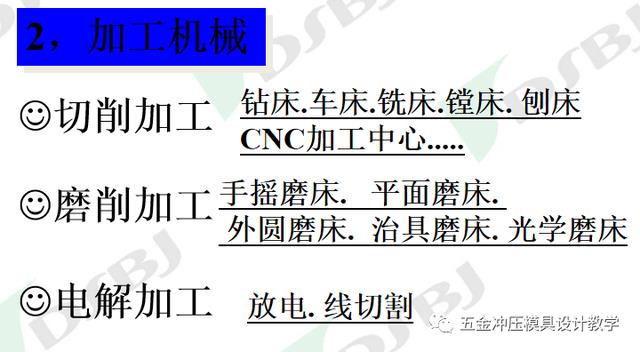
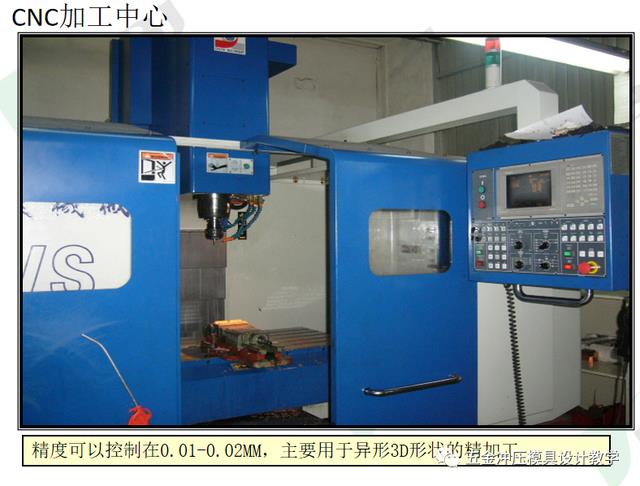
六.模具加工:









七.模具工艺流程:
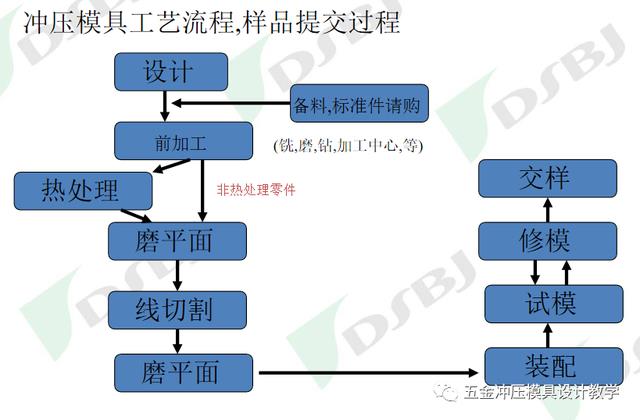
说明:
在模具制作过程中,重要的环节,热处理,与线切割.
线切割是最重要也是模具制作明显区别于其它工业手段的方式。
线切割是通过金属丝对金属进行放电腐蚀加工的一种加工
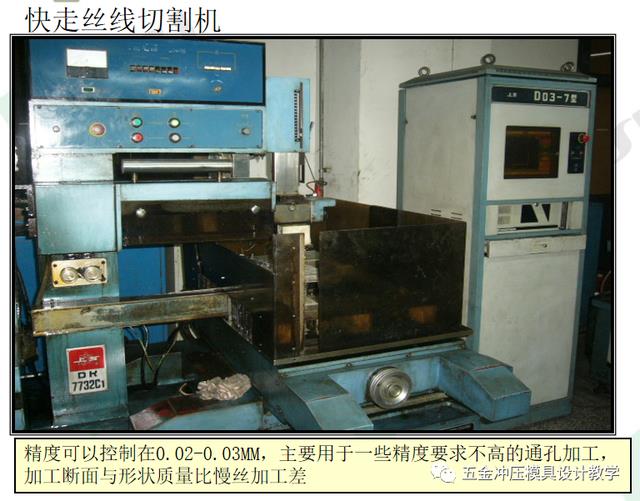
方法:线切割分快丝线割与慢丝线割。
快丝线割为国产线割,加工便宜,但加工精度低。
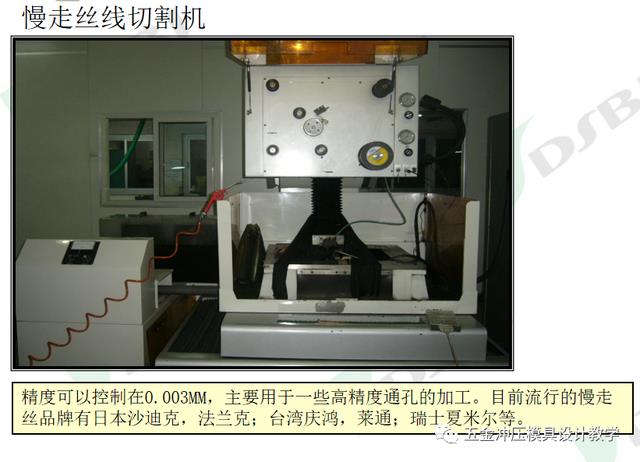
慢丝线割为进口机床。机床费用及加工费用较高,但加工精度比较高。
产品冲压工艺好坏
冲压产品的冲压工艺好坏,直接决定了一个产品的容易成型还是困难成型,质量容易管控还是比较困难管控。俗称好做难做。
常见的冲压工艺缺陷有:
展开后,材料产生干涉。或者刀口太窄,造成冲头强度不足。
