数控冲床模具修模工装(工装夹具的设计手册,机械设计工程师推荐资料)
Posted
篇首语:天才不是别的,而是辛劳和勤奋。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控冲床模具修模工装(工装夹具的设计手册,机械设计工程师推荐资料)相关的知识,希望对你有一定的参考价值。
数控冲床模具修模工装(工装夹具的设计手册,机械设计工程师推荐资料)
需要下载本期资料电子稿的知友,请点击小编头像私信回复“012”即可获取下载方式。
工装夹具设计一般是在零件的机械加工工艺过程制订之后按照某一工序的具体要求进行的。
制订工艺过程,应充分考虑夹具实现的可能性,而设计工装夹具时,如确有必要也可以对工艺过程提出修改意见。工装夹具的设计质量的高低,应以能否稳定地保证工件的加工质量,生产效率高,成本低,排屑方便,操作安全、省力和制造、维护容易等为其衡量指标。
一、工装夹具设计的基本原则:
1、满足使用过程中工件定位的稳定性和可靠性;
2、有足够的承载或夹持力度以保证工件在工装夹具上进行的加工过程;
3、满足装夹过程中简单与快速操作;
4、易损零件必须是可以快速更换的结构,条件充分时最好不需要使用其它工具进行;
5、满足夹具在调整或更换过程中重复定位的可靠性;
6、尽可能的避免结构复杂、成本昂贵;
