提供丝扣排气阀(气焊操作超详操作说明,一看就会)
Posted
篇首语:识字粗堪供赋役,不须辛苦慕公卿。本文由小常识网(cha138.com)小编为大家整理,主要介绍了提供丝扣排气阀(气焊操作超详操作说明,一看就会)相关的知识,希望对你有一定的参考价值。
提供丝扣排气阀(气焊操作超详操作说明,一看就会)
气焊也被称作为钎焊,是利用熔点比焊件为低的焊料(又称焊条),通过可燃气体和助燃气体在焊枪中混合燃烧时产生的高温火焰,加热焊件,熔化焊条,是焊件连接的方法。

一般制冷维修的焊接系统是2--4L小型氧焊系统,由焊枪、氧瓶、煤气瓶、连接软管,还有对应的充气过桥等附件组成,有些焊炬套件是焊割两用,有些是单用焊炬,区别就是焊炬的不同, 焊割炬有三个阀门旋钮 炬头有大小两根管,换用不同的喷嘴可以进行金属切割和焊接操作;而焊炬只有两个阀门旋钮,只能进行焊接操作,不能切割金属,因此在选用的时候可以根据自己的使用情况进行选择。

如下图(黄铜为煤气焊嘴,银色为乙炔焊嘴)。 焊嘴从1到5有5个级别,主要是孔径不同,1号最小 5号最大。

氧瓶各种连接口,丝扣,阀门管路全部不能用任何油脂做润滑 也不允许用沾有油脂的手和抹布操作氧瓶。因为油脂遇上纯氧后会发生剧烈氧化并自燃,所以这个问题要稍加注意。


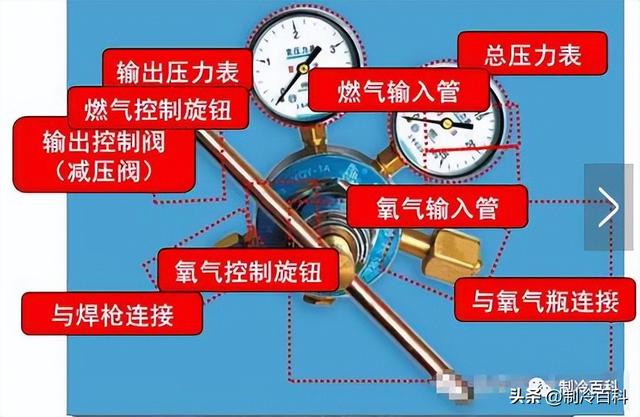
看下图,燃料阀是调节煤气供应量的大小,直接决定火焰大小的旋钮,燃烧氧气阀(简称氧阀)是调节火焰燃烧时供氧状态的阀门,可以通过改变供氧状态决定火焰性质。
风线氧气阀(简称线阀)这个阀门是切割时的专用阀门,用于吹出氧气风线,让高温金属迅速氧化流走,达到分离切割目的,焊接时处于关闭状态。点火前也要确定所有阀门处于关闭状态。

焊炬所有的阀门手轮都是面对手轮,顺时针关闭 反时针开阀。

首先掌握了怎么拿焊炬 和各种功能。




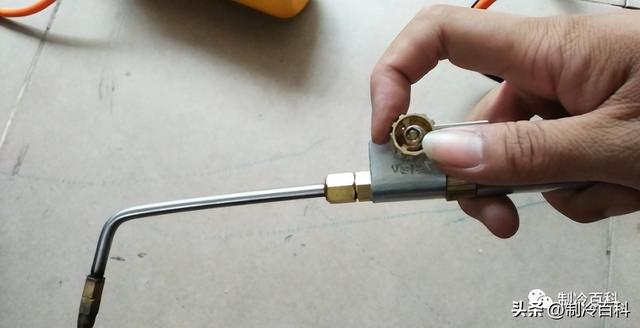

掌握了怎么拿焊炬 和各种功能就可以点火调节,看图吧 往下!

