数控x轴方向反了(数控车床编程实例,详细讲解可下载打印练习)
Posted
篇首语:博观而约取,厚积而薄发。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控x轴方向反了(数控车床编程实例,详细讲解可下载打印练习)相关的知识,希望对你有一定的参考价值。
数控x轴方向反了(数控车床编程实例,详细讲解可下载打印练习)
编者语:需要下载该资源的朋友请在头条号私信,回复关键字“008”即可获取资源下载链接。
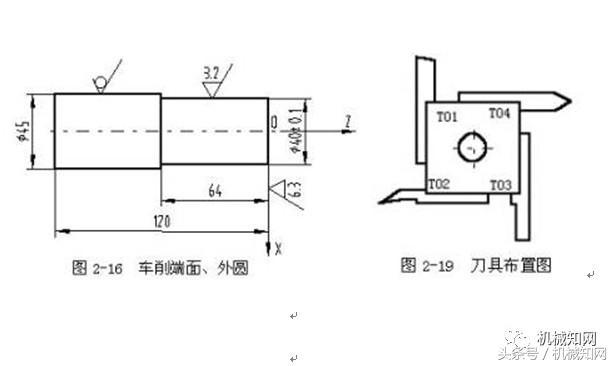
实例一、如图2-16所示工件,毛坯为φ45㎜×120㎜棒材,材料为45钢,数控车削端面、外圆。
1.根据零件图样要求、毛坯情况,确定工艺方案及加工路线
1)对短轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持φ45外圆,使工件伸出卡盘80㎜,一次装夹完成粗精加工。
2) 工步顺序
① 粗车端面及φ40㎜外圆,留1㎜精车余量。
② 精车φ40㎜外圆到尺寸。
2.选择机床设备
根据零件图样要求,选用经济型数控车床即可达到要求。故选用CK0630型数控卧式车床。
3.选择刀具
根据加工要求,选用两把刀具,T01为90°粗车刀,T03为90°精车刀。同时把两把刀在自动换刀刀架上安装好,且都对好刀,把它们的刀偏值输入相应的刀具参数中。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系、对刀点和换刀点
确定以工件右端面与轴心线的交点O为工件原点,建立XOZ工件坐标系,如前页图2-16所示。
采用手动试切对刀方法(操作与前面介绍的数控车床对刀方法基本相同)把点O作为对刀点。换刀点设置在工件坐标系下X55、Z20处。
6.编写程序(以CK0630车床为例)
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。该工件的加工程序如下:
N0010 G59 X0 Z100 ;设置工件原点
N0020 G90
N0030 G92 X55 Z20 ;设置换刀点
N0040 M03 S600
N0050 M06 T01 ;取1号90°偏刀,粗车
N0060 G00 X46 Z0
N0070 G01 X0 Z0
N0080 G00 X0 Z1
N0090 G00 X41 Z1
N0100 G01 X41 Z-64 F80 ;粗车φ40㎜外圆,留1㎜精车余量
N0110 G28
N0120 G29 ;回换刀点
N0130 M06 T03 ;取3号90°偏刀,精车
N0140 G00 X40 Z1
N0150 M03 S1000
N0160 G01 X40 Z-64 F40 ;精车φ40㎜外圆到尺寸
N0170 G00 X55 Z20
N0180 M05
N0190 M02
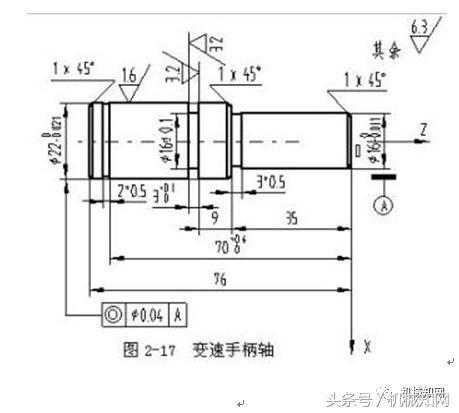
实例二、如图2-17所示变速手柄轴,毛坯为φ25㎜×100㎜棒材,材料为45钢,完成数控车削。
1.根据零件图样要求、毛坯情况,确定工艺方案及加工路线
1)对细长轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持φ25㎜外圆一头,使工件伸出卡盘85㎜,用顶尖顶持另一头,一次装夹完成粗精加工。
2) 工步顺序
① 手动粗车端面。
② 手动钻中心孔。
③ 自动加工粗车φ16㎜、φ22㎜外圆,留精车余量1㎜。
④ 自右向左精车各外圆面:倒角→车削φ16㎜外圆,长35㎜→车φ22㎜右端面→倒角→车φ22㎜外圆,长45㎜。
⑤ 粗车2㎜×0.5㎜槽、3㎜×φ16㎜槽。
⑥ 精车3㎜×φ16㎜槽,切槽3㎜×0.5㎜槽,切断。
2.选择机床设备
根据零件图样要求,选用经济型数控车床即可达到要求。故选用CK0630型数控卧式车床。
3.选择刀具
