摇臂砂带机(原来做机械设计并没那么简单还要熟悉加工工艺)
Posted
篇首语:守望相助,一缕阳光也将照亮心扉;同心协力,一点火光也能温暖灵魂。本文由小常识网(cha138.com)小编为大家整理,主要介绍了摇臂砂带机(原来做机械设计并没那么简单还要熟悉加工工艺)相关的知识,希望对你有一定的参考价值。
摇臂砂带机(原来做机械设计并没那么简单还要熟悉加工工艺)
零件加工方法多种多样,根据被加工零件的具体情况和要求,在选择加工方法是也不尽相同。按是否去除材料分为无切削加工与切削加工,按是否自动化分数控自动加工与非自动加工,按是否放电分为放电加工与机械加工。
其中常用的普通切削加工有:车、钻、镗、刨、拉、铣和磨等,包含数控机械加工,数控加工是运用CAM计算机控制程序进行自动化加工。
无切削加工有冲压、钣金、铸造、锻造等。放电加工有:线切割(分快丝、中丝、慢丝)、穿孔机、电火花(电脉冲)等。


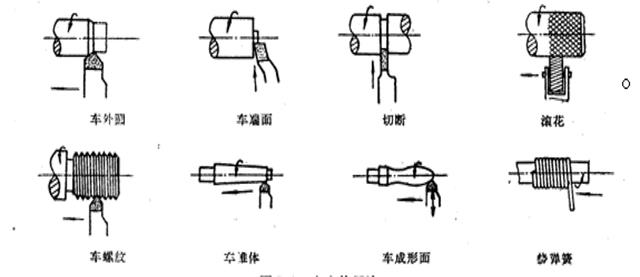
车削定义:工件旋转作主运动,车刀作进给运动的切加工方法。
车削的主运动为零件旋转运动,刀具直线移动为进给运动,特别适用于加工回转面。
由于车削比其他加工方法应用的普遍,车床往往占机床总数的一般的机械加工车间中10%-50%甚至更多。根据加工的需要。如卧式车床、立式车床、转塔车床、自动车床和数控车床等。
车削的工艺特点:
1.易于保证工件各加工面的位置精度(同轴度要求、垂直度要求)
2.生产效率高
3.生产成本较低
4.适用于加工的材料范围广泛
5.对操作者技术要求严格

车床
铣削定义:铣刀旋转作主运动,工件或铣刀作给运动的切削加工方法。
铣削是平面的主要加工方法之一。铣削时,零件随工作台的运铣刀的旋转是主运动。铣削用的机床有卧式铣床或立式铣床,也有大型的龙门铣床。这些机床可以是普通机床,也可以是数控机床,带刀库的数控铣床通常也称之为加工中心或铣削加工中心。
铣削的主要应用:
铣削主要用来加工平面(包括水平面、垂直面和斜面)、沟槽、成形面和切断等。单件、小批生产中,工小、中型工件多用升降台式铣床(卧式和立式两种)。加工中、大型工件时可以采用龙门铣床。龙门铣床与龙门刨床相似,有3~4个可同时工作的铣头,生产率高,广泛用于成批和大量生产中。在单件小批生产中,有些盘状成形零件,也可以用立铣刀在立式铣床上加工。

铣床
钻削定义:钻削刀具与工件作相对运动并作轴向进给运动,在工件上加工孔的方法。钻孔是一种最基本的孔加工方法。钻孔经常在钻床和车床上进行,也可以在镗床和铣床上进行。常用的钻床有台式钻床、立式钻床和摇臂钻床。
钻削应用:单件、小批生产中,中小型工件上的小孔(D<13 mm)常用台式钻床加工,较大的孔(D<50 mm)常用立式钻床加工;大中型工件上的孔应采用摇臂钻床加工,回转体工件上的孔在车床上加工。
在成批和大量生产中,为了保证加工精度,提高生产效率和降低加工成本,广泛使用钻模、多轴钻或组合机床进行孔的加工。精度高、粗糙度小的中小直径孔(D<50mm),在钻削之后,常常需要采用扩扎和铰孔进行半精加工和精加工。