首先点火前应先打开燃气瓶和氧气瓶阀门,然后打开焊炬上的氧气阀,将焊炬软管中的空气排出 1秒 然后关闭, 同样方式打开燃气阀进行放气, 然后按照刚才单手控制燃料阀的方法,进行点火预备。

然后右手拿焊炬,左手拿打火机按下图方式点火,焊炬喷嘴应向上 向外,打火机倾斜 点火 让火焰在喷嘴上方约0.5厘米位置点燃,右手顺势缓慢拧开燃料阀 此时喷嘴开始燃烧。




焊炬火焰处于自然扩散燃烧 火焰状态和打火机火焰类似 , 火焰整体柔软,随风飘摆,其根部和喷嘴完全贴合,不容易熄灭。如果火焰有脱离喷嘴 并且有“呼·呼”声音,说明供气压力大可以减小燃料阀开度, 调节供气保证火焰在自然扩散状态。

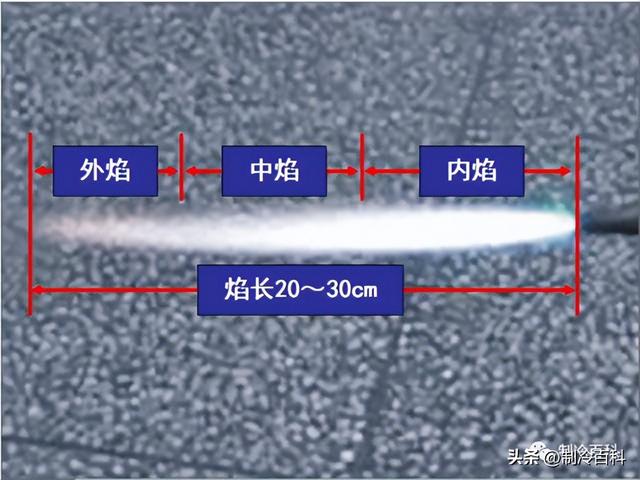
火焰调节完毕后,食指回位, 然后缓慢打开氧阀。此时随着氧气的逐步增加,火焰会从明亮柔软的状态逐步 变成蓝色笔直状态。

氧气加到一定比例后,金黄色火焰会消失,然后在火焰中间会出现一根黄色亮带,这时候氧气比例较小,燃料中剩余较多的碳元素 , 改变氧气比例 就可以改变黄色亮带的长度直至黄色亮带消失,这一段燃烧状态形成的火焰我们叫 “碳化焰”。在日常焊接中轻微碳化焰一般用来做焊前预热准备。

在碳化焰基础上进一步加大氧气供应,火焰燃烧进入完全燃烧状态,此时碳化焰中黄色亮带逐渐收短直到完全不见,焰芯呈现坚挺圆锥状,接近亮白色,界限分明的状态,此时的火焰进入到“中性焰”阶段。中性焰燃烧过程中生成大量一氧化碳 因此在金属的氧化层得到还原,为焊接提供方便。氧焊中 “中性焰”是焊接的最佳火焰。

中性焰状态下 进一步加大氧气供应,火焰亮白色焰芯 逐步缩小变成淡蓝色,并伴随有“嘶-嘶-”声,此时火焰能够完全燃烧,这时的火焰状态叫“氧化焰” 因为燃烧干净,氧化焰一般是用来焊接玻璃 塑料等制品,在金属焊接中很少使用。 耗氧量最大。