7、尽可能选用标准件作为组成零件;
8、形成公司内部产品的系统化和标准化。
二、工装夹具设计基本知识
一个优良的机床夹具必须满足下列基本要求:
1、保证工件的加工精度 保证加工精度的关键,首先在于正确地选定定位基准、定位方法和定位元件,必要时还需进行定位误差分析,还要注意夹具中其他零部件的结构对加工精度的影响,确保夹具能满足工件的加工精度要求。
2、提高生产效率 专用夹具的复杂程度应与产能情况相适应,应尽量采用各种快速高效的装夹机构,保证操作方便,缩短辅助时间,提高生产效率。
3、工艺性能好 专用夹具的结构应力求简单、合理,便于制造、装配、调整、检验、维修等。
4、使用性能好 工装夹具应具备足够的强度和刚度,操作应简便、省力、安全可靠。在客观条件允许且又经济适用的前提下,应尽可能采用气动、液压等机械化夹紧装置,以减轻操作者的劳动强度。工装夹具还应排屑方便。必要时可设置排屑结构,防止切屑破坏工件的定位和损坏刀具,防止切屑的积聚带来大量的热量而引起工艺系统变形。
5、经济性好 专用夹具应尽可能采用标准元件和标准结构,力求结构简单、制造容易,以降低夹具的制造成本。因此,设计时应根据订单及产能情况对夹具方案进行必要的技术经济分析,以提高夹具在生产中的经济效益。

三、工装夹具设计规范化概述