镗床定义:镗刀旋转作主运动,工件或镗刀作进给运动的切削加工方法。 镗削加工主要在铣镗床、镗床上进行。镗孔是对锻出、铸出或钻出孔进一步加工,镗孔可以分为粗镗、半精镗、精镗。

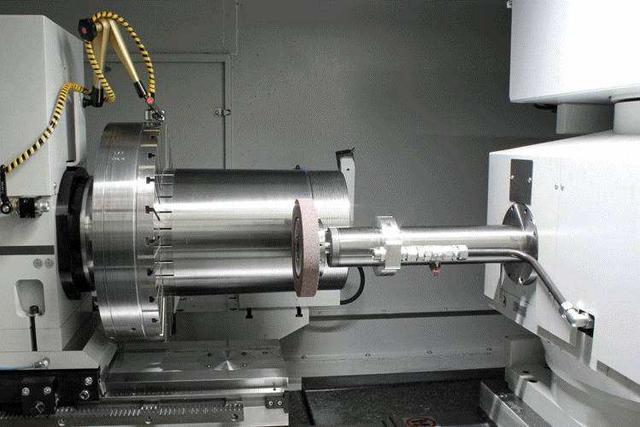
磨床定义:磨具以较高的线速度旋转,对工件表面进行加工的方法。 磨床包括外圆磨、内圆磨、无心磨等几种。常用的磨具有固结磨具(如砂轮、油石等)和涂附磨具(如砂带、砂布等)。
磨削的工艺特点:
1.磨削的精度高,IT6-IT5,粗糙度低,Ra0.8-0.2,砂轮表面有极多的切削刃同时参加切削。
2.可以加工一些难以加工的材料。如淬火钢、高速钢以及毛坯的清理。
3.切削速度高(30m/s以上)切削温度高(1000℃以上)。使用冷却液。
4.砂轮有自锐作用,这是其它刀具所不具备的。即磨粒不断脱落,新的磨粒又是锋利的。
5.磨削力的径向分力较大,因此,在达到尺寸以后,还要进行多次无进给磨削。
磨削的应用:
1.外圆的磨削:一般在普通外圆磨床或万能外圆磨床上进行,外圆磨削有纵、横、综合、深磨法等 。
2.孔的磨削:可以在内圆磨床上进行,也可以在万能外圆磨床上进行,它可以加工圆柱孔、圆锥孔和成形内圆面等。
3.平面的磨削:周磨——利用砂轮的外圆面进行磨削。端磨——利用砂轮的端面进行磨削。
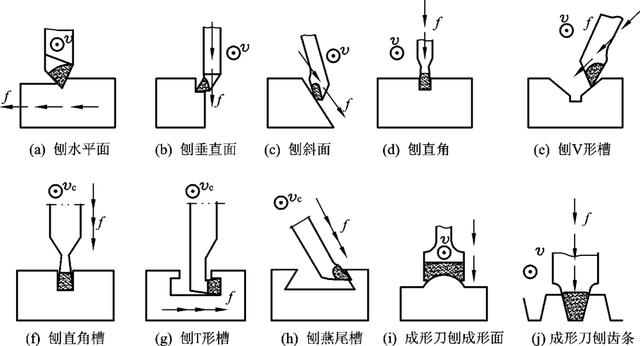
刨削定义:刨刀与工件作水平方向相对直线往复运动的切削加工方法。刨削是平面加工的主要方法之一.是单件小批量生产的平面加工最常用的加工方法。常见的刨床类机床有牛头刨床、龙门刨床和插床等 。。
刨削的工艺特点:
1.通用性好:根据切削运动和具体的加工要求。价格低,刨床的结构比车床、铣床简单。调整和操作也较方便。所用的单刃刨刀与车刀基本相同。制造、刃磨和安装皆较方便。形状简单。可加工垂直、水平的平面,还可加工T型槽、V型槽,燕尾槽等。
2.生产效率较低:刨削的主运动为往复直线运动。加之刀具切入和切出时有反向冲击时受惯性力的影响,一个表面往往要限制了切削速度的提高。单刃刨刀实际参加切削的切削刃长度有限,经过多次行程才干加工进去。加工不连基本工艺时间较长。刨刀返回行程时不进行切削。
3.加工精度不高:刨削的精度可达IT8~IT7,表面粗糙度Ra值为1.6~6.3m。但当采用宽刀精刨时,即在龙门刨床上进行多件或多刀加工时,用宽刃刨刀以很低的切削速度,切去工件表面上一层极薄的金属,平面度不大于0.02/1000,表面粗糙度Ra值可达0.4~0.8m。
相关参考
