攻丝用浮动夹头(加工中心常用刀柄大全)
Posted
篇首语:归志宁无五亩园,读书本意在元元。本文由小常识网(cha138.com)小编为大家整理,主要介绍了攻丝用浮动夹头(加工中心常用刀柄大全)相关的知识,希望对你有一定的参考价值。
攻丝用浮动夹头(加工中心常用刀柄大全)

加工中心常用的刀柄
在加工中心上,各种刀具分别装在刀库上,按程序规定随时进行选刀和安刀动作,因此必须采用标准刀柄,以便使钻、镗、扩、铣削等工序用的标准刀具迅速、准确地装在机床主轴或刀库上去,编程人员应了解机床上所用刀柄的结构尺寸、调整方法以及调整范围,以便在编程时确定刀具的径向和轴向尺寸。在我国应用最广泛的是BT40和BT50系列刀柄和拉钉。
3.3.1加工中心常用的刀柄
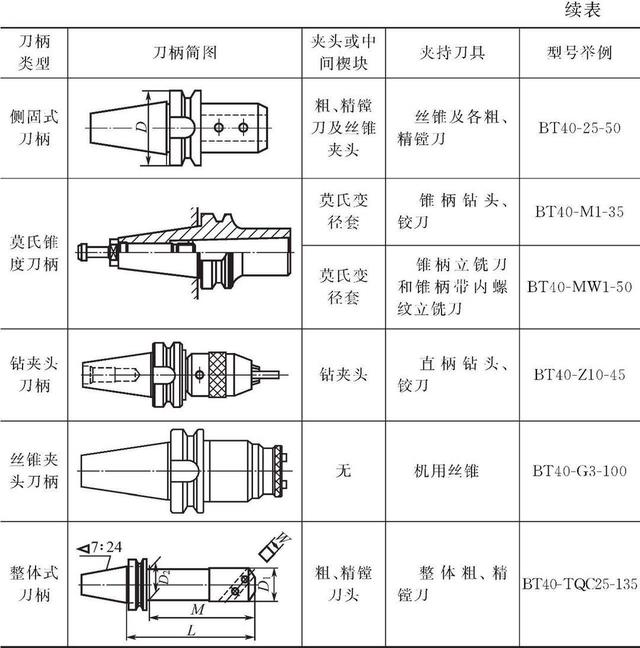
加工中心常用刀柄的类型及应用范围见表3-4。
表3-4加工中心常用刀柄的类型及应用范围
加工中心常用的刀柄规格

加工中心常用的刀柄规格见表3-5~表3-12。
表3-5削平型工具刀柄mm


表3-6 弹簧夹头刀柄 mm
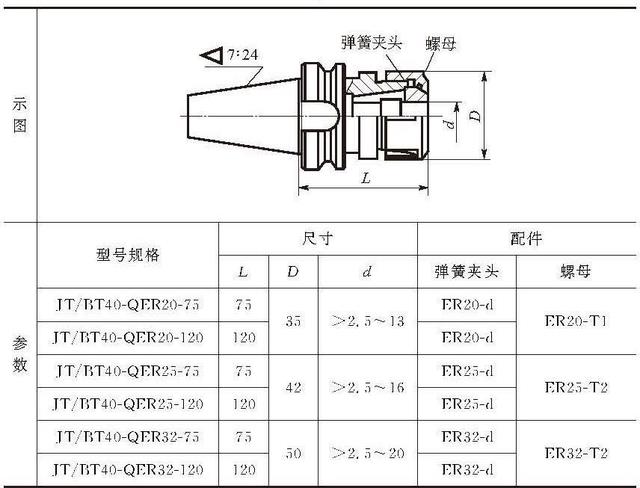
型号规格
尺寸
配件
L
D
d
弹簧夹头
螺母
JT/BT40-QER40-75
75
63
>3.0 〜20
ER40-d
ER40-T2
JT/BT40-QER40-120
120
ER40-d
JT/BT45-QER20-75
75
35
>2. 5〜13
ER20-d
ER20-T1
JT/BT45-QER20-120
120
ER20-d
JT/BT45-QER25-75
75
42
>2. 5〜16
ER25-d
ER25-T2
JT/BT45-QER25-120
120
ER25-d
JT/BT45-QER32-75
75
50
>3. 5〜20
ER32-d
ER32-T2
JT/BT45-QER32-120
120
ER32-d
JT/BT45-QER32-90
90
63
>3.0 〜26
ER40-d
ER40-T2
JT/BT45-QER32-150
150
ER40-d
JT/BT50-QER20-75
75
35
>2. 5〜13
ER20-d
ER20-T1
JT/BT50-QER20-120
120
ER20-d
JT/BT50-QER25-90
90
42
>2. 5〜16
ER25-d
ER25-T2
JT/BT505-QER25-150
150
ER25-d
JT/BT50-QER32-90
90
50
>3. 5〜20
ER32-d
ER32-T2
JT/BT50-QER32-150
150
ER32-d
JT/BT50-QER40-90
90
63
>3.0 〜26
ER40-d
ER40-T2
JT/BT505-QER40-150
150
ER40-d
表3-7 端面铣刀刀柄 mm


