摩擦下调心辊子(棒材切分轧制工艺技术改造方案)
Posted
篇首语:知道如何活用知识最重要,知道知识的来龙去脉次之,拥有知识再次之。本文由小常识网(cha138.com)小编为大家整理,主要介绍了摩擦下调心辊子(棒材切分轧制工艺技术改造方案)相关的知识,希望对你有一定的参考价值。
摩擦下调心辊子(棒材切分轧制工艺技术改造方案)
摘 要:本文分析了在精轧机组为6HV布置的生产线上,围绕∮16、∮18螺纹的切分轧制改造,详细地介绍了利用平立可转换轧机进行切分生产的技术改造方案,提出对孔型系统、导卫、穿水冷却、冷床等进行优化设计的思路,从而实现装备能力的升级,充分发挥生产潜能,增强企业经济效益的目的。
1 概述
三钢棒材厂始建于1992年,1995年底开始投入生产,设计年产∮ 12-40mm螺纹钢筋和光面圆钢30万吨,生产原料为 150*150*8000mm连铸小方坯,采用热装热送工艺,装备有:步进底式加热炉1座、17架单独传动闭口式轧机(粗轧 550*4+450*3、中轧380*4、精轧320*3H+320*3V)、7.8*102m步进式冷床、4900KN冷剪机,并从国外引进3# 倍尺飞剪、2台自动打捆机及轧线自动控制系统,是一条具有八十年代后期国际先进水平的连续棒材轧钢生产线,经过几次大修改造,2003年实现年产 80万吨。
2004年,棒材厂计划对现有加热炉进行易地改造,由1座步进底式加热炉改为2座蓄热式加热炉,其钢坯加热能力将大为提高,加热能力不再是制约生产的“瓶颈”。因此,轧制工艺系统上存在大小规格材产能悬殊成为了主要矛盾。本文所述技术改造即是针对解决该矛盾,总结在立轧机上切分试生产经验教训的基础上,优化设计平立可转换∮16、∮18切分技术路线,部分改造为今后扩大到∮20螺纹切分作了预留。
2 立轧机切分轧制时存在的主要问题
棒材厂在立式轧机上切分轧制的探索和尝试,终因生产工艺事故多、产品质量不稳定等因素,放弃了该工艺路线,期间暴露的问题主要有:
( 1 )切分道次工艺故障多。切分前狗骨形轧件需扭转90° 进入K3,对轧件的扶持要求十分精确,常常因导卫定位松动、导轮异常磨损而扶持不到位,导致入口处堆钢;其次,K3出口轧件走双线,需用立交导管将两轧件由上下并行转为水平并行,再经活套器进入K2,由于切分导卫结构复杂、外形尺寸大且距离活套器很近,立交导管的扭转角度大,直线引导段偏短,轧件运行不稳定,极易造成堆钢事故。
( 2 )K1出口至穿水冷却空间有限,立交导管扭转角大,轧件经此常堆钢。
( 3 )成品质量问题较多。孔型设计不易尽合理,大小规格互换时,粗中铁型共同孔型调整量大,易造成倒坯,产生成品折叠。
( 4 )精轧机组电机容量太小。在生产∮16、∮18切分及 ∮25以上大规格单线生产时电流都超过额定值,处于超负荷运转状态,多次发生电气跳闸事故。
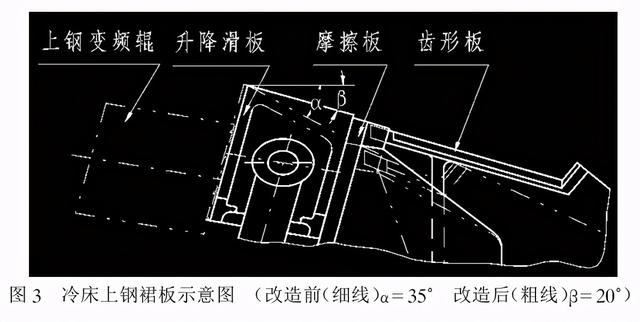
( 5 )冷床上钢升降滑板、齿形板倾角过大。并行轧件由辊道进入裙板到上冷床期间,轧件相互缠绕、交叉,引起定尺剪切长度波动,影响成材率、定尺率等指标。
3 改造方案
3.1目标
通过技术改造,充分挖掘设备潜力,提高∮16、∮18生产效率,并做到切分与单线轧制时孔型具有较大的共用性,调整量小,以减少换品种时间,同时保证质量,主要指标还应达到以下要求:
(1)提高机时产量40%;
(2)降低煤气消耗30%;
(3)降低电耗20% ;
3.2孔型系统选择
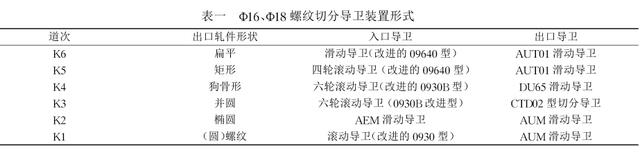