1、工装夹具设计的基本方法与步骤
设计前的准备工装夹具设计的原始资料包括以下内容:
a) 设计通知单,零件成品图,毛坯图和工艺路线等技术资料,了解各工序的加工技术要求,定位和夹紧方案,前工序的加工内容,毛坯情况,加工中所使用的机床、刀具、检验量具,加工余量和切削用量等;
b) 了解生产批量和对夹具的需用情况,
c) 了解所使用机床的主要技术参数、性能、规格、精度以及与夹具连接部分结构的联系尺寸等;
d) 夹具的标准料库存情况。
2、工装夹具设计考虑的问题
夹具设计一般结构单一,给人的感觉结构不是很复杂,尤其现在液压夹具的大行其道,使其原有的机械结构大大简化,但是如果设计 过程中不加以详细考虑必然会出现不必要的麻烦:
a) 被加工件的毛坯余量。造成毛坯尺寸过大,产生干涉。所以在设计之 前一定要准备毛坯图。留出足够的空间。
b) 夹具的排屑畅通性。设计时由于机床的加工空间的有限 性,夹具往往被设计的空间比较紧凑,这时往往就会忽略在加工 过程产生的铁屑在夹具死角处存积,包括切屑液的流出不畅,给 以后加工带来很多麻烦。所以在实际之初就应考虑加工过程中出 现的问题,毕竟夹具是以提高效率,方便操作为本的。
c) 夹具的整体敞开性。忽略敞开性,造成操作者装卡困难,费时费力,设计大忌。