根据加工要求,选用五把刀具,T01为粗加工刀,选90°外圆车刀,T02为中心钻,T03为精加工刀,选90°外圆车刀,T05为切槽刀,刀宽为2㎜,T07为切断刀,刀宽为3㎜(刀具补偿设置在左刀尖处)。
同时把五把刀在自动换刀刀架上安装好,且都对好刀,把它们的刀偏值输入相应的刀具参数中。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系、对刀点和换刀点
确定以工件右端面与轴心线的交点O为工件原点,建立XOZ工件坐标系,如图2-17所示。
采用手动试切对刀方法(操作与前面介绍的数控车床对刀方法基本相同)把点O作为对刀点。换刀点设置在工件坐标系下X35、Z30处。
6.编写程序(以CK0630车床为例)
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。该工件的加工程序如下:
N0010 G59 X0 Z105
N0020 G90
N0030 G92 X35 Z30
N0040 M03 S700
N0050 M06 T01
N0060 G00 X20 Z1
N0070 G01 X20 Z-34.8 F80
N0080 G00 X20 Z1
N0090 G00 X17 Z1
N0100 G01 X17 Z-34.8 F80
N0110 G00 X23 Z-34.8
N0120 G01 X23 Z-80 F80
N0130 G28
N0140 G29
N0150 M06 T03
N0160 M03 S1100
N0170 G00 X14 Z1
N0171 G01 X14 Z0
N0180 G01 X16 Z-1 F60
N0190 G01 X16 Z-35 F60
N0200 G01 X20 Z-35 F60
N0210 G01 X22 Z-36 F60
N0220 G01 X22 Z-80 F60
N0230 G28
N0240 G29
N0250 M06 T05
N0260 M03 S600
N0270 G00 X23 Z-72.5
N0280 G01 X21 Z-72.5 F40
N0290 G04 P2
N0300 G00 X23 Z-46.5
N0310 G01 X16.5 Z-46.5 F40
N0320 G28
N0330 G29
N0340 M06 T07
N0350 G00 X23 Z-47
N0360 G01 X16 Z-47 F40
N0370 G04 P2
N0380 G00 X23 Z-35
N0390 GO1 X15 Z-35 F40
N0400 G00 X23 Z-79
N0410 G01 X20 Z-79 F40
N0420 G00 X22 Z-78
N0430 G01 X20 Z-79 F40
N0440 G01 X0 Z-79 F40
N0450 G28
N0460 G29
N0470 M05
N0480 M02
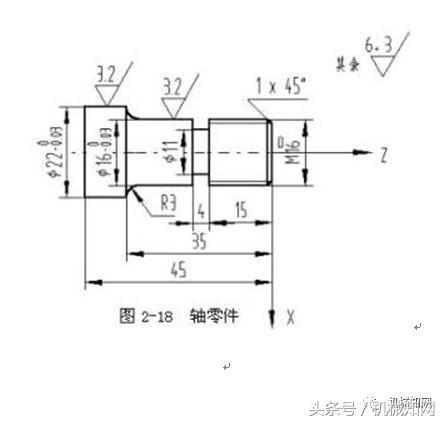
实例三、如图2-18所示工件,毛坯为φ25㎜×65㎜棒材,材料为45钢。
1.根据零件图样要求、毛坯情况,确定工艺方案及加工路线
1)对短轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持φ25㎜外圆,一次装夹完成粗精加工。
2) 工步顺序
① 粗车外圆。基本采用阶梯切削路线,为编程时数值计算方便,圆弧部分可用同心圆车圆弧法,分三刀切完。
② 自右向左精车右端面及各外圆面:车右端面→倒角→切削螺纹外圆→车φ16㎜外圆→车R3㎜圆弧→车φ22㎜外圆。
③ 切槽。
④ 车螺纹。
⑤ 切断。
2.选择机床设备
根据零件图样要求,选用经济型数控车床即可达到要求。故选用CJK6136D型数控卧式车床。
3.选择刀具
根据加工要求,选用四把刀具,T01为粗加工刀,选90°外圆车刀,T02为精加工刀,选尖头车刀,T03为切槽刀,刀宽为4㎜,T04为60°螺纹刀。刀具布置如图2-19所示。
