数控 I和J 分别代表什么(G73、G83、G81怎么选择?这篇文章给你讲的透透的)
Posted
篇首语:傲不可长,欲不可纵,乐不可极,志不可满。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控 I和J 分别代表什么(G73、G83、G81怎么选择?这篇文章给你讲的透透的)相关的知识,希望对你有一定的参考价值。
数控 I和J 分别代表什么(G73、G83、G81怎么选择?这篇文章给你讲的透透的)
在钻孔循环选择上,我们通常有三个选择:
1.G73(断屑循环)通常用于加工孔深超过钻头的3倍径,但不超过钻头的有效刃长2.G81 (浅孔循环)通常用于钻中心孔,倒角和不超过钻头3倍径的孔加工随着内冷刀具的出现,为了提升加工效率,也会选择此循环来钻孔 3.G83(深孔循环)通常用于加工深孔
在机器配有主轴中心冷却(出水)
刀具也支持中心冷却(出水)的情况下
选择用G81来加工孔是最佳选择
其中的高压冷却液不但会带走钻孔时产生的热量,也会更及时的润滑切削刃,高压也会直接冲断钻屑,这样产生的小切屑也会随着高压水流及时排出孔外,避免了二次切削带来的刀具磨损和加工孔的质量下降,由于没有了冷却,润滑,排屑的问题,所以是三种钻孔循环中最安全高效的解决办法。
加工材料难断屑但其他工况良好
在没有主轴中心冷却(出水)时
用G73是个很好的选择
此循环会通过短暂的暂停时间或小距离的退刀来实现断屑,但需要钻头有良好的排屑能力,更光滑的排屑槽会让切屑更快的排出,避免与下一次钻削的排屑缠绕在一起,从而破坏孔的质量,使用压缩空气作为辅助排屑也是个不错的选择。
如果工况不稳定
使用G83是个最安全的选择
深孔加工会因为钻头的切削刃无法及时的冷却,润滑而过快的磨损,孔内的切屑也会因为深度的关系难以及时排出,如果排屑槽内的切屑阻挡了冷却液,不仅会大大降低刀具的寿命,切屑还会因为二次切削而使得加工孔的内壁更粗糙,从而进一步造成恶性循环。
如果每钻削一小段距离-Q就让刀具抬升到参考高度-R,在靠近孔底加工时可能比较适用,但是在加工孔的前半部分时就会因此而花费大量的时间,这就造成了不必要的浪费。
有没有更优化的方法呢?
这里介绍G83深孔循环的两种方式
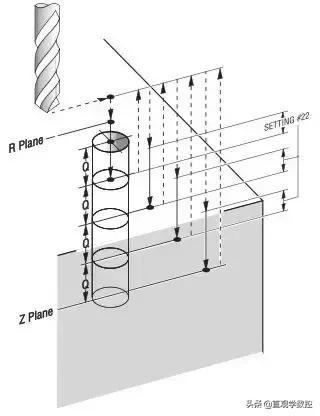
1:G83 X_ Y_ Z_ R_ Q_ F_
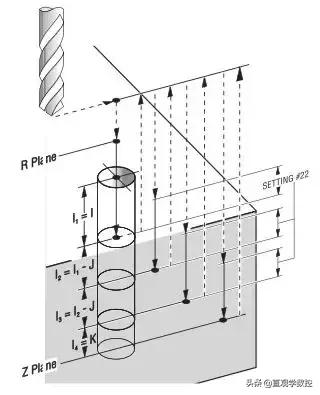
2:G83 X_ Y_ Z_ I_ J_ K_ R_ F_
在第一种方式里,Q值是一个恒定的值,这意味着从孔的顶部到底部,每次都采用的是同一个深度在加工,由于加工安全性的需要,通常会选取最小的值,这也意味最少的金属去除率,在无形中也浪费了大量的加工时间。
在第二种方式里,每次切削的深度分别用I、J、K来表示:
在孔的顶部工况良好时,我们可以设置更大的I值,来提高加工效率;
在加工孔的中部工况一般时,我们采用逐步减少的J值的方式来保证安全性和效率;在加工孔底部工况恶劣时,我们通过设置K值来保证加工的安全性。
第二种方式在实际使用时,可能会让你钻孔的效率提高50%,并且花费为零!
