提高冲裁件断面质量的方法(冲裁间隙与速度对冲裁件质量的影响分析)
Posted
篇首语:重要的不是发生了什么事情,而是要做哪些事来改善它。本文由小常识网(cha138.com)小编为大家整理,主要介绍了提高冲裁件断面质量的方法(冲裁间隙与速度对冲裁件质量的影响分析)相关的知识,希望对你有一定的参考价值。
提高冲裁件断面质量的方法(冲裁间隙与速度对冲裁件质量的影响分析)

冲裁实验
1 冲裁模具
冲裁实验所用模具如图1所示。上模的行程为45mm,冲裁完成后上模底端与下模上表面的距离为0.3mm,如图2所示,这是为了避免刃口进入下模太多而造成上模磨损太多。本实验所用的材料为铜合金
(见图3),其厚度为0.23mm。
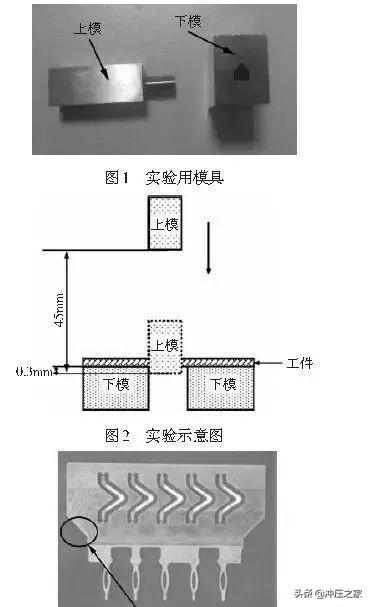
图1 实验用模具
图2 实验示意图
图3 铜合金冲裁件
2 实验条件
本实验选用了0、0.01mm、0.02mm和0.03mm四种冲裁间隙,冲裁速度为30mm/s和80mm/s,共8组实验参数。本实验在冲压专用压力机上进行,并利用基恩士数字显微镜对冲裁后的工件进行形貌观察。
3 实验结果与讨论
图4为在冲裁速度为30mm/s的条件下冲裁间隙为0mm和0.03mm时冲裁件的毛刺对比图。从图4中可以明显看出,对于间隙为0mm的情况,冲裁件的表面非常平整,不存在毛刺,而间隙为0.03mm时,则在其断面存在有遗留下来的毛刺,其宽度约为75μm。这可能是由于当间隙过大时模具刃口由于磨损而出现
圆角后,因材料在刃口处的应力集中的程度削弱,使得裂纹出现的位置距离刃口更远一些的缘故[3]。当冲裁速度增大到80mm/s时,冲裁间隙的不同对冲裁件的影响明显不同。对于间隙为0mm的情况,冲裁件的断面同样没有毛刺,但工件边缘比速度为30mm/s时的要完整得多(见图5a),几乎无因剪切作用而造成的材料缺失,因此其表面质量要好于速度为30mm/s时的情况。而对于间隙为0.03mm的情况,冲裁件上的毛刺相对于冲裁速度为30mm/s时的明显增大,变宽,如图5b所示,但与间隙为0mm 时的情况类似的是,间隙为0.03mm时产生的工件的边缘同样比较完整。可能是由于当间隙过大时模具刃口由于磨损而出现圆角后,因材料在刃口处的应力集中的程度削弱,使得裂纹出现的位置距离刃口更远一些的缘故[3]。当冲裁速度增大到80mm/s时,冲裁间隙的不同对冲裁件的影响明显不同。对于间隙为0mm的情况,冲裁件的断面同样没有毛刺,但工件边缘比速度为30mm/s时的要完整得多(见图5a),几乎无因剪切作用而造成的材料缺失,因此其表面质量要好于速度为30mm/s时的情况。而对于间隙为0.03mm的情况,冲裁件上的毛刺相对于冲裁速度为30mm/s时的明显增大,变宽,如图5b所示,但与间隙为0mm 时的情况类似的是,间隙为0.03mm时产生的工件的边缘同样比较完整。
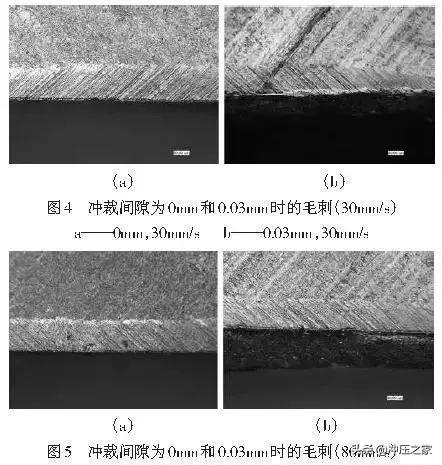
图6和图7给出了两种冲裁速度条件下由不同冲裁间隙形成的冲裁件的断面图像,放大倍数为500倍。从图6中可以看出,冲裁间隙为0mm时,冲裁件的光亮带和断裂带十分明显,并且,其光亮带较宽,而断裂带较为平整,这说明,当冲裁速度为30mm/s、冲裁间隙为0mm时,被冲裁材料经历了完整的塑性剪切变形和断裂过程。对于间隙为0.03mm的情况,则没有出现明显的光亮带和断裂带,而是有明星的塌角,同时可以看出存在缓慢的塑性流动过程。由此可以看出,间隙的增大对于材料的迅速断裂是不利的,太大的冲裁间隙会减弱材料的剪切变形过程,而增加塑性流动。因此,这对冲裁件断面的精度会有较大影响。
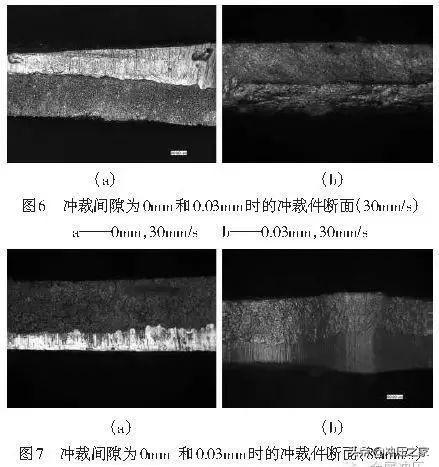
另一方面,当冲裁速度提高之后,从图7a中可以看出,间隙为0mm时产生的光亮带变小,而断裂带扩大。这表明,冲裁速度的增大加快了被冲裁材料的剪切变形和断裂过程。图7b也表明,在高速冲裁的条件下,虽然间隙增大,但冲裁件的剪切变形和断裂过程仍是十分清晰和完整。由此可以看出,冲裁速度的提高对于保证冲裁件断面质量和精度是有益的。
4 结束语
冲裁间隙和冲裁速度对于冲裁件的断面质量的影响是显而易见的。对于厚度比较薄的铜合金冲裁件来说,选用小间隙对抑制毛刺的产生有着直接的影响:间隙小,剪切变形和断裂过程迅速,断面平整,可以达到无毛刺的效果。同时,冲裁速度的提高也有利于加快材料弹性变形和塑性变形,以控制塑性流动和
提高断面质量。
相关参考