粗中轧仍采用椭圆—圆孔型系统,该孔型系统具有轧件前后断面形状变化缓和,冷却较均匀,易于脱除表面氧化铁皮,并可防止产生局部应力,对切分质量比较有利等诸多优点,为使大小规格互换时粗中轧调整量尽可能小,需将粗中轧铁型适当放大,重新分配延伸系数(圆孔1.25~1.33 ,椭圆孔1.30~1.35 ),并结合实测值修正宽展系数(修正后圆孔取β=0.28~0.35,椭圆孔取β=0.58~0.65),重新设计孔型,使变形更均匀,具体延伸系数分配见图2 。
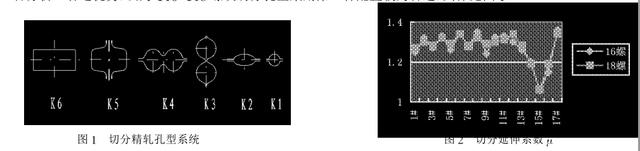
切分孔型有两种配置比较通用,差别在于预切分(K5)及其前孔( K6)的孔型不同,一种是椭圆+梅花方(弧边方),该孔型配置有利于轧件进入预切分孔时,能够自动找正,但梅花方轧件需扭转45°进入K4,且常因充满度不足造成铁型不正,所以比较适合用在延伸系数大的场合另一种是平辊 +矩形(立箱),该孔型配置的特点是铁型形状规整,易于扶持,但进入 K4时需要精确对准,否则易造成哑铃形轧件两边大小不均。综合分析二者之优劣,认为 ∮16、∮18螺纹切分孔型采用第二种配置较为合适,具体见图1。
切分过程是由切分楔的水平分力和金属不均匀变形的附加应力共同作用完成的。为保证楔尖侧壁有足够的压下量和水平分力,取切分楔角=54°;其次,为使轧件顺利撕开,连接带厚度不宜太大,通常为1~2mm,这里取1.5mm;为保护楔尖顶部,减少因强迫宽展造成的磨损,楔尖取圆角(R=1mm)且低于辊面0.4mm。
切分、预切分道次楔尖的磨损,常常是影响切分质量和引起工艺事故的重要原因,为此,我们根据K1成品辊使用SARACOM复合硬质合金辊环效果比较理想的情况,在切分、预切分道次均使用该合金辊环,以保证切分带厚度稳定、缩小两线偏差。
3.3导卫系统选择
预切分、切分道次导卫扶持良好是保证轧制稳定的关键,为此该2道次进口导卫采用三对导辊(平—立—立)进行准确扶持、导正,并且三对导辊可分别进行间隙调节,K3出口导卫的切分轮楔角取90°,切分轮间隙<1.2mm,具体进出口导卫型式见表一。
3.4其它
为实现控轧控冷(TMCP)工艺的实施,根据需要投入轧后穿水冷却,由于KI(立式轧机)出口至穿水冷却装置距离很短,轧件由上下并行转入水平并行经由立交导管,在此常产生堆钢事故,故对穿水冷却系统作较大改进,由两线水平并行改为一路单线(生产∮20以上规格时用),另一路双线上下并行与K1相匹配,轧件从K1出口后上下并行进入穿水冷却装置,穿水后再改走水平并行。
冷床改造:一是改进裙板,主要是改进摩擦板的角度(见图3);二是改进对齐辊道。辊面由“V”形槽改为梯形槽后,进一步对梯形槽的侧壁斜度、槽底宽度作修改,保证轧件与对齐辊子只有一个摩擦面,且对齐可靠。
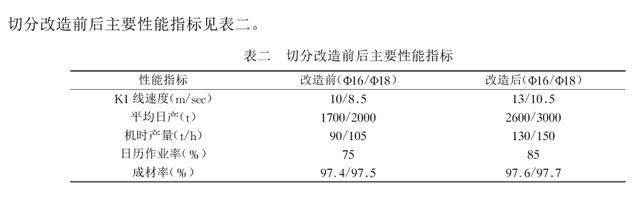
4 改造前后主要性能指标比较
5 投资估算及经济效益分析
如前所述,改造主要范围:一是电机扩容,由800kW增加到1350KW,换下的800KW电气传动系统移至中轧改造,考虑目前12#、14#电机潜力还很大,此次并不需扩容,只扩容4台, 4台电机、传动系统及变压器总造价317万元;二是增加平立可转换轧机,机械设备总重量36吨,总造价 100.8万元;三是穿水冷却绝大部分应用现有设备改造;四是冷床上钢及对齐辊道设备总投资70万元,前述改造项目土建施工及其它费用160万元。综合总投资为647.8万元。