折弯高度太矮,当折弯边高度小于两倍料厚时,折弯一般是很难折起的。
实际折弯中会发生干涉。
凸包太高,转角太小,容易破,或者起皱。
局部设计强度太弱,产品容易变形,造成产品很容易不稳定。
拉深转角急剧,R角太小。
折弯侧面有高度离底面距离很小的凸起,造成折弯困难。
局部拉伸高度太高,而实际不需要。等等
冲压产品的工艺保证与工序的先后次序也有关系,比如:
考虑到单边折弯可能会使材料流动,而使产品尺寸产生不稳定。则要对应对称折弯,或者先不要使材料切空,折弯后再切空。
考虑到凸包,拉深等会造成材料流动,起皱等现象,则需要排至最先工程,然后再去整形,裁切,冲孔等工序。
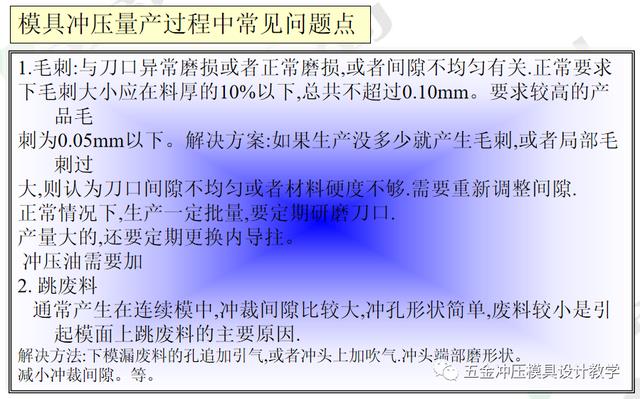
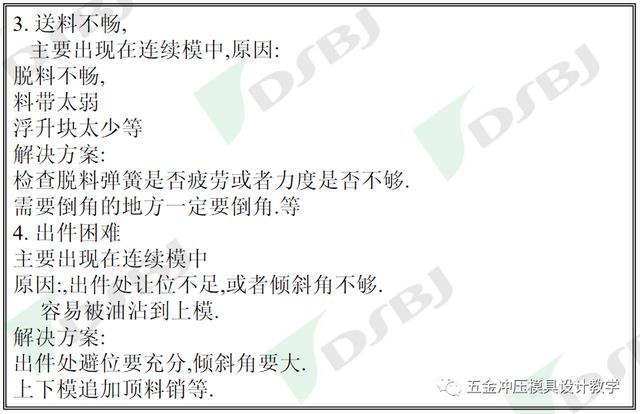
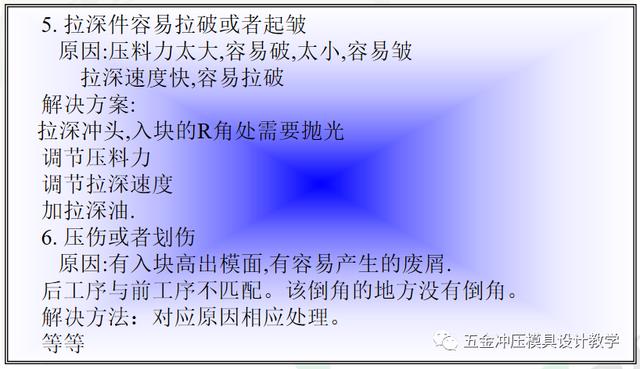
八.冲压量产过程中常见问题点 以及解决方案:
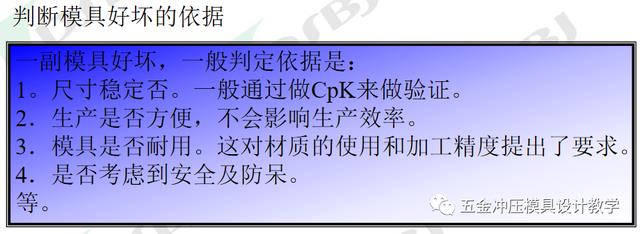
九.模具好坏的判断方法:

如果对于本文,你还有不明白、不理解的地方,欢迎评论或私信,我将第一时间解答!