同时把四把刀在四工位自动换刀刀架上安装好,且都对好刀,把它们的刀偏值输入相应的刀具参数中。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系、对刀点和换刀点
确定以工件右端面与轴心线的交点O为工件原点,建立XOZ工件坐标系,如图2-18所示。
采用手动试切对刀方法(操作与前面介绍的数控车床对刀方法相同)把点O作为对刀点。换刀点设置在工件坐标系下X15、Z150处。
6.编写程序(该程序用于CJK6136D车床)
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。该工件的加工程序如下:(该系统X方向采用半径编程)
N0010 G00 Z2 S500 T01.01 M03
N0020 X11 ;粗车外圆得φ22㎜
N0030 G01 Z-50 F100
N0040 X15
N0050 G00 Z2
N0060 X9.5 ;粗车外圆得φ19㎜
N0070 G01 Z-32 F100
N0080 G91 G02 X1.5 Z-1.5 I1.5 K0 ;粗车圆弧一刀得R1.5㎜
N0090 G90 G00 X15
N0100 Z2
N0110 X8.5 ;粗车外圆得φ17㎜
N0120 G01 Z-32 F100
N0130 G91 G02 X2.5 Z-2.5 I2.5 K0 ;粗车圆弧二刀得R3㎜
N0140 G90 G00 X15 Z150
N0150 T02.02 ;精车刀,调精车刀刀偏值
N0160 X0 Z2
N0170 G01 Z0 F50 S800 ;精加工
N0180 X7
N0190 X8 Z-1
N0200 Z-32
N0210 G91 G02 X3 Z-3 I3 K0
N0220 G90 G01 X11 Z-50
N0230 G00 X15
N0240 Z150
N0250 T03.03 ;换切槽刀,调切槽刀刀偏值
N0260 G00 X10 Z-19 S250 M03 ;割槽
N0270 G01 X5.5 F80
N0280 X10
N0290 G00 X15 Z150
N0300 T04.04 ;换螺纹刀,调螺纹刀刀偏值
N0310 G00 X8 Z5 S200 M03 ;至螺纹循环加工起始点
N0320 G86 Z-17 K2 I6 R1.08 P9 N1 ;车螺纹循环
N0330 G00 X15 Z150
N0340 T03.03 ;换切槽刀,调切槽刀刀偏值
N0350 G00 X15 Z-49 S200 M03 ;切断
N0360 G01 X0 F50
N0370 G00 X15 Z150
N0380 M02
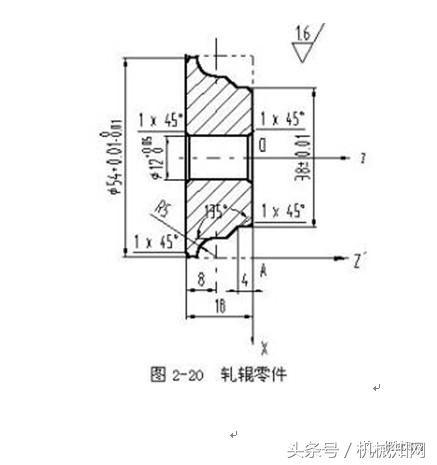
实例四、如图2-20所示轧辊工件,毛坯为φ55㎜×18㎜盘料,φ12+0。05 ㎜内孔及倒角和左右两端面已加工过,材料为45钢。
采用阶梯切削路线编程法,刀具每次运动的位置都需编入程序,程序较长,但刀具切削路径短,效率高,被广泛采用。
1.根据零件图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线
1)以已加工出的φ12+0。005㎜内孔及左端面为工艺基准,用长心轴及左端面定位工件,工件右端面用压板、螺母夹紧,用三爪自定心卡盘夹持心轴,一次装夹完成粗精加工。
2) 工步顺序
① 粗车外圆。基本采用阶梯切削路线,为编程时数值计算方便,圆弧部分可用同心圆车圆弧法,分四刀切完;圆锥部分用相似斜线车锥法分三刀切完。
② 自右向左精车外轮廓面。
2.选择机床设备
根据零件图样要求,选用经济型数控车床即可达到要求。故选用CJK6136D型数控卧式车床。
3.选择刀具
根据加工要求,考虑加工时刀具与工件不发生干涉,可用一把尖头外圆车刀(或可转位机夹外圆车刀)完成粗精加工。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系、对刀点和换刀点
确定以工件右端面与轴心线的交点O为工件原点,建立XOZ工件坐标系,如图2-20所示。