焊接质量分析及对策
焊接不好的例子 | 对应的措施 |
慢慢加热升温 ①焊接流动性明显不好 ②焊不透,强度不够 ③产生气孔 | 重新调整火焰,将火焰的温度提高,以减少加热时间母材加热至豆沙色 |
加热不够 现象:①容易产生气孔等缺陷 ②不容易焊透,强度不够 | 母材加热至足够温度后再插入焊料 保证加热均匀 |
加热过度 现象:①焊点颜色发暗发黑 ②母材起泡 | 重新调整火焰,将火焰的温度降低 减少加热时间 |
母材不干净 现象:①产生气孔或真空 ②焊接流动性不好 | 按要求去除母材表面的灰尘、油污、氧化物 按要求去除母材端口的毛边和锈斑 |
铜管钎焊操作过程
制冷焊接常用焊条
制冷焊接使用氧焊主要是能够方便的焊接各种有色金属, 根据焊接材料不同也会使用不同的焊条和助焊剂。
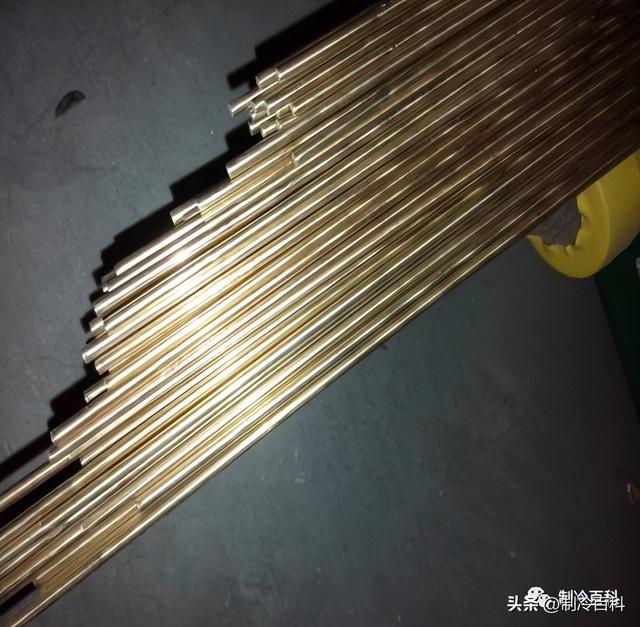
锡黄铜焊条:锡黄铜焊条一般为 黄色,圆柱条状,用于焊接铁管 和紫铜管, 可以将铜管对铜管,铜管对铁管,铁管对铁管 之间的可靠焊接,焊接过程中,焊条先在火焰上预热后沾助焊剂进行焊接。 使用助焊剂材料,硼砂、 铜焊粉 等。
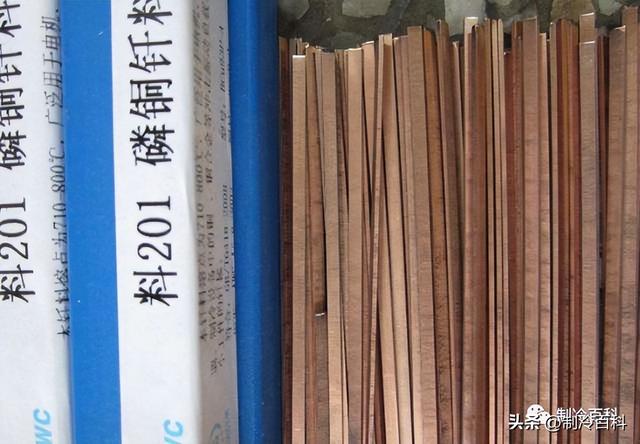
磷铜焊条:磷铜焊条是制冷用量最大的焊条,外观为紫铜色扁带带条状,特点 熔点低 流动性好,直接在铜管上焊接无需另外添加助焊剂,磷铜焊条也可以替代锡黄铜焊接铁管,同样需要添加硼砂、铜焊粉助焊剂进行助焊。可焊接材料和锡黄铜等同。
铜铝焊条:现在制冷设备中开始大量使用铝管,铜铝焊条就是专为铜管对铝管, 铝管对铁管,铝管对铝管特殊环境使用的焊条,外观和焊锡类似,但是焊条中间夹有助焊剂,焊接过程不用添加助焊剂,所有焊条中铜铝焊条熔点最低,甚至可以使用大功率烙铁焊接, 当然价格也是最高的。