相关参考
数控车床g83钻孔实例(加工中心如何选择合适钻孔循环?数控工程师详解G83指令的使用)
在钻孔循环选择上,我们通常有三个选择:1.G73(断屑循环)通常用于加工孔深超过钻头的3倍径,但不超过钻头的有效刃长2.G81(浅孔循环)通常用于钻中心孔,倒角和不超过钻头3倍径的孔加工随着内冷刀具的出现,为了提升加...
数控机床加工链轮可以用G73加工,G73叫做成型加工复合循环,可有效的切削一个用粗加工锻造或铸造等方式已经加工成型的工件。轮廓单一性零件,它的格式是:G73U(△i)W(△k)R(d)、G73P(ns)Q(nf)U(△u)W(△w)F。△i:X轴方向退刀距离,注意...
...的指令应是(G83),每次提刀回退一固定量q的应是(G73)。4、数控机床程序中,F100表示(进给速度为每分进给100mm)。5、沿刀具前进方向观察,刀具偏在工件轮廓的左边是(G41)指令,刀具偏在工件轮廓的右边是(G42)指令,刀具中心轨迹...
以下是G代码大全G00快速定位G01直线切削G02顺时针圆弧切削G03逆时针圆弧切削G04暂停G05P2高速切削加工方式打开走G01G05P0高速切削加工方式关走G01G09正确停止检查单节有效G10资料设定G11资料设定模式取消G12圆周切削CWG13圆周切削CCWG1...
数控车床g98进给量怎么给合适(数控习题(含答案)—「UG编程」)
...的指令应是(G83),每次提刀回退一固定量q的应是(G73)。4、数控机床程序中,F100表示(进给速度为每分进给100mm)。5、沿刀具前进方向观察,刀具偏在工件轮廓的左边是(G41)指令,刀具偏在工件轮廓的右边是(G42)指令,刀具中心轨迹...
数控车床代码g99是什么意思(新代数控系统车床的代码是什么?)
G00定位G01直线切削进程G02/G03圆弧切削G4延时等待G10/G11半径编程/直径编程G11直径编程(模态,初态)G27快速返回机械零点测试G28经中间点快速返回程序零点G32英制螺纹切削G60系统参数设置G61判参数值跳转G74/G75/G76/G77攻牙循环G78啄钻...
数控车床内孔刀杆怎么选择啊(用指令G71、G73加工外轮廓,要知道余量U为正,内轮廓余量U为负)
内轮廓车削加工内轮廓车削与外轮廓车削基本相同,只是车内轮廓的工作条件比较差,加上刀杆刚性差,容易振动,因此内轮廓的车削加工与测量比较困难。内孔车刀的安装要求1.安装内孔车刀时,刀尖应对准工件中心或略高一-...
数控铣怎么循环铣削(11种孔加工固定循环指令+1个案例=完美解决孔加工问题)
钻孔循环指令:G81、G82、G73、G84、G74、G85、G86、G89、G76、G87、G80。采用孔加工固定循环功能,只用一个指令,便可完成某种孔加工(如钻、攻、镗)的整个过程。 1孔加工循环的动作孔加工循环指令为模态指令,一旦某个孔加工循...
数控车床对钻头的方法(CNC机台相关知识,以及钻头的打磨方法,刀具的认识,你都知道吗)
...今天给大家带来CNC机台相关知识,以及钻头的讲解磨法,数控刀具的讲解,希望大家喜欢,喜欢的多多支持哦!一.CNC机台各G、M码的认识G00快速定位G01直线切削 G02圆弧切削(顺时针)G04暂停G03圆弧切削(逆时针)G28原點復歸...
数控车床G73(FANUC系统数控车固定循环G73案例及宏程序对比)
一、具体格式:G73格式:G73U--W--R--;G73P--Q--U--W--F--S--T--;二、程序解释:1、G73U--W--R--;U:X轴方向每刀车削的深度,如2.5W:Z轴方向每刀车削的深度。如0.2R:G73这个动作执行次数,如12,即此值用以平均每次切削深度2、G73P--Q--U--...