表3-8 三面刃铣刀柄 mm


表3-9 侧固式刀柄 mm
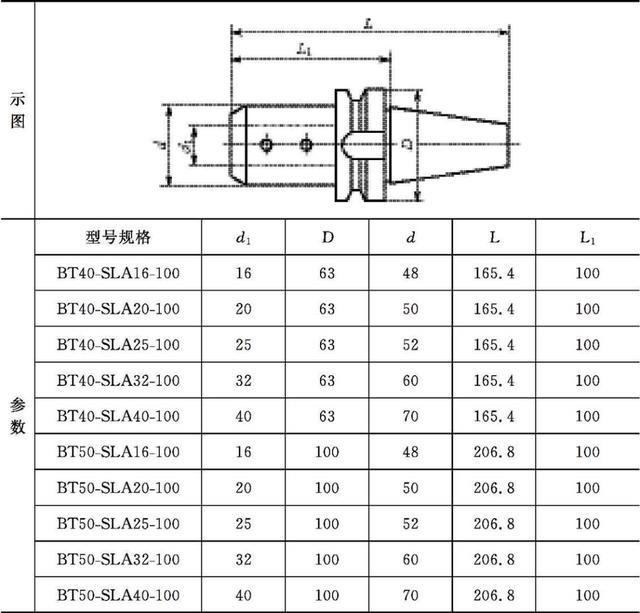
表3-10 BT-MTB莫氏锥度刀柄 mm

表3-11 钻夹头刀柄 mm

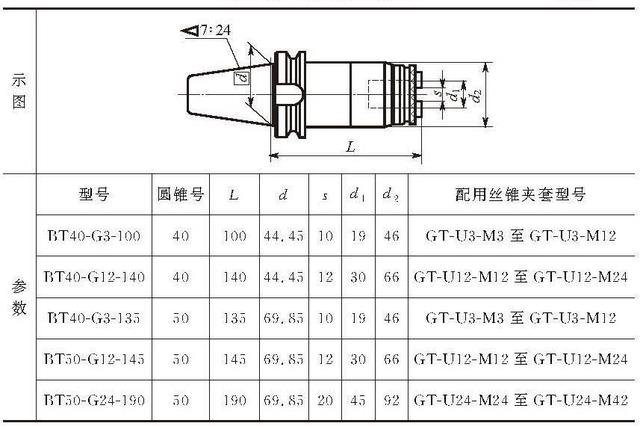
表3-12 攻丝夹头刀柄 mm
没有一个刀柄系统是万能的。专为高速精加工工序而打造的刀柄通常会缺乏高效加工所需的刚性和强度,例如,粗加工毛坯铸件。相反,用于粗加工的刀柄通常会缺乏动平衡性,这种动平衡性能够使刀柄在精加工工序中高速平稳运行。
此外,粗加工刀柄的粗壮设计和大体积可能会限制其够到较精细或较深的零件特征。而难加工材料需要具有增强强度和刚性的刀柄。此外,刀柄的减振能力以及冷却液输送能力也是重要的选择标准。使用不合适的刀柄会导致尺寸误差和零件报废,以及机床主轴过度磨损、刀具寿命缩短和刀具断裂风险增加。
在非关键性作业中,物美价廉的刀柄可能会产生令人满意的结果。但是,在必须获得可重复精度的工序中,尤其是在昂贵工件报废会降低零件的利润率时,投资以应用为中心的高质量刀柄可以以较低的成本防范此类意外损失。
内容来源:网络
本期编辑:小艾
商务合作:021-37709287
投稿邮箱:info@amtbbs.org
版权声明:AMT尊重版权并感谢每一位作者的辛苦付出与创作;除无法溯源的文章,我们均在文末备注了来源;如文章视频、图片、文字涉及版权问题,请第一时间联系我们,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容!