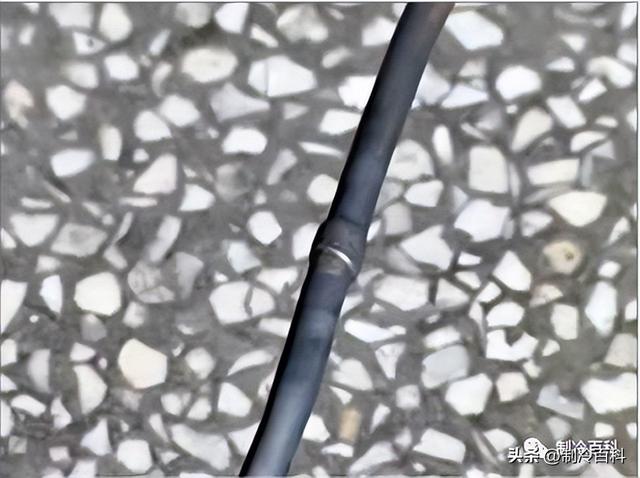
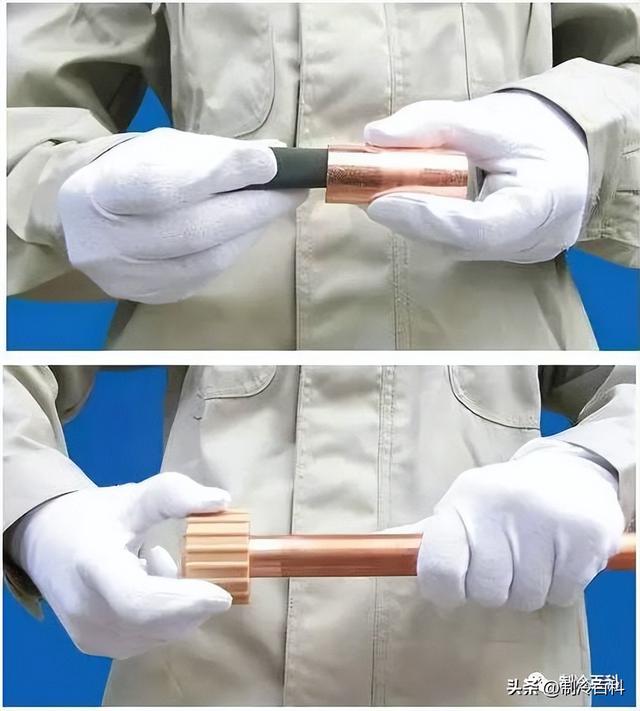
铜管钎焊操作过程:
1、将铜管接头处外表及管件接头处内表面的氧化膜、油污等清理干净。
2、将铜管插入管件,插到底并旋转,以保持均匀间隙。
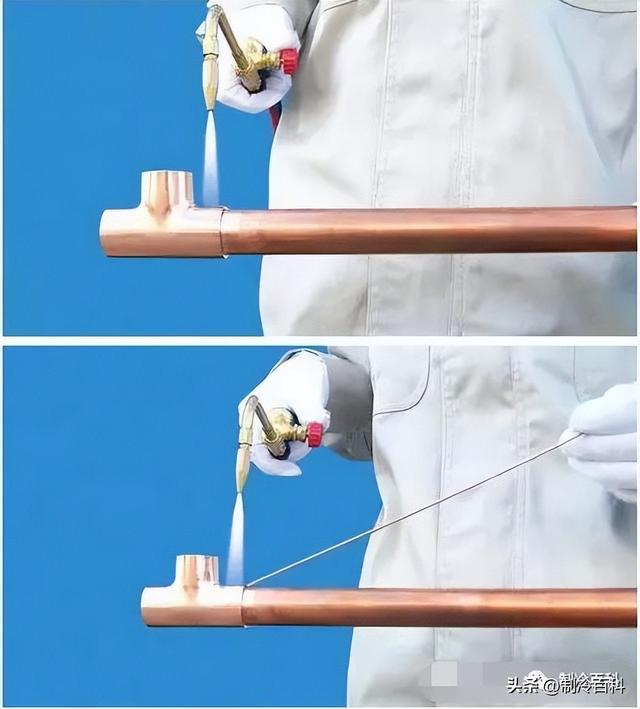
3、用气焊火焰对接头实施均匀加热直到加热到钎焊温度,此时的温度应约为650℃~750℃,被加热件的顔色为樱红色。
4、达到钎焊加热温度时送入钎剂,(指紫铜管和黄铜件连接时,紫铜管和紫铜配件连接不必加入钎剂。)
5、用钎料来接触被加到高温的接头处,当铜管接头处的温度能使钎料迅速熔化时,表示接头处测试已达到钎焊温度,即可边加热,边添加钎焊料直至将钎缝填满,形成焊缝。此时火焰不能直接对着焊料加热。
6、移去火焰,使接头在静止状态下冷却结晶。
7、将接头的残渣清理干净,焊件自然冷却。
相关参考
气焊也被称作为钎焊,是利用熔点比焊件为低的焊料(又称焊条),通过可燃气体和助燃气体在焊枪中混合燃烧时产生的高温火焰,加热焊件,熔化焊条,是焊件连接的方法。一般制冷维修的焊接系统是2--4L小型氧焊系统,由焊...
QB1丝扣排气阀概述本阀为圆桶式阀体,其内部结构主要有不锈钢浮球。本阀分为丝扣式和法兰式两种排气阀,适用于工作温度≤80℃的管路上,作为排除管路内气体的设备QB1快速排气阀工作原理 管内开始注水时,浮球会慢慢...
...类型,通过接受调节控制单元输出的控制信号,借助动力操作去改变流体流量。液压阀是用来控制液压系统中油液的流动方向或调节其流量和压力的,方向控制阀作为液压阀的一种,利用流道的更换控制着油液的流动方向。只允...