经济效益:(1)据统计,2规格平均产量约占总量的1/4,年产在20万吨以上,按提高产能40%计算,可增产8万吨,年创效益大于2000万元;(2)节能。按吨材节约煤气30% 、节电20%计算,可创造效益:(40m3*30%*0.4元/m³+60KWh*20%*0.6元/KWh)*28万=336万元。此外在提高成材率、降低轧辊消耗方面均能产生经济效益。
6 结语
在平立可转换轧机进行切分轧制在国内已有成功经验,本改造是针对我厂工艺装备实际出发而进行的优化设计,具有投资省、见效快的特点,并且具备生产品种钢、超级钢等基本条件,形成了自己的特色。改造后,不仅能大大提高产量,而且各规格产能将趋于均衡,对提高连铸坯热装热送率,从而节约煤气消耗,减少冷热坯混装,稳定成品质量,具有重要意义。
更多精彩内容,尽在【云轧钢】公众号
相关参考
三、概念题1、连轧——一根轧件同时通过几架轧机,并保持在单位时间内轧件通过各轧机的体积相等的轧制为连轧。2、轴承寿命——轴承在一定转速下的工作小时数称为轴承寿命。3、全连续轧制(无头轧制)——全连续轧制就...
...材生产线2012年3月正式投入生产,该条生产线是目前国内工艺技术、自动化水平一流的生产线。整个生产线主传动全部采用全数字控制的交流电机。原料采用热装热送、全连续高速轧制新工艺,轧制速度最高可达每秒18米。主要...
...工技术操作规程4.6出钢工技术操作规程5.轧制工序5.1轧制工艺技术参数5.2530轧机技术参数5.31#530开坯操作工技术操作规程5.4530开坯机轧钢工、调整工技术操作规程5.5粗、中轧机技术参数5.6粗、中轧轧钢工调整
...工技术操作规程4.6出钢工技术操作规程5.轧制工序5.1轧制工艺技术参数5.2530轧机技术参数5.31#530开坯操作工技术操作规程5.4530开坯机轧钢工、调整工技术操作规程5.5粗、中轧机技术参数5.6粗、中轧轧钢工调整
...工技术操作规程4.6出钢工技术操作规程5.轧制工序5.1轧制工艺技术参数5.2530轧机技术参数5.31#530开坯操作工技术操作规程5.4530开坯机轧钢工、调整工技术操作规程5.5粗、中轧机技术参数5.6粗、中轧轧钢工调整
摘要:介绍了攀钢金属制品有限公司棒材生产线提高定尺率的生产实践,通过控制加热炉氧化烧损、负偏差精度及切分规格线差控制、倍尺剪切精度提升、齐头棍道改进、各规格钢坯定长等措施,棒材定尺率由最初平均约96%〜97%...
摩擦调心托辊(朔煤王坪煤业公司机修厂对80型皮带托辊架进行成功改造)
一直以来,在掘进工作面或原煤运输系统等使用80型皮带机的地方,当煤与矸石混在一起时,在转载头部落煤处,受煤与矸石的强度对皮带运输机的防爆托辊和托辊架的冲击力不均匀的影响,造成托辊、托辊架扭曲变形损害严重...
...rProductionatYongXingSpecialStainlessSteel永兴特钢不锈钢高质量线棒材生产中国永兴特种不锈钢有限公司最近投产了一种新型的棒线材组合式轧机,用于生产各种不锈钢产品,包括奥氏体不锈钢、铁素体不锈钢、双相钢和硬化钢。新轧机...
棒材线材生产线(云南曲靖钢铁集团双友钢铁有限公司钢铁转型升级一体化项目区域削减方案公示)
...型升级一体化项目是在现有基础上实施的以产能减量化、工艺技术装备先进化、环保超低排放和提升产品质量的转型升级活动,转型升级项目严格按照省工信委、省
1、棒材生产线工艺流程钢坯验收→加热→轧制→倍尺剪切→冷却→剪切→检验→包装→计量→入库(1)钢坯验收=钢坯质量是关系到成品质量的关键,必须经过检查验收。①、钢坯验收程序包括:物卡核对、外形尺寸测量、表面质...