攻牙机标注m6牙能攻m8牙吗(挤压丝锥(丝攻)的特点)
Posted
篇首语:宁可枝头抱香死,何曾吹落北风中。本文由小常识网(cha138.com)小编为大家整理,主要介绍了攻牙机标注m6牙能攻m8牙吗(挤压丝锥(丝攻)的特点)相关的知识,希望对你有一定的参考价值。
攻牙机标注m6牙能攻m8牙吗(挤压丝锥(丝攻)的特点)
挤压丝攻按导向区分:尖头与平头。 1.:尖头挤压丝攻指的是导向牙一般在4颗左右,适应于通孔并且底部有足够空间让丝攻尖头攻牙穿透过全部导向牙,如导向牙没有完全攻透过会导致底部牙纹过不了牙规检测, 2:平头挤压丝攻适应于盲孔与通孔螺纹加工,但导向牙一般在2颗左右,如下图

挤压丝攻是应用塑性成型方式,在下孔内压磨使被切削材隆起而形成螺纹,故不会产生切屑,也不会因切屑阻塞等问题而损害螺纹或丝攻,挤压丝攻最适合于具有可塑性之材料加工,如,铝,红铜,锌,黄酮于低碳钢,挤压丝攻的切削部有四牙于两牙两种,使用挤压丝攻时,需配合其精度要求而选择下孔的尺寸,才能塑压出高精度,高品质的螺纹。如下图
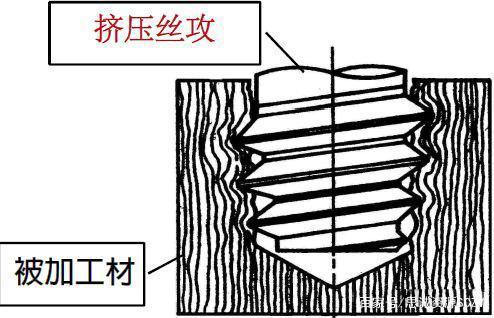
利用丝攻的牙顶挤压成为内螺纹牙谷部分,受挤压的材料往上塑形成为内螺纹内径,形成牙山形状。
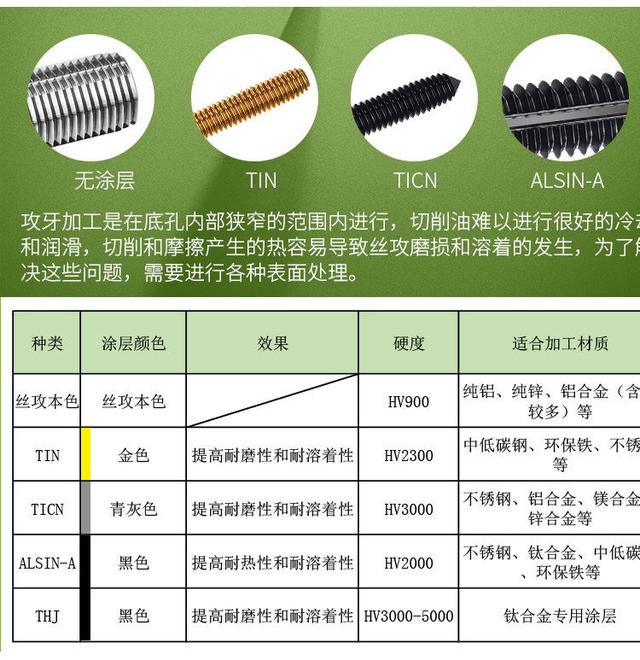
挤压丝攻主要的特点[与切削丝攻比较] 1:加工时丝攻无切削排除。因为没有产生切削的关系,所以也适合立式盲孔加工用。2:不易折损因不需要排屑用沟槽,因此螺丝攻的芯径较大,也无切屑干扰,所以不易折损。 3.:内螺纹内径(中径)精度高因内螺纹是以挤压塑形而成,所以内螺纹表面光滑,中径尺寸稳定。 4:攻牙效率高使用寿命长不具有会因为切削而磨耗的刀刃,因此比切削丝攻更适合高速加工,且使用寿命也比较长。若施以氧化,氮化,TiN,TiCN处理等表面处理,其使用寿命可大幅度提升。
挤压丝攻使用时注意的事项
1.:攻牙扭力比切削是丝攻大2~3倍。请确认机器动力。另外,请确保工件加工过程中夹持稳定。 2:仅限于加工具延展性的材料。一般的铝合金和钢材加工是没有问题的。铸铁就不适用硬度超过HRC35的调质钢和高硬度钢材加工上就会有点困难了。 3:下孔径的误差范围需控制在牙距的5%以内,比切削丝攻更需严格管理下孔径例: M6×1的挤压丝攻、公差:要求下孔0.05mm左右。※切削丝攻的公差在236μm(0.236mm)左右

