数控冲压(数控转塔冲床的应用及发展趋势)
Posted
篇首语:私心胜者,可以灭公。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控冲压(数控转塔冲床的应用及发展趋势)相关的知识,希望对你有一定的参考价值。
数控冲压(数控转塔冲床的应用及发展趋势)
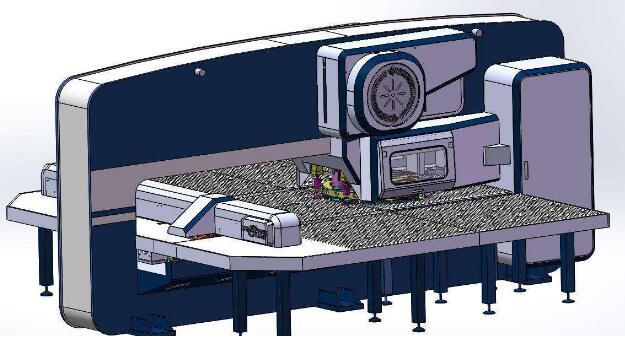
数控转塔冲床(Numerical Control Turret Punch Press,英文缩写NCT)是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲裁及其他成形加工的高速精密柔性加工设备,如图1所示。数控转塔冲床作为金属板材加工领域中的关键设备,至今已经有七十多年的应用和发展历史,已成为汽车制造、工程机械、五金、家用电器、计算机、仪器仪表、电子信息、纺织机械等行业中最为重要的工艺装备。

数控转塔冲床的分类及特点
按照主传动的动力源,可将数控转塔冲床分为以下三类:
⑴机械式转塔冲床。这种结构形式运动特性单一,加工工艺范围窄,冲压频率低,噪声大,离合器与制动器容易磨损,寿命低,目前已经基本被市场淘汰。
⑵液压式转塔冲床。通过液压缸驱动击打头,由电液伺服阀进行冲压控制,该类型产品在以往相当长的一段时间内都是市场的主流产品。与机械式相比,其优点是冲压工艺性得到扩展,冲压频率得到提高,噪声得以降低。但存在油污染、耗电量大、环境和温度耐受性差、可靠性低、维护困难等缺点。
⑶全电伺服式转塔冲床。随着近几年大扭矩伺服电机及驱动系统的改良与推广,全电伺服转塔冲床取得了巨大的进步,并逐步取代了液压式结构,成为行业的主流产品。
与传统的机械式和液压式相比,全电伺服主传动形式具有诸多优势:
1)通用性好、智能化水平高。由于具有伺服功能,冲头运动曲线不再仅仅是正弦曲线,而是可以根据工艺要求进行优化设计的任意曲线,大幅提升了加工性能,扩大了加工范围。
2)精度高。伺服电机上的编码器可以将曲柄的转动角度信息反馈给数控系统,再通过冲头位移与曲柄转角间的函数关系进行运算处理,便可获得冲头位置的实时数据,形成半闭环控制,实现对冲头运动的精确控制,下死点精度能够控制在±0.05mm范围内。
3)生产效率高。伺服冲床可以根据加工工艺的不同,调整冲头的行程。在一个工作循环中无需完成360°旋转,只需进行一定角度的摆动即可完成加工,这就进一步缩短了循环时间,大幅提升了生产效率。
4)节能、环保。伺服电机驱动的数控转塔冲床,完全依靠电动机的扭矩工作,只有冲头动作时电机才旋转,节能效果十分明显。
5)振动小、噪声低。通过设定冲头的速度特性曲线,当上模接触板材的瞬间,适当降低冲头的运动速度,与传统的机械式及液压式数控转塔冲床相比噪声可降低8~12dB。
目前主流的伺服主传动结构主要有三种形式。这三种机构形式技术成熟,且各具特色,均占有很大的市场份额。
⑴双电机驱动的曲柄滑块机构,代表机型为日本AMADA公司的EM2510NT型数控转塔冲床。双电机对称布置在机身的两侧,结构紧凑,小巧,能够保证曲轴有足够的扭矩输出,同时可以获得较高的冲压频次。
⑵曲柄肘杆式机构,代表机型为日本MURATEC公司的MOTORUM—2048LT型数控转塔冲床。该结构虽然比较复杂,但其利用曲柄肘杆机构特有的增力特性,可以降低伺服电机的负载扭矩,并且曲柄旋转一周,滑块上下运动两次,这样能够达到更高的冲压频率。
⑶单个水冷式大扭矩伺服电机驱动的曲柄滑块机构,代表机型为江苏扬力数控机床有限公司的EP系列及H系列全电伺服数控转塔冲床。由于采用单个水冷式大扭矩伺服电机作为动力源,连续工作负载能力强,不存在双电机驱动的同步控制问题,机械效率更高,稳定性及可靠性更好,产品具有很高的性价比。

典型的加工工艺
数控转塔冲床的典型加工工艺主要包括冲裁和成形两种。
冲裁工艺
冲裁工艺通常也称作材料的分离工艺,是指被加工材料在外力作用下,沿着封闭或不封闭的轮廓剪裂而分离。冲裁加工既可以直接冲制成成品零件,也可以为弯曲、拉深、成形等下一道工序准备毛坯。
通常,冲裁工艺主要分为以下四种模式:
