数控中心孔编程(西门子数控系统基础篇编程实例钻孔、铣圆,直线等)
Posted
篇首语:智者不为愚者谋,勇者不为怯者死。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控中心孔编程(西门子数控系统基础篇编程实例钻孔、铣圆,直线等)相关的知识,希望对你有一定的参考价值。
数控中心孔编程(西门子数控系统基础篇编程实例钻孔、铣圆,直线等)
西门子数控系统基础篇编程实例
在下面的编程实例中,我们不用去考虑工件的材料,装夹以及零件的加工节拍时间,只需我们去了解如何运用G指令以及标准循环参数的设定。
例1 钻孔编程实例
要求:用Ø10麻花钻钻出4-Ø10孔,孔深20mm
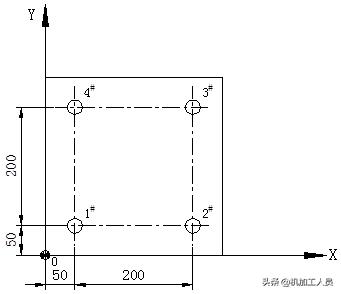
图1
N10 G00 G90 G17 G54 X50 Y50 选择X、Y平面,确定工件零点,绝对尺寸
编程
N20 G00 Z60 T1 D1 执行T1刀具长度补偿(D1表示1号刀沿)
N30 M42 换高速档位
N40 S1200 M03 F150 设定主轴转速、转向、走刀速度
N50 M7 冷却开
N60 MCALL CYCLE81(60,0,5,-20,20)模态调用钻孔循环
N70 X50 Y50 快速定位至1#孔位置
N80 X250 Y50 快速定位至2#孔位置
N90 X250 Y250 快速定位至3#孔位置
N100 X50 Y250 快速定位至4#孔位置
N110 MCALL 取消模态调用
N120 M9 冷却关闭
N130 G00 G53 Z0 D0 用D0取消刀具长度补偿,Z轴快速返回至机械零点
N140 M30 程序结束
例2 圆弧铣削编程实例
要求:用Ø40立铣刀精铣2-R50外圆弧,铣深10mm。
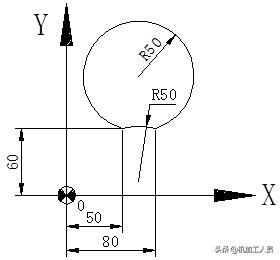
图2
N10 G00 G54 G17 G90 选择X、Y平面,确定工件零点,绝对尺寸编程
N20 G00 G54 X0 Y0 快速定位到工件零点
N30 G00 Z60 T1 D1 执行T1刀具长度补偿(D1表示1号刀沿)
N40 M41 换低速档位
N50 S360 M03 F200 设定主轴转速、转向、走刀速度
N60 G00 Z-10 快速定位到Z-10位置
N70 G01 G41 X50 Y60 D1 执行刀具半径左侧补偿
N80 G02 X80 Y60 CR=-50 顺时针圆弧插补(此圆弧角>180度)
N90 G03 X50 Y60 CR=50 逆时针圆弧插补(此圆弧角<180度)
N100 G00 G40 X70 Y30 快速取消刀具半径补偿
N110 G00 G53 Z0 D0 用D0取消刀具长度补偿,Z轴快速返回至机械零点
N120 M30 程序结束
例3 整圆编程实例
要求:用Ø40立铣刀精铣Ø160外圆,铣深10mm
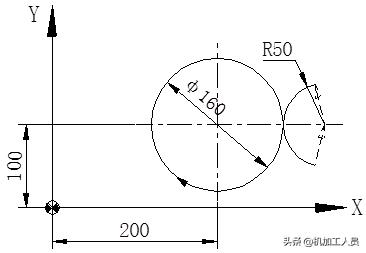
图3
N10 T2 准备换2号刀
N20 L6 调用L6换刀子程序
N30 G00 G54 G17 G90 选择X、Y平面,确定工件零点,绝对尺寸编程
N40 G00 X340 Y100 快速定位
N50 G00 Z50 T2 D1 执行T2刀具长度补偿(D1表示1号刀沿)
N60 M41 换低速档位
N70 S350 M03 F150 设定主轴转速、转向、走刀速度
N80 G00 G41 X330 Y150 D1 执行刀具半径左侧补偿
N90 G03 X280 Y100 CR=50 沿逆时针圆弧切进
N100 G02 X280 Y100 I-80 J0 沿顺时针方向切削Ø160整圆
N110 G03 X330 Y50 CR=50 沿逆时针圆弧切出
N120 G00 G40 X340 Y100 快速取消刀具半径补偿
N130 G00 Z100 刀具快速回退至Z100位置
N140 G00 G53 Z0 D0 用D0取消刀具长度补偿,Z轴快速返回至机械零点
N150 M30 程序结束
例4 直线、圆、圆弧综合编程实例
要求:刀号选择T3,铣削外形轮廓及Ø200的内圆,铣深10mm,Ø200预铸孔至Ø196。
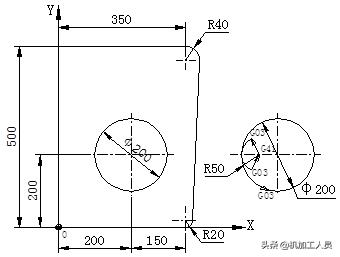
图4
N10 T3 准备换3号刀
N20 L6 调用L6换刀子程序
N30 G00 G54 G90 G17 选择X、Y平面,确定工件零点,绝对尺寸编程
N40 G00 X-35 Y-10 快速定位
N50 G00 Z60 T3 D1 执行T3刀具长度补偿(D1表示1号刀沿)
N60 M41 换低速档位
N70 M07 冷却开