采用手动对刀方法把工件右端面与毛坯外圆面的交点A作为对刀点,如图2-20所示。采用MDI方式操纵机床,具体操作步骤如下:
1)回参考点操作
采用ZERO(回参考点)方式进行回参考点的操作,建立机床坐标系。
2)试切对刀
主轴正转,先用已选好车刀的刀尖紧靠工件右端面,按设置编程零点键,CRT屏幕上显示X、Z坐标值都清成零(即X0,Z0);然后退刀,再将工件外圆表面车一刀,保持X向尺寸不变,Z向退刀,当CRT上显示的Z坐标值为零时,按设置编程零点键,CRT屏幕上显示X、Z坐标值都清成零(即X0,Z0)。系统内部完成了编程零点的设置功能,即对刀点A为编程零点,建立了XAZ′工件坐标系。停止主轴,测量工件外圆直径D,若D测得φ55㎜。
3)建立工件坐标系
刀尖(车刀的刀位点)当前位置就在编程零点上(即对刀点A点),现为编程方便,把工件右端面与轴心线的交点O为工件原点,要建立XOZ工件坐标系。则可执行程序段为G92 X27.5 Z0,CRT将会立即变为显示当前刀尖在XOZ工件坐标系中的位置,X坐标值为27.5,Y坐标值为0。即数控系统用新建立的XOZ工件坐标系取代了前面建立的XAZ′工件坐标系。
换刀点设置在XOZ工件坐标系下X15 Z150处。
6.编写程序(该程序用于CJK6136D车床)
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。该工件的加工程序如下(该系统X方向采用半径编程):
N0010 G92 X27.5 Z0 ;建立XOZ工件坐标系
N0020 G00 Z2 S500 M03
N0030 X27 ;车外圆得φ54㎜
N0040 G01 Z-18.5 F100
N0050 G00 X30
N0060 Z2
N0070 X25.5 ;粗车一刀外圆得φ51㎜
N0080 G01 Z-10 F100
N0090 G91 G02 X1.5 Z-1.5 I1.5 K0 ;粗车一刀圆弧得R1.5㎜
N0100 G90 G00 X30
N0110 Z2
N0120 X24 ;粗车二刀外圆得φ48㎜
N0130 G01 Z-10 F100
N0140 G91 G02 X3 Z-3 I3 K0 ;粗车二刀圆弧得R3㎜
N0150 G90 G00 X30
N0160 Z2
N0170 X22.5 ;粗车三刀外圆得φ45㎜
N0180 G01 Z-10 F100
N0190 G91 G02 X4.5 Z-4.5 I4.5 K0 ;粗车三刀圆弧得R4.5㎜
N0200 G90 G00 X30
N0210 Z2
N0220 X21 ;粗车四刀外圆得φ42㎜
N0230 G01 Z-4 F100
N0240 G91 X1.5 Z-1.5 ;粗车圆锥一刀
N0250 G90 G00 X25
N0260 Z2
N0270 X19.5 ;粗车五刀外圆得φ39㎜
N0280 G01 Z-4 F100
N0290 G91 X3 Z-3 ;粗车圆锥二刀
N0300 G90 G00 X25
N0310 Z2
N0320 X18 ;精车外轮廓
N0330 G01 Z0 F150 S800
N0340 G91 X1 Z-1
N0350 Z-3
N0360 X3 Z-3
N0370 Z-3
N0380 G02 X5 Z-5 I5 K0
N0390 G01 Z-2
N0400 X-1 Z-1
N0410 G90 G00 X30
N0420 Z150
N0430 M02
编程之二
采用精加工轮廓循环编程法,程序较短,编程也较容易,关键是准确确定循环体中的进刀、退刀量及循环次数,但刀具空行程较多,加工效率低,较适合外形轮廓复杂的工件。
上一零件还可采用精加工轮廓循环加工编程,如图2-21所示,每次循环刀具运动路线为A→B→C→D→E→F→G→H→I→J,走完一次循环后判别循环次数,若次数不够,则继续执行,直至循环结束。

循环次数N的确定:N=Δ/ap
其中:
Δ----最大加工余量
ap----每次背吃刀量
若N为小数,则用“去尾法”取整后再车一刀。