⑴单冲。单次完成冲孔,包括直线分布、圆弧分布、圆周分布、栅格孔的冲压。
⑵同方向的连续冲。使用长方形模具部分重叠加工的方式,可以加工长形孔、切边等。当采用这种冲裁模式时,冲裁过程中模具的叠加会引起冲裁载荷偏离模具中心(偏载),将会引起机床结构的扭转变形,严重时可能会损坏模具,因此在进行大孔径、厚板大载荷冲裁时,应尽可能的减小模具的重叠量,减小偏载。
⑶多方向的连续冲。这是一种使用小模具加工大孔的加工方式,可以增加机床的柔性,扩展模具的加工范围。采用这种冲裁模式,通常需要通过旋转工位将凸模旋转不同的角度,配合送料机构在XOY平面的定位运动来完成。
⑷蚕食冲裁。这是一种使用小圆模以较小的步距进行连续冲裁加工出圆弧或者样条曲线的加工模式,为常见的加工模式。由于采用小圆进行拟合,所以轮廓精度和断面质量通常不高,且冲裁效率较低,当冲孔尺寸较大且数量较多时建议采用专门的冲孔模具。
成形工艺
成形工艺是指板材在外力作用下,应力超过材料的屈服点、经过塑性变形而得到一定形状和尺寸的加工方法,主要包括滚筋、浅拉深、翻边、弯曲等,一些典型零件的主要成形特点及配套模具。
⑴单次成形,按模具形状一次浅拉深成形的加工方式,采用这种成形模式,模具的形状和尺寸必须与所加工的特征一一对应,与普通压力机的加工模式完全相同,是一种完全“刚性”的加工模式。
⑵连续成形,成形比模具尺寸大的成形方式,如大尺寸百叶窗、滚筋、滚台阶等加工方式。
板材的成形过程受材料力学性能、板厚、成形温度、成形速度等多方面因素的综合影响,涉及到材料弹性变形、塑性变形、加工硬化、材料各向异性等多方面内容,呈现出高度的非线性,其成形机理极其复杂,在实际生产中很难通过传统的力学公式进行分析。在计算机虚拟环境下,采用有限元法对材料成形的过程进行仿真,能够实现对成形过程中的弹性回弹、裂纹及褶皱等进行预测和评估,从而有利于对成形机理进行深入研究。在工业生产中,通过有限元分析,可以指导模具设计、优化成形工艺参数,具有不可估量的实际应用价值。目前常用的软件主要有ANSYS、ABAQUS、MAC、LS-DYNA,DYNAFORM等。
未来的发展趋势
随着数控技术、网络技术、伺服控制技术以及大扭矩伺服电机的发展,数控转塔冲床呈以下发展趋势。
⑴高速度、高精度。
高速度、高精度是机床行业发展的永恒追求,提高数控转塔冲床的速度和精度主要包括以下几方面内容:1)提高送料机构的动态性能,目前的送料机构主要以滚珠丝杠和齿轮齿条两种传统的机械传动方式为主,并采用半闭环控制,定位速度、加速度和定位精度通常不高。随着近几年直线电机驱动技术的发展及应用的普及,采用直线电机驱动技术,通过光栅尺进行实时运动位置反馈,形成闭环控制,有可能将数控转塔冲床送料机构的定位速度、加速度及定位精度提高到一个前所未有的高度;2)采用全电伺服主传动,一方面,其下死点精度高,能够控制在±0.05mm范围内,另一方面,这种传动机构具有丰富的冲压模式,比如采用高速的曲轴正反摆动加工模式,完成一次4mm冲程所需时间能够控制在40ms以内;3)采用新技术尽可能减少停机时间,如模具磨损自动检测技术,模具自动更换技术,自动上下料技术等。
⑵实时智能化。
科学技术发展到今天,市场对数控转塔冲床的追求已经不再局限于精度和可靠性,而是开始立足于智能化的解决方案。重点推进的技术:1)工件质量在线监测技术;2)模具磨损在线监测技术;3)模具的自动选择及更换技术;4)远程智能化故障诊断与排除;5)工艺专家数据库的建立及优化技术。
⑶节能环保。
数控转塔冲床主要涉及到以下三个方面的问题:1)噪声污染,可以采用静音加工模式、优化机床结构、采用隔音材料等方法进行减振降噪处理;2)油污染,全电伺服主传动方式取替传统的液压主传动方式为行业发展的必然趋势;3)基于寿命的绿色设计理念,采用先进的设计理念及设计方法,力求材料应用最合理化,机床不再傻大笨粗。
⑷单机柔性加工单元(FMC)及功能复合化。