d) 夹具设计的基本理论原则。每套夹具都要经历无数次的夹 紧,松开动作,所以可能在开始都能达到用户要求,但是加具应 该有它的精度保持性,所以不要设计一些有悖原理的东西。即使侥幸当下可以,也不会有长久的持续性。一个好的设计应该经的 起时间的锤炼的。
e) 定位元件的可更换性。定位元件磨损严重,所以应考虑更换快捷和方便。最好不要设计成较大的零件。
夹具设计经验的积累很重要,有时设计是一回事,在实际应用中又是一回事,所以好的设计是一个不断积累和总结的过程。
常用的工装夹具按照功能性主要分为以下几种:
01 夹模
02 钻孔、铣面工装
03 数控、仪表夹头
04 试气、试水工装
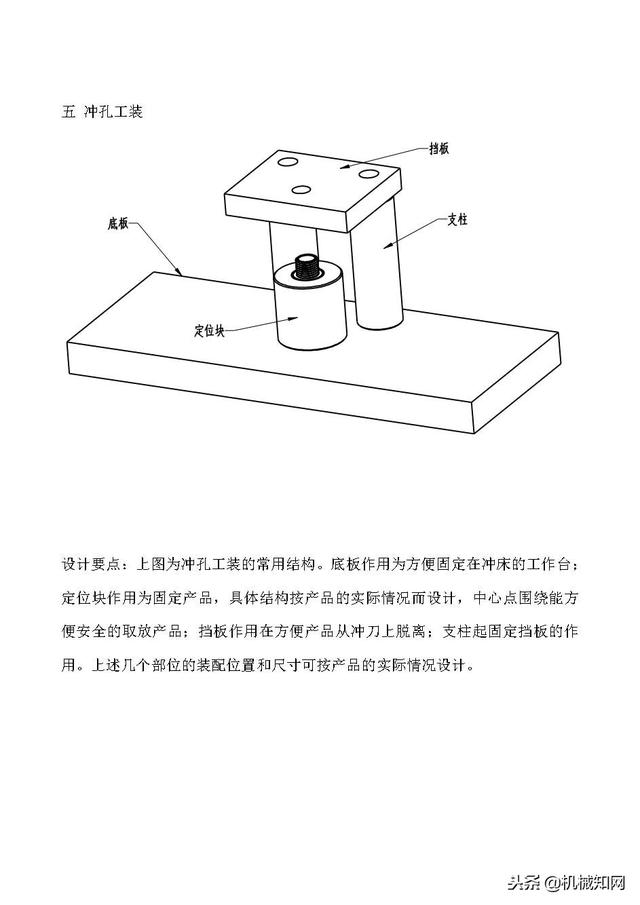
05 切边、冲孔工装
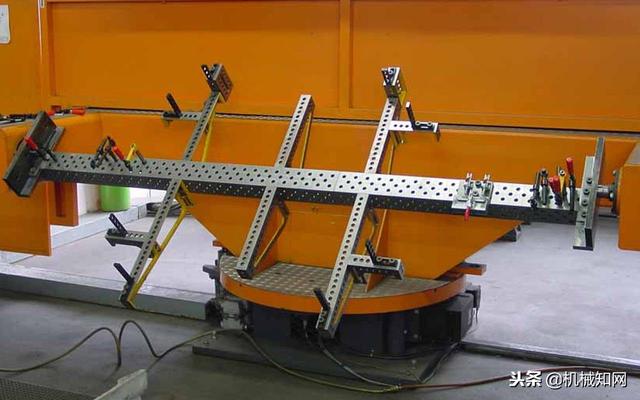
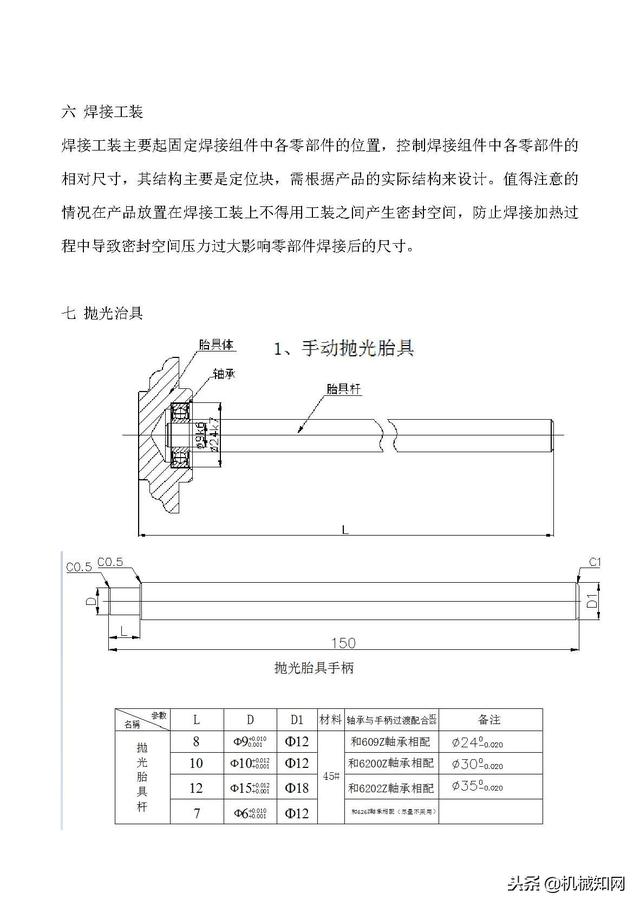
06 焊接工装
07 抛光治具
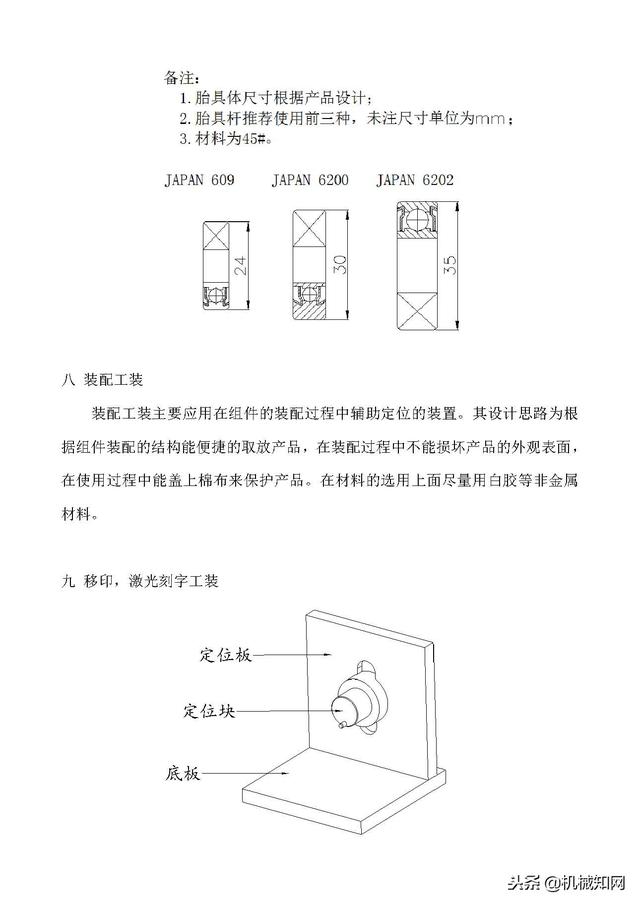
08 装配工装
09 移印,激光刻字工装
一、夹模
定义:用产品外形定位装夹的工具
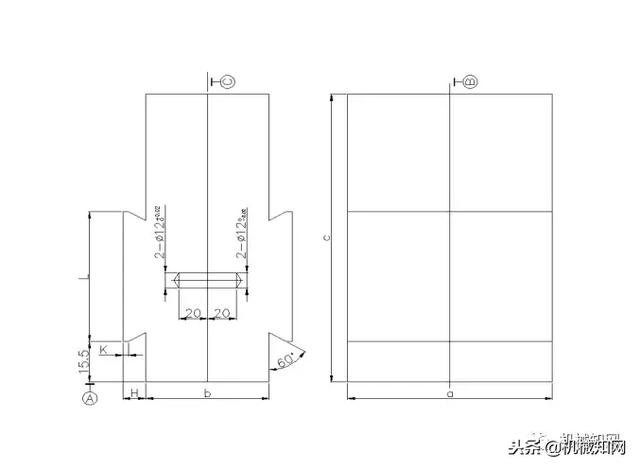
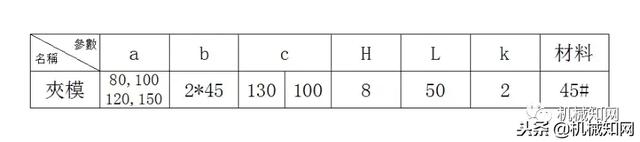