加工如图2-20所示的零件时,设起刀点A点,在工件坐标系下的坐标值为X27.5 Z0,最终刀具的位置为X18 Z0,因此X向的最大余量Δ=(27.5-18)=9.5㎜,取每次吃刀量ap=0.95㎜,则循环次数N=10。
循环体中除包括刀具的精加工轮廓轨迹以外,还包括刀具X向退刀、Z向退刀和X向进刀。X、Z向的进刀、退刀量可根据零件尺寸及刀具路线来确定。对如图3-19所示的零件,X向退刀量取2㎜,Z向退刀量确定为18㎜,X向进刀量为[(52-36)/2+2] ㎜=10㎜。
注意:采用循环编程必须使用G91指令,精加工轮廓循环加工程序如下(该程序用于CJK6136D车床):
N0010 G92 X27.5 Z0 ;建立XOZ工件坐标系
N0020 G91 G01 X-0.95 Z0 F100 S800 M03 ;X向每次背吃刀量0.95㎜
N0030 X1 Z-1 ;精加工轮廓开始
N0040 Z-3
N0050 X3 Z-3
N0060 Z-3
N0070 G02 X5 Z-5 I5 K0
N0080 G01 Z-2
N0090 X-1 Z-1 ;精加工轮廓结束
N0100 G00 X2 ;X向退刀2㎜
N0110 Z18 ;Z向退刀18㎜
N0120 X-10 ;X向进刀10㎜
N0130 G26 N0020.0120.9 ;循环加工
N0140 G90 G00 Z150
N0150 M02
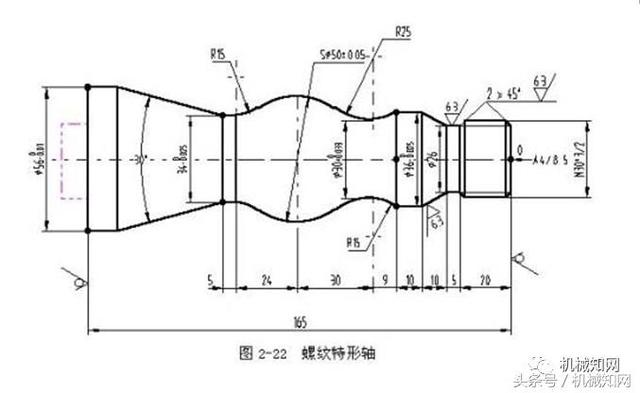
实例五、如图2-22所示螺纹特形轴,毛坯为φ58㎜×100㎜棒材,材料为45钢。数控车削前毛坯已粗车端面、钻好中心孔。
1.根据零件图样要求、毛坯情况,确定工艺方案及加工路线
1)对细长轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持φ58㎜外圆一头,使工件伸出卡盘175㎜,用顶尖顶持另一头,一次装夹完成粗精加工(注:切断时将顶尖退出)。
2) 工步顺序
① 粗车外圆。基本采用阶梯切削路线,粗车φ56㎜、SφS50㎜、φ36㎜、M30㎜各外圆段以及锥长为10㎜的圆锥段,留1㎜的余量。
② 自右向左精车各外圆面:螺纹段右倒角→切削螺纹段外圆φ30㎜→车锥长10㎜的圆锥→车φ36㎜圆柱段→车φ56㎜圆柱段。
③ 车5㎜×φ26㎜螺纹退刀槽,倒螺纹段左倒角,车锥长10㎜的圆锥以及车5㎜×φ34㎜的槽。
④ 车螺纹。
⑤ 自右向左粗车R15㎜、R25㎜、Sφ50㎜、R15㎜各圆弧面及30°的圆锥面。
⑥ 自右向左精车R15㎜、R25㎜、Sφ50㎜、R15㎜各圆弧面及30°的圆锥面。
⑦ 切断。
2.选择机床设备
根据零件图样要求,选用经济型数控车床即可达到要求。故选用CK0630型数控卧式车床。
3.选择刀具
根据加工要求,选用三把刀具,T01为粗加工刀,选90°外圆车刀,T03为切槽刀,刀宽为3㎜,T05为螺纹刀。
同时把三把刀在自动换刀刀架上安装好,且都对好刀,把它们的刀偏值输入相应的刀具参数中。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系、对刀点和换刀点
确定以工件左端面与轴心线的交点O为工件原点,建立XOZ工件坐标系。
采用手动试切对刀方法(操作与上面数控车床的对刀方法相同)把点O作为对刀点。换刀点设置在工件坐标系下X70、Z30处。
6.编写程序(该程序用于CK0630车床)
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。该工件的加工程序如下:
N0010 G59 X0 Z195
N0020 G90
N0030 G92 X70 Z30
N0040 M03 S450
N0050 M06 T01
N0060 G00 X57 Z1
N0070 G01 X57 Z-170 F80
N0080 G00 X58 Z1
N0090 G00 X51 Z1
N0100 G01 X51 Z-113 F80
N0110 G00 X52 Z1
N0120 G91
N0130 G81 P3
N0140 G00 X-5 Z0