大型的多机柔性加工系统FMS(Flexible Manufacture System),也称作柔性制造系统,是未来的发展趋势,但是就目前国内市场和产业结构特点而言,功能复合化的小型单机柔性加工单元具有更好的市场前景。这种小型的单机柔性加工单元以数控转塔冲床为主体,具备去毛刺、攻丝等附属功能,同时配以立体仓库,自动上下料系统,具有极高的加工柔性和效率,甚至可以实现无人化操作。与大型的柔性制造系统相比,它占地面积小,设备的购置成本低,运行的可靠性及稳定性更好,更容易被客户所接受,尤其适合于一些中、小型的专业钣金加工企业。如图9所示,为我公司于2009年开发的柔性钣金冲裁加工单元,该柔性加工单元技术成熟,性能稳定,目前已经累计销售30多台套,为客户带来可观的经济效益。该加工单元的两台数控转塔冲床采用对称布置,配备立体仓库和自动上下料机构,自动化程度明显提升,仅需操作工人按时监控即可,但是要实现真正的无人化操作还有一些关键技术需要突破,比如模具磨损在线监测技术,模具自动选择与更换技术,工件质量在线监测技术,智能化的故障诊断与排除技术等。
如果对于本文,你还有不明白、不理解的地方,欢迎评论或私信,我将第一时间解答!
如果你是想往设计方向发展,可以加入我创建的千人模具设计社群一起学习、交流、探讨(无广告);私聊我回复“社群”,即可获得入群方式!私聊我回复“学习”,我会送你相关vip课程学习
相关参考
数控转塔冲床(NumericalControlTurretPunchPress,英文缩写NCT)是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲...
...钣金加工市场上出现了一种明显的趋势,就是将原本用于数控冲床冲压的中等批量以下的产品,逐步转移到数控激光切割机上来完成。但是行业内人士也清晰地认识到,数控冲床目前仍有其无法取代的优越性,其集中体现为以下...
数控冲床模具(数控冲床及冲模技术在 钣金制作行业中的应用与发展)
...等特点。采用传统的普通冲床,加工效率低、质量不高。数控转塔冲床与普通冲床相比,模具库数量多,可自动换模,节省换模时间;具有高效率、高精度、自动化程度高的特点,在质量与效率上都有很大的优势。本文将从数控...
基本介绍数控转塔冲床(NCT)由电脑控制系统、机械或液压动力系统、伺服送料机构、模具库、模具选择系统、外围编程系统等组成。数控转塔冲床(NCT)是通过编程软件(或手工)编制的加工程序,由伺服送料机构将板料送至需加...
数控冲床1.计算数控冲床、数控转塔冲床冲压吨位:(无斜刃口冲芯)公式:冲床冲压力计算公式P=k*l*t*Г◆冲芯周长(mm)◆K为系数,一般取1.3◆板材厚度(mm)◆材料的剪切强度抗剪强度Г(一般取400Mpa)◆冲切力(mm)◆如果换...
数控转塔冲床的工位(精品二手日本天田AMADA 阿玛达 数控转塔冲床 数控冲床)
精品二手日本天田AMADA阿玛达数控转塔冲床数控冲床型号:ARIES-255NT,冲压能力:20吨,31工位,3自动工位,加工尺寸:1270*2500MM,2004年4月产,成色:9成新,该机为外企使用,定期保养,精度相当好.日本天田是世界著名钣金设备...
...金加工设备具有高生产效率、高柔性及较低的生产成本。数控冲床节省了大量的生产成本,缩短了生产周期,具有较大的加工范围与加工能力,可以及时适应市场与产品的变化。数控冲床的特点数控冲床的钣金加工可以一次性自...
旧冲床价格(济南汇川自动化设备:山东哪里有二手数控转塔冲床?)
二手数控转塔冲床是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲裁及其他成形加工的高速精密柔性加工...
潍坊数控送料机(济南汇川自动化设备:山东哪里有二手数控转塔冲床?)
二手数控转塔冲床是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲裁及其他成形加工的高速精密柔性加工...
潍坊数控送料机(济南汇川自动化设备:山东哪里有二手数控转塔冲床?)
二手数控转塔冲床是数控机床的一个重要类别,主要由控制系统、主传动系统、送料系统、转盘、模具及外围编程软件等部分组成,是一种集机、电、液、气于一体化,能够在板材上进行冲裁及其他成形加工的高速精密柔性加工...