...类型,通过接受调节控制单元输出的控制信号,借助动力操作去改变流体流量。液压阀是用来控制液压系统中油液的流动方向或调节其流量和压力的,方向控制阀作为液压阀的一种,利用流道的更换控制着油液的流动方向。只允...
新生儿抚触顺序(法澜秀育儿:宝宝抚触详细操作教程,这些动图太详细了一看就会)
...适合多大的宝宝做?怎么做呢”?今天给大家一套详细的操作流程还有注意事项,废话不多快来看↓↓育儿什么是抚触?给宝宝抚触有什么好处?其实抚触就是给宝宝做按摩,是爸妈学习和宝宝相处的机会,既能够促进宝宝大脑...
...壁内外镀锌均匀,无锈蚀、无飞刺,管件无偏扣、乱口、丝扣不全或角度不准等现象。管材及管件均应有出厂合格证及其他相应质量证明材料。二、主要施工机具:1.主要施工机具:砂轮切割机、手砂轮、压力工作台、倒链、台...
...小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产中应用得非常广泛。攻丝加工是利用丝锥进行螺纹加工,其加工过程和传统方法相同,在加工进给和退出时要保证丝锥转一转在进给方...
...养老设备走进了家庭,在居家养老中发挥着作用。不过,操作复杂的智能设备也给老人带来了困扰,让许多老人对智能养老设备持怀疑和观望态度。老人究竟需要什么样的智能设备?智能设备如何才能真正为老人所用呢?老人的...
...小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产中应用得非常广泛。在加工过程中搞不定攻丝?今天就分享一些诀窍给你,让你更了解攻丝!什么是攻丝攻丝是用丝锥在工件的孔内部...
格力空调排气温度传感器阻值(典型定频空调器的电路识图方法,一看就懂)
...动块IC2⑤、12脚内的非门倒相放大后,为继电器RL1的线圈提供导通电流,RL1内的触点闭合,接通压缩机的供电电路,压缩机电机在运行电容的配合下开始运行,实现制冷/制热功能。为了防止制冷系统、通风系统异常导致