N0150 G01 X0 Z-63 F80
N0160 G00 X0 Z63
N0170 G80
N0180 G81 P2
N0190 G00 X-3 Z0
N0200 G01 X0 Z-25 F80
N0210 G00 X0 Z25
N0220 G80
N0230 G90
N0240 G00 X31 Z-25
N0250 G01 X37 Z-35 F80
N0260 G00 X37 Z1
N0270 G00 X23 Z-72.5
N0280 G00 X26 Z1
N0290 G01 X30 Z-2 F60
N0300 G01 X30 Z-25 F60
N0310 G01 X36 Z-35 F60
N0320 G01 X36 Z-63 F60
N0330 G00 X56 Z-63
N0340 G01 X56 Z-170 F60
N0350 G28
N0360 G29
N0370 M06 T03
N0380 M03 S400
N0390 G00 X31 Z-25
N0400 G01 X26 Z-25 F40
N0410 G00 X31 Z-23
N0420 G01 X26 Z-23 F40
N0430 G00 X30 Z-21
N0440 G01 X26 Z-23 F40
N0450 G00 X36 Z-35
N0460 G01 X26 Z-25 F40
N0470 G00 X57 Z-113
N0480 G01 X34.5 Z-113 F40
N0490 G00 X57 Z-111
N0500 G01 X34.5 Z-111 F40
N0510 G28
N0520 G29
N0530 M06 T05
N0540 G00 X30 Z2
N0550 G91
N0560 G33 D30 I27.8 X0.1 P3 Q0
N0570 G01 X0 Z1.5
N0580 G33 D30 I27.8 X0.1 P3 Q0
N0590 G90
N0600 G00 X38 Z-45
N0610 G03 X32 Z-54 I60 K-54 F40
N0620 G02 X42 Z-69 I80 K-54 F40
N0630 G03 X42 Z-99 I0 K-84 F40
N0640 G03 X36 Z-108 I64 K-108 F40
N0650 G00 X48 Z-113
N0660 G01 X56 Z-135.4 F60
N0670 G00 X56 Z-113
N0680 G00 X40 Z-113
N0690 G01 X56 Z-135.4 F60
N0700 G00 X50 Z-113
N0710 G00 X36 Z-113
N0720 G01 X56 Z-108 F60
N0730 G00 X36 Z-45
N0740 G00 X36 Z-45
N0750 M03 S800
N0760 G03 X30 Z-54 I60 K-54 F40
N0770 G03 X40 Z-69 I80 K-54 F40
N0780 G02 X40 Z-99 I0 K-84 F40
N0790 G03 X34 Z-108 I64 K-108 F40
N0800 G01 X34 Z-113 F40
N0810 G01 X56 Z-135.4 F40
N0820 G28
N0830 G29
N0840 M06 T03
N0850 M03 S400
N0860 G00 X57 Z-168
N0870 G01 X0 Z-168 F40
N0880 G28
N0890 G29
N0900 M05
N0910 M02
亲,需要下载该资源的朋友请在头条号私信(不是评论留言噢),回复关键字“008”即可获取资源,直接发下载链接不玩套路。
相关参考
数控车床45度倒角编程(数控车床编程实例,详细讲解可下载打印练习)
编者语:需要下载该资源的朋友请在头条号私信,回复关键字“008”即可获取资源下载链接。实例一、如图2-16所示工件,毛坯为φ45㎜×120㎜棒材,材料为45钢,数控车削端面、外圆。1.根据零件图样要求、毛坯情况,确定工艺...
