数控冲床模具柜(数控冲床、数控转塔冲床下模间隙)
Posted
篇首语:我会努力奋斗直到亮瞎你们的双眼。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控冲床模具柜(数控冲床、数控转塔冲床下模间隙)相关的知识,希望对你有一定的参考价值。
数控冲床模具柜(数控冲床、数控转塔冲床下模间隙)
数控冲床
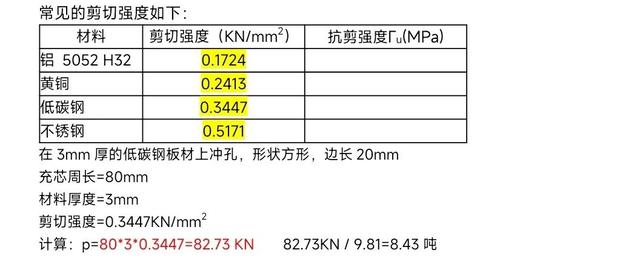
1. 计算数控冲床、数控转塔冲床冲压吨位:(无斜刃口冲芯)
公式:冲床冲压力计算公式P=k*l*t*Г
◆冲芯周长(mm)
◆K为系数,一般取1.3
◆板材厚度(mm)
◆材料的剪切强度 抗剪强度Г(一般取400Mpa)
◆冲切力(mm)
◆如果换算成公吨:用KN / 9.81
◆冲芯周长----任何形状的各个边长总长
◆材料厚度----指冲芯要冲孔穿透的板材的厚度
◆材料的剪切强度----板材的物理性质,由板材的材质所决定,可在材料手册中查到。
常见的剪切强度如下
2.数控冲床、数控转塔冲床下模间隙
数控冲床、数控转塔冲床下模间隙是指当充芯进入下模时,冲芯和下模之间的距离,通常是指的总间隙
数控冲床、数控转塔冲床使用正确的下模间隙的必要性
◆延长模具寿命
◆退料效果好
◆产生的毛刺小
◆可得到更干净整齐的孔
◆减小粘料的可能
◆工件平整
◆孔的位置更准确
◆冲孔所需要的冲切力最小
3、数控冲床、数控转塔冲床模具最佳间隙
可使剪切裂缝接合,冲切力均衡,冲切质量好,模具寿命长
推荐的下模间隙表(见后附表1)
4、数控冲床、数控转塔冲床间隙太小的危害
出现二次剪切,冲切力增大,缩短模具寿命。
5、我们推荐的数控冲床、数控转塔冲床下模间隙
◆下模间隙同材料厚度的百分比:
◆最小间隙寿命 15%
◆最佳间隙 20—25%
◆长寿命间隙 30%
◆重载型模具间隙 30%
数控冲床、数控转塔冲床推荐的下模间隙表

数控转塔冲床模具的使用和维护
一、保证最佳的模具间隙
模具间隙与板厚、材质以及冲压工艺有关,选用合适的模具间隙,能够保证良好的冲孔质量,减少毛刺和塌陷,保持板料平整,有效防止带料,延长模具寿命。
通过检查冲压废料的情况,可以判定模具间隙是否合适。如果间隙过大,废料会出现粗糙起伏的断裂面和较小的光亮面。间隙越大,断裂面与光亮面形成的角度就越大,冲孔时会形成卷边和断裂,甚至出现一个薄缘突起。反之,如果间隙过小,废料会出现小角度断裂面和较大的光亮面。
当进行开槽、步冲、剪切等局部冲压时,侧向力将使冲头偏转而造成单边间隙过小,有时刃边偏移过大会刮伤下模,造成上下模的快速磨损。
模具以最佳间隙冲压时,废料的断裂面和光亮面具有相同的角度,并相互重合,这样可使冲裁力最小,冲孔的毛刺也很小。
二、适时刃磨可有效延长模具的使用寿命
如果工件出现过大的毛刺或冲压时产生异常噪音,可能是模具钝化了。检查冲头及下模,当其刃边磨损产生半径约0.10mm的圆弧时,就要刃磨了。
实践表明,经常进行微量的刃磨而不是等到非磨不可时再刃磨,不仅会保持良好的工件质量,减小冲裁力,而且可使模具寿命延长一倍以上。
除了知道模具何时刃磨之外,掌握正确的刃磨方法尤其重要。模具刃磨规程如下:
1)刃磨时,将冲头竖直夹持于平面磨床磁性卡盘的V型槽或夹具内,每次磨削量为0.03~0.05mm,重复磨削直至冲头锋利,最大磨削量一般为0.1~0.3mm。
2)使用烧结氧化铝砂轮,硬度D~J,磨粒大小46~60,最好选适用于高速钢磨削的砂轮。
3)当磨削力大或模具接近砂轮时,加冷却液可防止模具过热而开裂或退火,应按照制造商要求选用优质多用途冷却液。
4)砂轮向下进刀量0.03~0.08mm,横向进给量0.13~0.25mm,横向进给速率2.5~3.8m/min。
5)刃磨后,用油石打磨刃口,去除毛刺,并磨出半径0.03~0.05mm的圆角,可以防止刃口崩裂。
6)冲头去磁处理并喷上润滑油,防止生锈。
三、消除和减少粘料的方法
由于冲压时的压力和热量,会将板料的细小颗粒粘结于冲头表面,导致冲孔质量差。去除粘料可用细油石打磨,打磨方向应与冲头运动的方向相同,这样光后会避免进一步粘料的产生。不要用粗纱布等打磨,以免冲头表面更粗糙,更容易出现粘料。
合理的模具间隙、良好的冲压工艺,以及必要的板料润滑,都会减少粘料的产生。防止过热,一般采用润滑的方式,这样会减少摩擦。如果无法润滑或出现废料回弹,可采取以下方法:
交替使用多个相同尺寸的冲头轮流冲压,可使其在被重复使用之前有较长的冷却时间。
将过热模具停歇使用。通过编程控制换模,中断其长时间重复工作,或降低其冲压频率。
四、冲很多孔时防止板料变形的措施
如果在一张板上冲很多孔,由于冲切应力的累积板材就不能保持平整。每次冲孔时,孔周边的材料会向下变形,造成板料上表面出现拉应力,而下表面则出现压应力。对于少量的冲孔,其影响并不明显,但当冲孔数量增加时,拉、压应力在某处累积,直至材料变形。