俗话说:“钳工怕钻眼”。所谓钻眼,就是用麻花钻头去钻孔。为什么钳工怕钻孔?确切来讲,是烦钻孔。在钻孔加工前,首先要磨钻头,钻头的磨削技术要求比较高,有时又不是一次就能磨好,需磨几次,而且有时还要铰孔。...
1基本概念 在机械加工中,退刀槽与越程槽的结构是一样的。退刀槽:在车床加工中,如车削内孔、车削螺纹时,为便于退出刀具并将工序加工到毛坯底部,常在待加工面的末端预先制出的退刀的空槽。越程槽:在磨削时方便退...
1基本概念 在机械加工中,退刀槽与越程槽的结构是一样的。退刀槽:在车床加工中,如车削内孔、车削螺纹时,为便于退出刀具并将工序加工到毛坯底部,常在待加工面的末端预先制出的退刀的空槽。越程槽:在磨削时方便退...
1基本概念 在机械加工中,退刀槽与越程槽的结构是一样的。退刀槽:在车床加工中,如车削内孔、车削螺纹时,为便于退出刀具并将工序加工到毛坯底部,常在待加工面的末端预先制出的退刀的空槽。越程槽:在磨削时方便退...
气门摇臂轴总成(智造概论|简单介绍下挖掘机气缸盖的维修技术要领)
...配气机构中的气门座、气门导管、进排气门、气门弹簧、摇臂轴及摇臂座等都安装在气缸盖上。它的运动由发动机机体
汽车钥匙去哪里换电池(车钥匙没电还要跑4S店?原来自己动手这么简单)
先说一下应急操作,一般情况下,在智能钥匙电量不足的时候,车上的仪表盘会有相应提示,如果忘记更换电池造成车辆无法解锁,这时候就需要采取应急措施,使用机械钥匙打开车门,领克目前有两种钥匙样式,仔细观察,可...
深孔摇臂钻床(排屑难?效率低?D938 麻花钻帮您有效解决深孔加工难题)
在机加工领域中,深孔加工已成为关键工序,但由于排屑困难、切屑热不易排出、刚性差易振动等,使得深孔加工也成为机加工的加工难题。针对此类加工难题,厦门金鹭推出D938深孔加工麻花钻。D938深孔加工麻花钻,适用于P类...
深孔摇臂钻床(排屑难?效率低?D938 麻花钻帮您有效解决深孔加工难题)
在机加工领域中,深孔加工已成为关键工序,但由于排屑困难、切屑热不易排出、刚性差易振动等,使得深孔加工也成为机加工的加工难题。针对此类加工难题,厦门金鹭推出D938深孔加工麻花钻。D938深孔加工麻花钻,适用于P类...
湿巾盖子怎么做手工(家里这些旧物别急着扔,简单改一改,没成想比原来的还要好用)
...件换了种存在的方式,发挥出了它更大的价值,没成想比原来还要好用N倍。下面就分享12个“王炸级别”的旧物改造案例,真是让人大开眼界,节省开支又
湿巾盖子怎么做手工(家里这些旧物别急着扔,简单改一改,没成想比原来的还要好用)
...件换了种存在的方式,发挥出了它更大的价值,没成想比原来还要好用N倍。下面就分享12个“王炸级别”的旧物改造案例,真是让人大开眼界,节省开支又