同时如果你是想往设计方向发展,可以加入我创建的千人模具设计社群一起学习、交流、探讨(无广告);私聊我回复“社群”,即可获得入群方式!私聊我回复“学习”,我会送你相关课程学习。
相关参考
数控冲床冲圆程序(「模具知识」冲压工艺知多少、25种工序详细介绍,值得一看)
冷冲压模具工艺是一种金属加工方法,其主要针对金属材料,通过冲床等压力设备迫使材料发生形变或分开,以得到满足实际要求的产品零件,简称:冲压件。模具的冲压工序有很多种情况,对此很多朋友表示不太理解,在这里...
数控冲床冲头打下去上不了怎么办(15个典型冲模问题及解决办法进厂多年的模具老技工都在看)
1.废料跳穴a.冲头长度不够按冲头刃口切入凹模一个料厚加1mm更换冲头b.凹模间隙过大割入子减少间隙或用披覆机减小间隙c.冲头或模板未去磁将冲头或模板用去磁器去磁2.废料堵穴a.落料孔小或落料孔偏位加大落料孔,使落料顺畅...
数控冲床1.计算数控冲床、数控转塔冲床冲压吨位:(无斜刃口冲芯)公式:冲床冲压力计算公式P=k*l*t*Г◆冲芯周长(mm)◆K为系数,一般取1.3◆板材厚度(mm)◆材料的剪切强度抗剪强度Г(一般取400Mpa)◆冲切力(mm)◆如果换...
数控冲床模具(数控冲床及冲模技术在 钣金制作行业中的应用与发展)
...等特点。采用传统的普通冲床,加工效率低、质量不高。数控转塔冲床与普通冲床相比,模具库数量多,可自动换模,节省换模时间;具有高效率、高精度、自动化程度高的特点,在质量与效率上都有很大的优势。本文将从数控...
...钣金加工市场上出现了一种明显的趋势,就是将原本用于数控冲床冲压的中等批量以下的产品,逐步转移到数控激光切割机上来完成。但是行业内人士也清晰地认识到,数控冲床目前仍有其无法取代的优越性,其集中体现为以下...
数控转塔冲床一般情况下,按正常冲裁间隙设计的模具,当凸模切断坯料将废料压入凹模以后,应从凹模孔口掉落,然而由于种种原因,当模具在结束冲孔并在刚刚开模的一瞬间,随着上模的升高,作用在料片上的向上的力大...
数控转塔冲床如何编程(轻松解决数控转塔冲床旋转模具跳料问题)
数控转塔冲床一般情况下,按正常冲裁间隙设计的模具,当凸模切断坯料将废料压入凹模以后,应从凹模孔口掉落,然而由于种种原因,当模具在结束冲孔并在刚刚开模的一瞬间,随着上模的升高,作用在料片上的向上的力大...
手持式激光扫描仪检测模具通过遥控器转运模具文/图湖北日报全媒记者许应锋通讯员刘涛徐春晓造一辆汽车,分几步?简单说,两步:先生产零部件,再组装。但汽车零部件,成千上万,关键要拥有“汽车工业之母”的模具。...
自从第一台数控铣床诞生后,数控加工技术在全世界各国得到迅速发展,对现代机械制造加工技术的发展起到重大推动作用。数控加工技术不仅涉及数控加工设备,还涉及数控加工工艺、工装和加工过程的自动控制等。在目前生...
选购模具上企易商城https://www.banjin1688.com/home1、模具选择要求:1.1模具选择应尽量选择一次可加工完成的模具,以保证加工质量。(如加工28×28mm切口,可用较小尺寸的方模多次加工,也可选用长方模具加工,但需换刀。可选用30×30...