4:与切削丝攻加工相比,内螺纹孔面易产生毛边,因此要依状况,在孔面施行倒角加工。

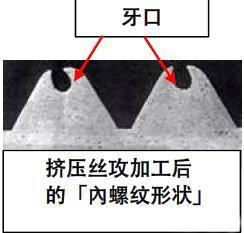
5.:下图内螺纹牙顶上,会产生U字形状缺口,称为「牙口」,使用切削丝攻则不会有此情形。在适当范围内的牙口,是不会影响影响内螺纹的机能。

深圳市恩威切削工具有限公司专业设计、研发、生产丝攻(丝攻)帮国外品牌代加工三十余年,2020年才开始开展国内市场,可免费提供样品测试性价比,并且无条件退或挨多余全新本NⅤ品牌各种丝攻,欢迎各界人士关注并相互技术探讨与研究。
相关参考
日本进口OSG丝攻(螺纹知识分享,螺纹基础知识及常见螺纹加工及检测方法经验汇总)
...注。一.常见螺纹加工方法a.主要加工设备及刀具设备:1.攻牙机2.车床3.加工中心(CNC)4.搓牙机5.滚丝机.刀具:丝攻(丝锥、标准的、加大的、牙套丝锥),滚丝轮、搓牙板、铣牙刀(单齿、三齿、全牙),车牙刀(ISO全牙刀粒...
攻丝机怎么换丝锥(深圳瑞德鑫:齿轮攻牙机攻出来的螺纹滑牙有哪些原因)
自动攻牙机对产品的单孔加工、多孔加工还有全自动化无人看管加工都非常得心应手,所以在内螺纹、外螺纹以及回牙行业中表现很突出。齿轮攻牙机攻出来的螺纹出现滑牙的情况有几点:1、产品底孔过大,攻出的螺纹不够清...
机攻丝用什么油润滑(铝攻丝攻牙还在用机油乳化油?那你真的是OUT啦)
铝攻牙用菜籽油?机油?用乳化液?甚至还有人用肥皂水,皂化液等等,随着加工市场的变化,以及环保等要求越来越高,对于铝攻丝攻牙用油也提出了更高的要求,不仅需要保护丝锥,不沾屑,包括在清洗环节的要求,尽可能...
一、模具设计须知根据模内攻牙机安装方式,模具设计需要配合模内攻牙机设计。主要注意以下几点:(常见的浮升板安装方式例)1.模内攻牙机避空位置尺寸。2.浮升板设计,浮升板需要与浮升销一致运动。安装B部位置。3...
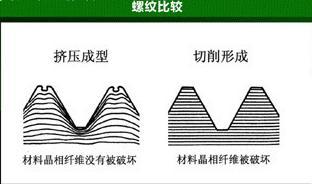
PPT首页挤压丝锥定义切削丝锥主要是通过切除金属的方式来获得内螺纹而,挤压丝锥是通过丝锥上螺纹棱带挤压内孔金属,使金属变形后充满丝锥牙槽,丝锥退出后形成内螺纹。挤压丝锥适合在塑性材料上攻丝,如铝合金、铜合...
气动攻牙机概述气动攻牙机气动攻牙机气动攻牙机,又称气动攻丝机,是在传统攻牙机的基础上,适应分门别类的机械行业应运而生的螺纹加工设备。气动攻牙机为悬臂式(悬浮式)结构,一般分为两折或三折支架,有1100mm/1400m...
...螺纹4.下孔径尽量加大5.盲孔的场合尽可能加深底孔6.缩短攻牙长度7.改用他种切削油及注油方式8.选用内冷式丝锥使用条件不适当1.调整切削速度2.防止螺丝攻与下孔偏心或倾斜3.螺丝攻或工作物之固定改用浮动式4.进刀速度应适当...
攻牙是什么(机械加工螺纹加工错误的类型,原因分析和改善方法讲解)
...螺纹4.下孔径尽量加大5.盲孔的场合尽可能加深底孔6.缩短攻牙长度7.改用他种切削油及注油方式8.选用内冷式丝锥使用条件不适当1.调整切削速度2.防止螺丝攻与下孔偏心或倾斜3.螺丝攻或工作物之固定改用浮动式4.进刀速度应
...动不同分:手用丝攻和机用丝锥按加工方式分:切削丝攻和挤压丝锥按被加工螺纹分:公制粗牙丝攻公制细牙丝攻,管螺纹丝锥等根据其形状分为直槽丝攻,螺旋槽丝攻和刃倾角丝锥,挤压丝锥直槽丝锥向下排屑特征直的沟槽、刃尖...
怎么取断的螺旋丝锥(出现丝锥折断、崩刃、粘刀等情况时,试着要这样做)
...动不同分:手用丝攻和机用丝锥按加工方式分:切削丝攻和挤压丝锥按被加工螺纹分:公制粗牙丝攻公制细牙丝攻,管螺纹丝锥等根据其形状分为直槽丝攻,螺旋槽丝攻和刃倾角丝锥,挤压丝锥直槽丝锥←向下排屑特征直的沟槽、刃...