设计要点:
1,此类夹模主要用于虎钳上,其长度可以根据需要截取;
2,夹模上可以设计其他辅助定位装置,一般采用焊接方式连接夹模;
3,上图为简图,模腔结构尺寸由具体情况确定;
4,在动模上的适当位置紧配直径 12 的定位销,定模相应位置的定位孔滑动配合定位销;
5,装配型腔在设计时需在无收缩的毛坯图档的外形面基础上偏移放大 0.1mm。
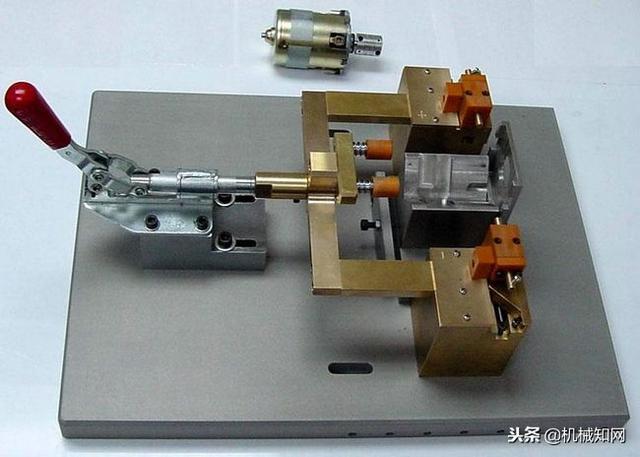
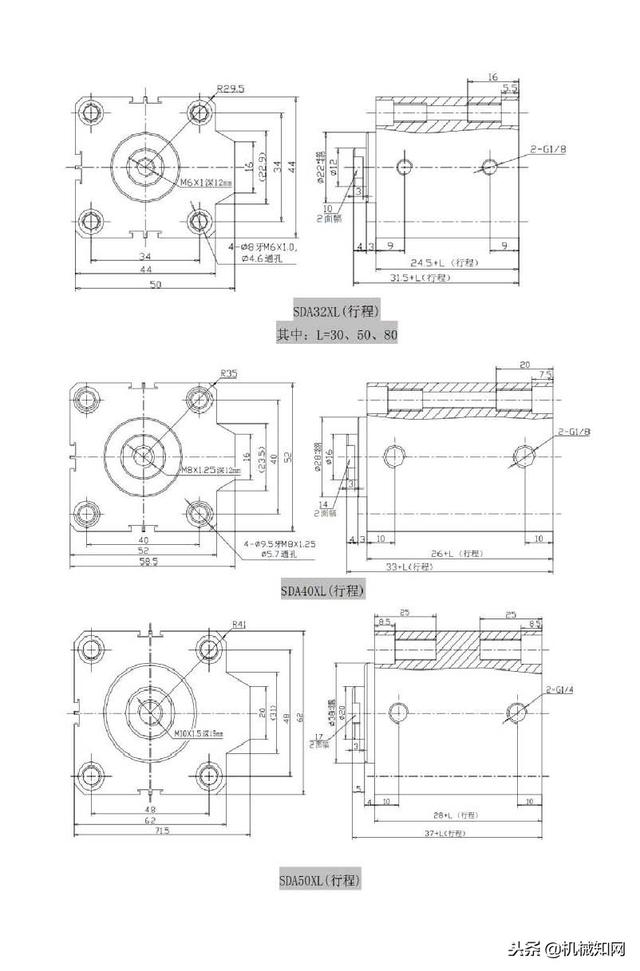
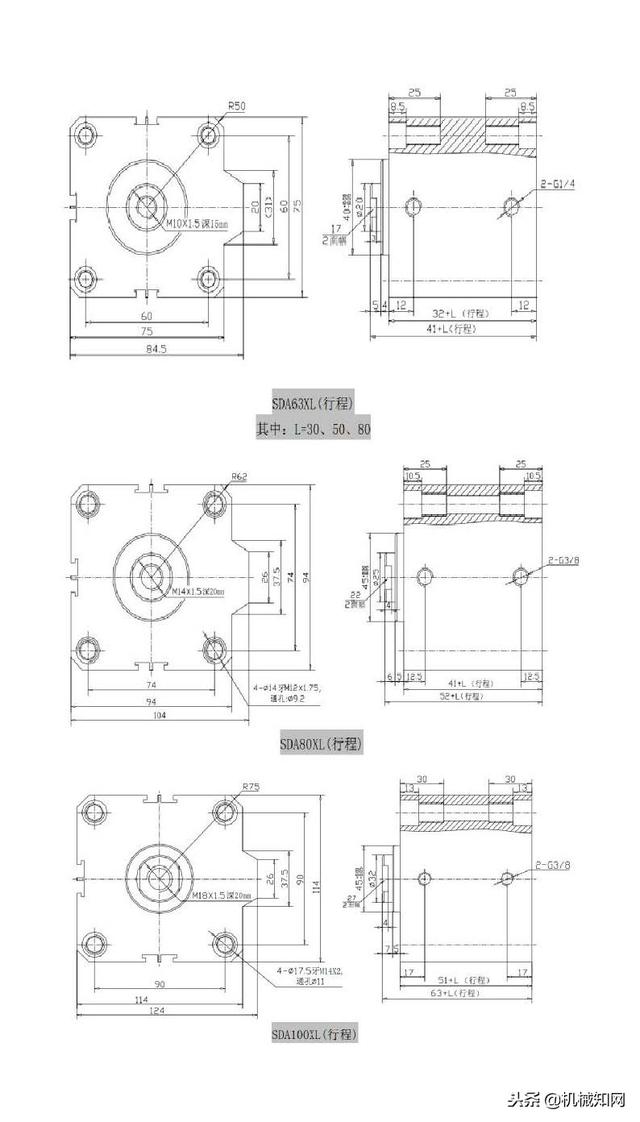
二,钻孔、铣面工装
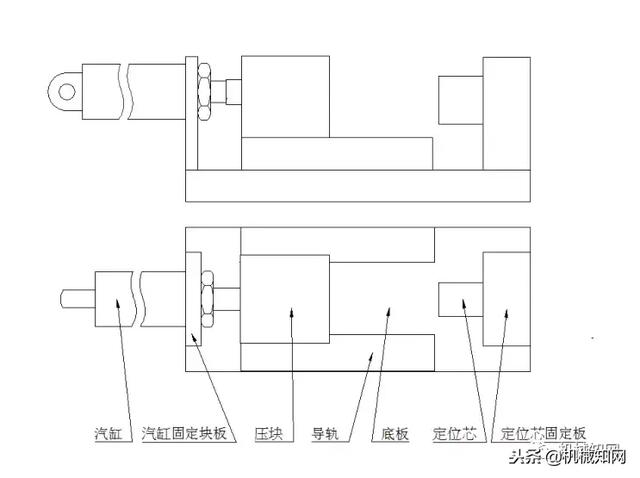
设计要点:
1,如有必要,可在固定芯及其固定板上设计一些辅助定位装置;
2,上图为结构简图,实际情况需根据产品结构做相应设计;
3,汽缸根据产品大小和加工时受力情况而定,常用 SDA50X50;
三,数控、仪表夹头
A 数控夹头
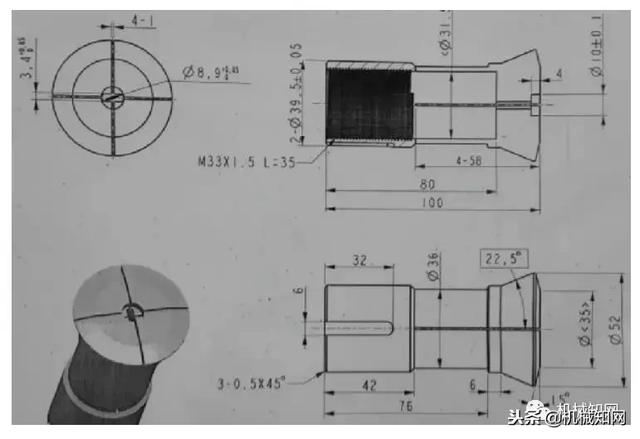
内束夹头
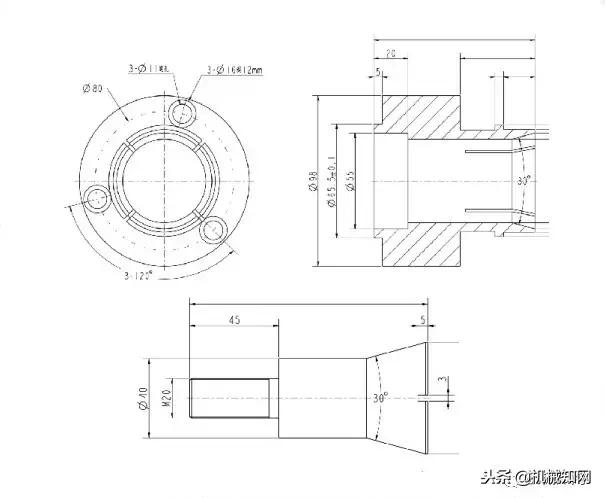