N80 S350 M03 F160 设定主轴转速、转向、走刀速度
N90 G00 Z-10 Z轴快速定位到负10位置
N100 G01 G41 X0 Y-10 T3 D1 执行刀具半径左侧补偿
N110 G01 X0 Y500 直线插补
N120 G01 X350 Y500 直线插补
N130 G02 X390 Y460 CR=40 顺时针圆弧插补
N140 G01 X370 Y20 直线插补
N150 G02 X350 Y0 CR=20 顺时针圆弧插补
N160 G01 X-10 Y0 直线插补
N170 G00 G40 X-10 Y-30 快速取消刀具半径补偿
N180 G00 Z100 刀具快速回退至Z100位置
N190 G00 G54 X180 Y200 快速定位
N200 G00 Z-10 快速定位
N210 G01 G41 X150 Y250 T3 D1 F200 执行刀具半径左侧补偿
N220 G03 X100 Y200 CR=50 逆时针圆弧插补
N230 G03 X100 Y200 I100 J0 逆时针圆弧插补
N240 G03 X150 Y150 CR=50 逆时针圆弧插补
N250 G00 G40 X180 Y200 快速取消刀具半径补偿
N260 G00 Z100 M09 刀具快速回退至Z100位置,关闭冷却
N270 G00 G53 Z0 D0 用D0取消刀具长度补偿,Z轴快速返回至机械零点位置
N270 M30 程序结束

相关参考
数控车床上用钻头打孔编程(数控加工中心简单的钻孔手工编程实例讲解)
之前发表过一篇关于数控加工中心的文章,有数控朋友指出,有例子没有图解,还是不会。今天就给大家补充一点,举两个关于钻孔手工编程的例子。关于手工编程,我已经谈过,无需深入了解,只要会编点简单的钻,铣孔及铣...
数控打中心孔怎么编程(数控编程实例,圆周阵列孔加工的快速编程)
数控编程中,钻孔是一个比较常见的加工。一般我们会在拿到图纸后一个一个计算孔的位置坐标,然后逐个输入,工作量比较大。对于一些有规律的均布孔,其实我们可以用比较简洁的编程方式来解决。下面我们通过一个简单的...
机械图纸上精孔怎么表示的(高精度孔与普通孔的加工编程,数控编程实例一)
在机械加工中,孔的加工是比较常见的。对于不同精度孔的加工方法也有所区别。传统的钻孔方法是依靠夹具来固定和导向达到加工的精度。在加工中心要简单得多,通过滑台的移动的来保证位置精度,对于配合孔的公差精度,...
数控圆孔网(第十三节数控编程实例循环铣沉孔,条件语句结合G02走圆)
上一篇我们讲解了条件语句用于循环开槽的编程,只用了G01直线命令,基本了解了条件语句的应用。下面我们开始深化应用,用圆弧指令结合条件语句来加工那些尺寸较大的沉孔。这类孔尺寸大,不能通过钻孔的方式完成,我们...
数控g94编程实例带(西门子数控车床编程方法,提升自己必备小技巧速来领取)
...你们的UG编程美丽老师,听说很多朋友们都想学习一下,西门子数控车床编程方法,那么今天给大家出一套完整的教学吧,希望对大家的学习和工作有所帮助!编程特点程序段的格式举例编程指令集G90/G91:绝对/增量位置数据G54.....
数控三轴铣床(西门子数控系统参数化编程实例——三轴椭球加工)
西门子数控系统拥有丰富的NC指令和变量支持用户进行参数化程序的编写。可用于加工有函数关系的曲面和曲线,程序简短高效,并且编写一次程序后即可通过改变参数初始值加工不同尺寸的同类结构,还可以用来实现一些自定...
数控铣床自动循环编程(数控铣床编程操作,四个实例助你快速入门)
数控铣床是在一般铣床的基础上发展起来的一种自动加工设备,两者的加工工艺基本相同,结构也有些相似。数控铣床有分为不带刀库和带刀库两大类。其中带刀库的数控铣床又称为加工中心。下面我们就来看看数控铣床编程实...
一、编程钻孔流程∅20以上的孔较大、所以要用打中心孔的钻头定一下中心孔,或者直接用钻孔的钻头先慢速z-1.0定一下中心。然后再用G83钻孔循环来编程。因为在G83钻孔循环既可以断屑又可以排屑、及冷却。如果用G1直接钻,则...
数控车床棒料怎么使用(总结篇:数控车削编程指令大全与实例介绍,内容简单详细)
1)绝对坐标编程常用代码X和Z表示;增量坐标编程时用U和W表示,可按绝对坐标、增量坐标或两者混合编程。--般不用G90、G91指令。2)由于车削常用的毛坯为棒料或锻件,加工余量较大,可充分利用各种固定循环功能,达到多次循环...
数控铣床是在一般铣床的基础上发展起来的一种自动加工设备,两者的加工工艺基本相同,结构也有些相似。数控铣床有分为不带刀库和带刀库两大类。其中带刀库的数控铣床又称为加工中心。下面我们就来看看数控铣床编程实...