攻丝夹头使用视频(数控行业科普知识:手动攻丝能不能改善螺纹孔中心距?)
Posted
篇首语:游手好闲地学习,并不比学习游手好闲好。本文由小常识网(cha138.com)小编为大家整理,主要介绍了攻丝夹头使用视频(数控行业科普知识:手动攻丝能不能改善螺纹孔中心距?)相关的知识,希望对你有一定的参考价值。
攻丝夹头使用视频(数控行业科普知识:手动攻丝能不能改善螺纹孔中心距?)
网友问了一个很有意思的问题,在学校最近钳工实训,要求打两个螺纹孔,中心距为30上下偏差0.15。现在用6.8的钻头打了孔,按照标准应该在36.65—36.95之间,但是测出来的数据有40、39.5、38.9,所以可能超差了。后面还要攻丝做M8,攻丝能不能改善螺纹孔中心距?
来科普一下。
两个M8的螺纹孔的中心距离为30±0.15mm,这已经是很差的精度等级了,约等于没有要求。
M8的螺纹底孔打到了6.8mm,这有点大了,这样导致的后果就是更加没有救回去的可能,因为再往一边偏的话,孔的另一边就会没有螺牙。
首先下个结论,你这个基本上是没有救了,直接报废吧。
用个图片来说明一下,如图:
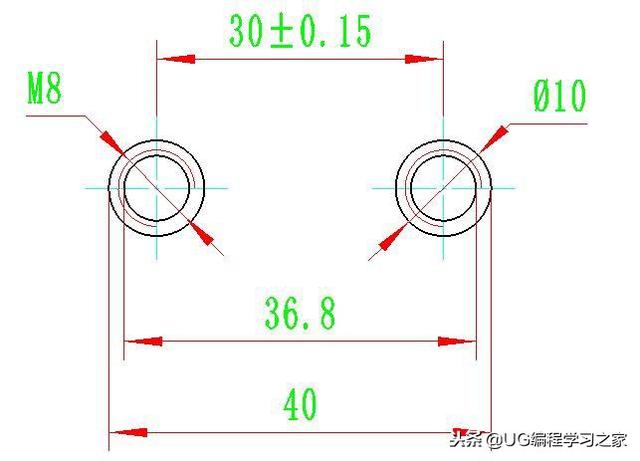
M8的螺钉孔,通常我们会给装配零件的通孔为10mm,如图上所示,而你现在的最大误差就已经是40mm,所有零件装配的时候,螺钉会因为孔距不对而无法实现连接。
如果我们假设另一个配合零件的两个10mm的孔距为30mm对零,这就意味着,它要实现正常连接,你这边的最大误差不能超过:
F=40-(8-6.8)=38.8mm。
如果你的孔距大于了38.8mm,那就意味着根本就无法安装。
你现在的三个孔距尺寸是38.9mm,39.5mm,40mm,所以你这个零件废了。
当然你也可以考虑把另一个零件的孔距也打大,这样还是可以实现装配的。但是如果你们的实习只检测单件零件的误差值的话,那你这个是完全超差了。

其实我上面分析的是针对这个零件为什么要给一个公差来说明,公差就是为了让你的零件在装配的时候能够切实的装得上去。
如果以单个零件的质量检测来说,你这个零件直接报废,都已经差了几个毫米了。
至于手工攻丝来挽救孔距,那还是算了吧,不要八百搞出一掉五来,这是不可能的,直接的结果就是断丝锥,丝锥一断,老师傅都哭死人,没有几个小时根本搞不出来,所以直接PASS这个想法吧。

另外做一个吧,手工制作秘诀如下
手工打孔,要注意以下几个步骤:
A、打孔前最好打一个样冲眼,这样可以最大限度的保证孔位不会太偏,至少不会发生几毫米的偏差,大样冲眼的时候也不要随意的打,一定要打在孔位中间。
B、零件加工过程中,零件一定要夹紧,坚决不能让零件在加工过程中发生松动,否则孔的直接一定会过大,或者有偏差。
C、钻头要尽量磨得利一点,不要很钝的在那里瞎搞,这样也是很容易把孔打偏的。
D、这个需要大量的训练,做不好也没有事,以后也不用人去打孔了,都是数控设备保证了,你想做一个大国工匠都没有什么机会了。
E、所有钻头打出来的孔都会偏大的,所以在计算孔距的时候,不要用理论值去减,要量一下实际的孔是多大再去计算,否则自己就吃亏了。例如你现在的孔径可能已经是7mm了,这个概率很大。
当你想学UG编程,找不到学习的方法?