设计要点:
1,上图未标识尺寸依据实际产品的内孔尺寸结构而定;
2,与产品内孔定位接触的外圆在制作时需留单边 0.5mm 的余量,最后装到数控机床上在精车到尺寸,防止淬火过程导致的变形和偏心;
3,装配部分的材料推荐使用弹簧钢,拉杆部分 45#;
4,拉杆部分的螺纹 M20 为常用螺纹,可根据实际情况调整该螺纹
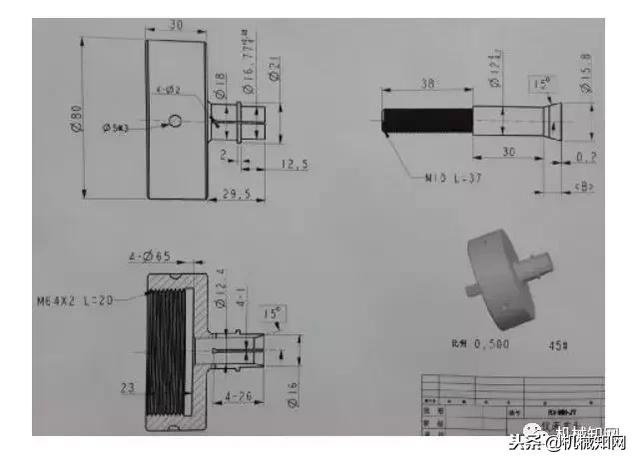
外束夹头
新数控机台:
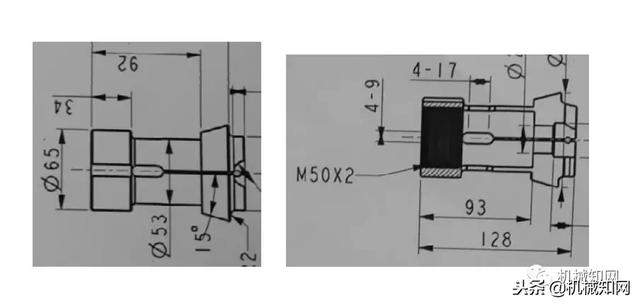
旧数控外束夹头
设计要点:
1,上图为参考图示,装配尺寸和结构依据实际产品的外形尺寸结构而定;
2,材料推荐使用弹簧钢;
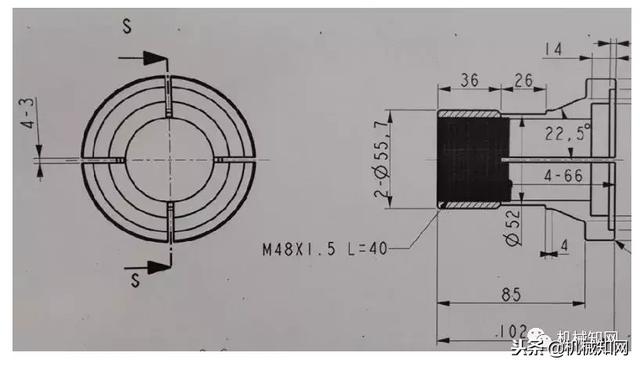
仪表内束夹头
设计要点:
1,上图为参考图示,装配尺寸和结构依据实际产品的外形尺寸结构而定;
2,材料使用 45#,淬火处理。
仪表外束夹头
需要下载学习本文电子稿的知友,请私信小编回复“012”
相关参考
生产实践中,许多零件是由多个部分组焊,再经机械加工而成,而这些零件组焊后往往形状不规则,在实际加工中会出现定位基准不易确定,找正、装夹困难的情况。蓄能器本体就是一种典型的组焊异形零件。本文通过分析该产...