数控车床怎么变速车削端面(数控车床编程实例,详细讲解可下载打印练习)
编者语:需要下载该资源的朋友请在头条号私信,回复关键字“008”即可获取资源下载链接。实例一、如图2-16所示工件,毛坯为φ45㎜×120㎜棒材,材料为45钢,数控车削端面、外圆。1.根据零件图样要求、毛坯情况,确定工艺...
数控车床编程基础与实例详解第1节:数控车床的编程基础数控车编程步骤如下:一、产品图样分析1、尺寸是否完整。2、产品精度、粗糙度等要求。3、产品材质、硬度等。二、工艺处理1、加工方式及设备确定。2、毛坯尺寸及材...
数控车床棒料怎么使用(总结篇:数控车削编程指令大全与实例介绍,内容简单详细)
1)绝对坐标编程常用代码X和Z表示;增量坐标编程时用U和W表示,可按绝对坐标、增量坐标或两者混合编程。--般不用G90、G91指令。2)由于车削常用的毛坯为棒料或锻件,加工余量较大,可充分利用各种固定循环功能,达到多次循环...
数控车床液压尾座m指令(MasterCAM车削编程,一步一步教你如何编程)
文末可下载《MasterCAM车削编程》通过图11-1所示零件的加工,简要介绍MasterCAM的车端面、粗车、精车、切槽、螺纹切削、钻孔和截断车削等自动编程过程。图11-1注:⑴启动MasterCAMLathe,按上图绘制出如图11-4所示的轮廓形状,中间...
数控车床的(数控车床编程教程,图文实例详解,这套资料就够了)
...文档的朋友,请私信小编,回复“008”即可下载。第一节数控车床编程基础一、数控车编程特点(1)可以采用绝对值编程(用X、Z表示)、增量值编程(用U、W表示)或者二者混合编程。(2)直径方向(X方向)系统默认为直径编程,也可以采...
数控车床打孔(数控车床编程教程,图文实例详解,这套资料就够了)
...文档的朋友,请私信小编,回复“008”即可下载。第一节数控车床编程基础一、数控车编程特点(1)可以采用绝对值编程(用X、Z表示)、增量值编程(用U、W表示)或者二者混合编程。(2)直径方向(X方向)系统默认为直径编程,也可以采...
数控车床车车中心(CAK系列数控车床维修实例- X轴不能过中心线)
例30X轴不能过主轴轴心线。(2011.4)机型:CAK80135D(出厂日期2010.7),CNC:FANUC0iMATETD。到现场后看见镗刀夹在刀架上面,在MDI状态输入X0,执行,X轴向负方向移动,到位后停止,四方刀架的最里面刚好在轴心线上,导致...
大家好,我是少白,今天给大家带来的是数控车床编程指令代码讲解大全,希望能够给你们在工作中能够带来一点点帮助,你们的关注与点赞就是对我的最大支持,也是我一直为大家持续更新的动力。一.指令集(X向如X、U...
例1.G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)FANUC数控车编程如下:O9001N10G50X100Z10(设立坐标系,定义对刀点的位置)N20G00X16Z2M03(移到倒角延长线,Z轴2mm处)N30G01U10W-5G...