想是问题做才是答案,提供免费的视频资料 UG软件等各种一切免费资料
私信回复: UG
可以领取学习资料,祝大家学有所成!
相关参考
快换攻丝夹头(ER弹簧夹头厂家揭秘铣削加工的特点及配套BT刀柄的用法)
...夹紧力大,夹持范围广,精度好。广泛用于镗、铣、钻、攻丝、磨雕刻等加工。铣床铣刀ER弹簧夹头一般用于数控刀柄配套使用。龙洲利自2005年起,一直致力于研发、生产和销售各型号规格的高精度ER弹簧夹头,同心度
攻丝机广泛应用于机械行业多孔零部件的钻孔攻丝加工,工件加工精度高、工效快,可有效的节约投资方的人力、物力、财力,尤其机床的自动化大大减轻操作者的劳动强度。但由于各丝锥工作状态不一,个别丝锥先磨损使扭矩...
...点通”关注我们,每天学习一个机械设计相关知识点丝锥攻丝常见的问题及原因丝锥折断:螺纹底孔加工时直径偏小,排屑不好造成切屑堵塞;攻不通螺纹时,钻孔的深度不够;攻螺纹时切削速度太高过快;攻螺纹用的丝锥与螺...
...点通”关注我们,每天学习一个机械设计相关知识点丝锥攻丝常见的问题及原因丝锥折断:螺纹底孔加工时直径偏小,排屑不好造成切屑堵塞;攻不通螺纹时,钻孔的深度不够;攻螺纹时切削速度太高过快;攻螺纹用的丝锥与螺...
攻丝机夹头怎么拆(深鑫精密:全自动攻牙机操作的方法你会吗?)
全自动攻牙机,是一种在设备端面、法兰盘等具有通孔或盲孔的零部件,在孔的内侧面加工出内螺纹、螺丝的机械加工设备。全自动攻牙机相比手动攻牙机,工作时,只需将零件毛坯放入料斗中即可自动进料,自动夹紧,自动定...
数控钻孔攻丝一体机(为什么台钻只能钻孔,不能用来攻丝加工,现在才知道)
...,每天学习一个机械设计相关知识点曾经一直以为钻孔和攻丝都是在钻床上加工的,区别就是把钻头更换为丝锥就可以了,后来了解了才发现,钻孔和攻丝还真不是一回事,今天就把他们的区别和加工设备梳理下给大家也了解下...
手动攻丝机(手动套丝应该怎么套?使用技巧知道吗做不好的详细看)
螺纹工件除采用机械加工外,也可以用钳加工方法作攻丝和套丝。攻攻丝是用丝锥在工件的内圆柱面上钻出螺纹;套丝是用板牙在棒料(或管料)工件上切出外螺纹。攻丝或套丝的加工精度取决于丝锥或板牙的精度。加工内、外...
攻丝机丝锥夹头(丝锥攻丝过程中,这些常见的问题和解决方法,值得收藏)
1、丝锥攻丝常见的问题及原因:丝锥折断:螺纹底孔加工时直径偏小,排屑不好造成切屑堵塞;攻不通螺纹时,钻孔的深度不够;攻螺纹时切削速度太高过快;攻螺纹用的丝锥与螺纹底孔直径不同轴;丝锥刃磨参数的选择不合...
怎么修理攻丝夹头(丝锥攻丝过程中,这些常见的问题和解决方法,值得收藏)
1、丝锥攻丝常见的问题及原因:丝锥折断:螺纹底孔加工时直径偏小,排屑不好造成切屑堵塞;攻不通螺纹时,钻孔的深度不够;攻螺纹时切削速度太高过快;攻螺纹用的丝锥与螺纹底孔直径不同轴;丝锥刃磨参数的选择不合...
...操作,也可以在机床上工作,在生产中应用得非常广泛。攻丝的相关知识有哪些呢?本文总结很全面。01什么是攻丝攻丝是用丝锥在工件的孔内部切削出内螺纹。(1)决定丝锥性能的因素包括:工件材料切削速度切削刃材料刀柄...