焊接工装设计(焊接工装夹具设计及应用手册,上百页全是知识点无偿分享)
本书主要内容包括焊件的定位原理及定位器设计;焊接工装夹具;焊接工装夹具的动力装置;焊接工装夹具的设计方法;焊接变位机械,包括焊件变位机械、焊机变位机械、焊工变位机械的特点及应用;焊接机器人与焊件变位机械,以...
焊接工装设计(焊接工装夹具设计及应用手册,上百页全是知识点无偿分享)
本书主要内容包括焊件的定位原理及定位器设计;焊接工装夹具;焊接工装夹具的动力装置;焊接工装夹具的设计方法;焊接变位机械,包括焊件变位机械、焊机变位机械、焊工变位机械的特点及应用;焊接机器人与焊件变位机械,以...
...其精确度或者生产效率,往往都是需要加工治具的。一、工装夹具设计的基本原则:1、满足使用过程中工件定位的稳定性和可靠性;2、有足够的承载或夹持力度以保证工件在工装夹具上进行的加工过程;3、满足装夹过程中简单...
工装夹具设计一般是在零件的机械加工工艺过程制订之后按照某一工序的具体要求进行的。制订工艺过程,应充分考虑夹具实现的可能性,而设计工装夹具时,如确有必要也可以对工艺过程提出修改意见。工装夹具的设计质量的...
数控车床气动夹头不夹(工装夹具设计要点,全是内部资料,赶快收藏)
工装夹具设计一般是在零件的机械加工工艺过程制订之后按照某一工序的具体要求进行的。制订工艺过程,应充分考虑夹具实现的可能性,而设计工装夹具时,如确有必要也可以对工艺过程提出修改意见。工装夹具的设计质量的...
数控机床气动夹头改装(总结了一些工装夹具的设计要点,看看你都知道多少?)
工装夹具一般是在零件的机械加工工艺过程制订好了之后,按照某些工序的具体要求进行专项设计的。制订工艺的过程中,应充分考虑夹具实现的可能性,从而在设计工装夹具时,如有必要也可以对工艺过程提出修改意见。工装...
数控车床进给系统(数控车床伺服进给系统设计机械结构设计模具数控工艺夹具)
数控车床伺服进给系统设计机械结构设计模具数控工艺夹具数控机床作为机电一体化的典型产品,在机械制造业中发挥着巨大的作用,很好的解决了现代机械制造中结构复杂,精密,批量小,多变零件的加工问题,且能稳定产品的加...
数控卧式铣床(XK5040数控立式铣床结构设计 机械设计模具数控夹具)
XK5040数控立式铣床结构设计机械设计模具数控夹具由于铣床采用旋转式多齿刀具加工工件,多个刀齿同时参与切削,生产效率高。但是,由于铣刀每个刀齿的切削过程是间歇性的,每个刀具的切削厚度是变化的,因此切削力也随...
自动电焊机设计机械结构设计模具数控工艺夹具随着电焊机的应用需求,手动电焊机因为其劳动强度大,焊接效率低,工作环境恶劣,对人体伤害大等缺点,逐渐被自动电焊机所取代。自动电焊机的主要体现在自动送丝机构,焊...