相关参考
...我们在安装拉钉时,需要使用专用拉钉扳手。 手紧钻夹头适用范围及特征。适用范围:适用于功率为700W以下的AC电钻及各种DC电钻。 1.易于夹紧,从而使输出的扭矩变得更大。 2.
攻丝机广泛应用于机械行业多孔零部件的钻孔攻丝加工,工件加工精度高、工效快,可有效的节约投资方的人力、物力、财力,尤其机床的自动化大大减轻操作者的劳动强度。但由于各丝锥工作状态不一,个别丝锥先磨损使扭矩...
攻丝夹头使用视频(数控行业科普知识:手动攻丝能不能改善螺纹孔中心距?)
...出来的数据有40、39.5、38.9,所以可能超差了。后面还要攻丝做M8,攻丝能不能改善螺纹孔中心距?来科普一下。两个M8的螺纹孔的中心距离为30±0.15mm,这已经是很差的精度等级了,约等于没有要求。M8的螺纹底孔打到了6.8mm,这...
攻丝用切削液好还是机油好(攻牙攻丝该加什么切削油?这个表你确定不看吗)
部分说明:挤压丝锥是因材料产生塑性流动,挤压转造成螺纹的关系,切削液的性能必须以润滑性大于冷却性为主。另外,在注油的方式上,在丝锥和母螺纹接触的部分不要使油膜丧失,要充分的强制给油。螺纹工具切削速度和...
机攻丝用什么油润滑(铝攻丝攻牙还在用机油乳化油?那你真的是OUT啦)
...随着加工市场的变化,以及环保等要求越来越高,对于铝攻丝攻牙用油也提出了更高的要求,不仅需要保护丝锥,不沾屑,包括在清洗环节的要求,尽可能降低清洗成本。铝攻丝对于油的要求还是挺高的,嘉威奥遇到不少的客户...
测量头(德国DIATEST浮动夹头 自动化测量浮动找中心器自动对中保护测头)
浮动夹头用来补偿位置偏差,可用在测量台架、测量装置和在机床上自动测量上。根据应用的不同有不同的连接螺纹和附加功能不同的浮动头,如防撞保护或通气连接口。可接两瓣式测量系统、BMD塞规式测量系统或多截面BMD塞规...
测量头(德国DIATEST浮动夹头 自动化测量浮动找中心器自动对中保护测头)
浮动夹头用来补偿位置偏差,可用在测量台架、测量装置和在机床上自动测量上。根据应用的不同有不同的连接螺纹和附加功能不同的浮动头,如防撞保护或通气连接口。可接两瓣式测量系统、BMD塞规式测量系统或多截面BMD塞规...
浮动刀柄(AF40浮动刀把-日本FT浮动打磨头-柔性打磨去毛刺)
AF40浮动刀把-日本FT浮动式主轴刀柄-柔性打磨去毛刺AF40浮动去毛刺刀柄日本FT浮动打磨刀柄AF40,是一款会浮动的加工主轴,由高速电主轴+浮动刀把AF40组成,转速最高可达40000转/min,跳动精度1μm以内,主要用于铸铁、钢、铝合金...
浮动刀柄(AF40浮动刀把-日本FT浮动打磨头-柔性打磨去毛刺)
AF40浮动刀把-日本FT浮动式主轴刀柄-柔性打磨去毛刺AF40浮动去毛刺刀柄日本FT浮动打磨刀柄AF40,是一款会浮动的加工主轴,由高速电主轴+浮动刀把AF40组成,转速最高可达40000转/min,跳动精度1μm以内,主要用于铸铁、钢、铝合金...
...点通”关注我们,每天学习一个机械设计相关知识点丝锥攻丝常见的问题及原因丝锥折断:螺纹底孔加工时直径偏小,排屑不好造成切屑堵塞;攻不通螺纹时,钻孔的深度不够;攻螺纹时切削速度太高过快;攻螺纹用的丝锥与螺...