消除此类变形的一个方法是:先每隔一个孔冲切,然后返回冲切剩余的孔。这样虽然也会产生应力,但却缓解了在同一方向顺序冲压时的应力累积,也会使前后两组孔的应力相互抵消,从而防止板料的变形。
五、尽量避免冲切过窄条料
当模具用于冲切宽度小于板材厚度的板料时,会因侧向力作用而使冲头弯曲变形,令一侧的间隙过小或磨损加剧,严重时会刮伤下模,使上下模同时损坏。
建议不要步冲宽度小于2.5倍板材厚度的窄条板料。剪切过窄条料时,板料会倾向弯入下模开口中,而不是被完全剪掉,甚至会楔入冲模的侧面。如果无法避免上述情况,建议使用退料板对冲头有支撑作用的全导向模具。六、冲头的表面硬化及其适用范围
虽然热处理和表面涂层可改善冲头表面特性,但并不是解决冲压问题和延长模具寿命的一般方法。一般地说,涂层提高了冲头表面硬度并使侧面的润滑性得到改善,但在大吨位、硬质材料冲压时,这些优点在大约1000次冲压后就消失了。
六、针对以下情况可使用表面硬化的冲头:
冲软或粘性的材料(如铝).
冲薄的研磨性材料(如玻璃环氧片).
冲薄的硬质材料(如不锈钢).
频繁地步冲.
非正常润滑的情况。
表面硬化通常采用镀钛、渗氮等方法,其表面硬化层为厚度12~60μm的分子结构,它是冲头基体的一部份,而并非仅是涂层。
表面硬化的模具可按通常的方式刃磨。通过表面硬化会降低模具在冲不锈钢板时的磨损,但并不能延长其使用寿命,而适当润滑、及时刃磨以及按规程操作等,却是有效的方法。
七、冲床模位对中性不好时的检修
如果冲床模位的对中性不好,造成模具快速钝化,工件加工质量差,可就以下几点检修:
检查机床的水平情况,必要时重新调整.
检查并润滑转盘上的模孔及导向键,如有损伤及时修复.
清洁转盘的下模座,以便下模准确安装,并检查其键或键槽的磨损情况,必要时更换.
使用专用芯棒校准模具工位,如有偏差及时调整。
相关参考
数控转塔冲床如何编程(轻松解决数控转塔冲床旋转模具跳料问题)
数控转塔冲床一般情况下,按正常冲裁间隙设计的模具,当凸模切断坯料将废料压入凹模以后,应从凹模孔口掉落,然而由于种种原因,当模具在结束冲孔并在刚刚开模的一瞬间,随着上模的升高,作用在料片上的向上的力大...
...钣金加工市场上出现了一种明显的趋势,就是将原本用于数控冲床冲压的中等批量以下的产品,逐步转移到数控激光切割机上来完成。但是行业内人士也清晰地认识到,数控冲床目前仍有其无法取代的优越性,其集中体现为以下...
基本介绍数控转塔冲床(NCT)由电脑控制系统、机械或液压动力系统、伺服送料机构、模具库、模具选择系统、外围编程系统等组成。数控转塔冲床(NCT)是通过编程软件(或手工)编制的加工程序,由伺服送料机构将板料送至需加...
数控转塔冲床参数(有70多年历史的数控转塔冲床,为何轻而易举被激光切割机取代了)
...候,就被大家预判能够逐步取代冲床而且市场空间很大。数控冲床顾名思义主要是可以对板材、管材、型材,通过模具做出落料、冲孔、成型、拉深等等。在冲孔领域占据着很长的市场主导地位,激光切割机的出现将这一地位进...
数控冲床模具(数控冲床及冲模技术在 钣金制作行业中的应用与发展)
...等特点。采用传统的普通冲床,加工效率低、质量不高。数控转塔冲床与普通冲床相比,模具库数量多,可自动换模,节省换模时间;具有高效率、高精度、自动化程度高的特点,在质量与效率上都有很大的优势。本文将从数控...
数控转塔冲床哪个品牌好(有70多年历史的数控转塔冲床,为何轻而易举被激光切割机取代了)
...候,就被大家预判能够逐步取代冲床而且市场空间很大。数控冲床顾名思义主要是可以对板材、管材、型材,通过模具做出落料、冲孔、成型、拉深等等。在冲孔领域占据着很长的市场主导地位,激光切割机的出现将这一地位进...
数控液压快速冲床(有70多年历史的数控转塔冲床,为何轻而易举被激光切割机取代了)
...候,就被大家预判能够逐步取代冲床而且市场空间很大。数控冲床顾名思义主要是可以对板材、管材、型材,通过模具做出落料、冲孔、成型、拉深等等。在冲孔领域占据着很长的市场主导地位,激光切割机的出现将这一地位进...
数控转塔冲床(NumericalControlTurretPunchPress,英文缩写NCT)是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲...
旧冲床价格(济南汇川自动化设备:山东哪里有二手数控转塔冲床?)
二手数控转塔冲床是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲裁及其他成形加工的高速精密柔性加工...
数控转塔冲床(NumericalControlTurretPunchPress,英文缩写NCT)是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲...