捻度机(粗纱工序机械波分析)
Posted
篇首语:我相信:一切事物的价值必将重新得到评估。本文由小常识网(cha138.com)小编为大家整理,主要介绍了捻度机(粗纱工序机械波分析)相关的知识,希望对你有一定的参考价值。
捻度机(粗纱工序机械波分析)
机械波是由于纺纱机械上存在缺陷或故障(如粗纱工序罗拉偏心、齿轮缺齿、齿面磨损、胶辊、胶圈转动不良等)造成纱条上出现周期性不匀,反映在波谱图上呈“烟囱”状。存在机械波的粗纱致使成纱均匀度下降乃至布面产生条阴,产品质量恶化,因此,生产中要高度重视机械波的产生,深入研究各类机械波产生的原因,以便及时排除故障,保证产品质量。
1.粗纱工序机械波分类及产生原因
粗纱工序机械波一般有两类:第一类为粗纱工序机械传动部位出现问题引起的,称为一般类型机械波;第二类为粗纱工序假波,此类假波又分为由于粗纱捻度过高引起的高捻度波和粗纱变周期波等。
1.1 一般类型机械波
粗纱工序此类机械波一般分为三种:一是由前罗拉在牵伸过程中引起的罗拉机械波;二是由胶辊、胶圈在牵伸过程中引起的胶辊、胶圈机械波;三是齿轮运转不良或齿轮磨损引发的机械波。现以FA423A型粗纱机为例,根据其传动图(见图1)计算粗纱机常见机械波波长。设其中任何一部件出现问题都是由每转1周使纱线产生1次粗细不匀,且都固定到系统的输出端(前罗拉)进行分析。
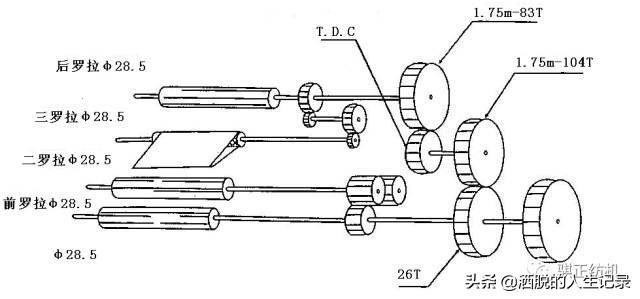
图1 FA478 型粗纱机牵伸传动图(皮圈厚度为1.4mm)
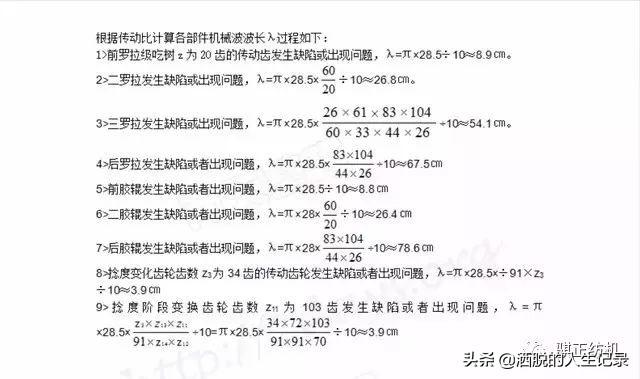
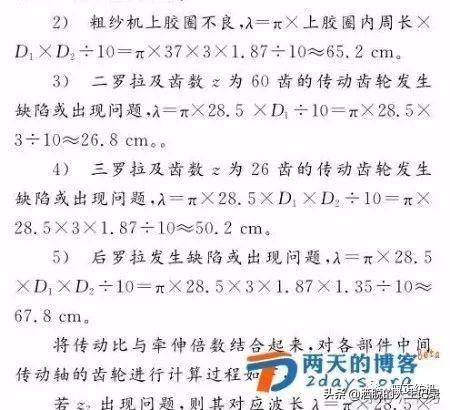
若各部件产生波长的计算值与波谱图上波长值接近,就可以确定机械波产生原因。以上机械波均为有害机械波,生产中一定要高度重视。
1.2 粗纱工序特殊机械波
粗纱工序特殊机械波可分为粗纱的假捻效应波、粗纱的变周期波和粗纱的捻度效应波三种。在生产实践中,一般情况下测试粗纱条干时,经常会出现这类机械波,此类机械波是设备固有的,不是由于机械缺陷造成,经过细纱工序牵伸拉直即可消除,对产品质量没有危害,所以称之为假波;但极个别情况下也会由于机械缺陷影响到细纱质量,因此要注重分析跟踪试验。
1.2.1 粗纱的假捻效应波
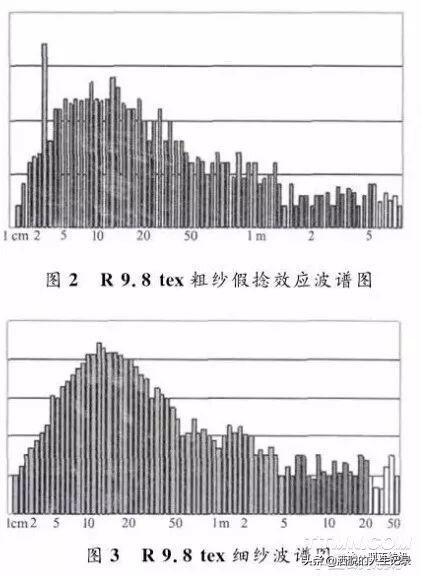
粗纱从前罗拉输出,进入假捻器经导孔穿入引纱臂绕到筒管上,假捻器随锭翼高速回转时借助摩擦力和阻力使其纱线绕轴线转动,从而使纱线获得假捻。周期性不匀波长λ=粗纱机出条速度(m/min)/粗纱机的锭翼转速(r/min),粗纱假捻效应波波长一般在2cm~3cm,见图2。经测试R9.8tex粗纱波谱图上2.2cm处机械波经过60倍细纱牵伸后,在细纱波谱图上2.2cm×60=132cm左右处看不出“烟囱”,见图3,即对细纱无影响。
在实际情况下,由于粗纱机前后排纱路有些差异,使用假捻器材质的不同,所反映的假捻效应波程度也有所不同。特别注意的是,若假捻器严重损伤、安装不当,就会出现类似的“假捻效应波”,但这类“假捻效应波”对细纱工序有一定的影响。消除该影响的方法为确保假捻器安装良好,假捻器完好无裂痕,锭翼臂无挂花。
1.2.2 粗纱变周期波
粗纱变周期波的特点是波长等于粗纱管纱的周长。随着粗纱管纱退绕直径的减小,粗纱“烟囱”逐渐向左移动,在波谱图上波长呈现从大到小的变化,此机械波即为粗纱工序假波之卷绕波,产生原因有三点:一是条干仪粗纱架转动过程中引发意外牵伸;二是来自于相邻两层粗纱间的相互挤压;三是粗纱架晃动造成的机械波。
生产实践中测试R9.8tex粗纱条干时,经常出现20cm~38cm机械波,刚开始怀疑其产生原因为中罗拉或二胶辊出现问题,因为中罗拉或二胶辊部位有缺陷在波谱图上27cm位置出现“烟囱”,实际查找没发现任何故障,随后又测试了大、中、小纱,发现机械波是变化的,且用这些粗纱纺细纱测试均正常。
为了查明原因,分别取大、中、小纱,先测量其周长,后进行条干测试,发现机械波波长与粗纱周长基本吻合,经分析认为该类机械波是在测试粗纱的过程中随粗纱管纱退绕时直径不断减小而产生周期性不匀所引起的,其波长与粗纱退绕时卷装周长相吻合。如:粗纱满纱管直径12cm、中纱管直径8cm、小纱管直径5cm,计算机械波波长:满纱管为12×π=37.68cm,中纱管为8×π=25.12cm,小纱管为5×π=15.70cm,与实际做出的波谱图基本吻合,通过调整粗纱架,机械波得到缓解。
消除该类机械波需保证条干仪粗纱架杆芯与其套筒的轴向同心,转动灵活;测试前将粗纱架立杆固定好,避免粗纱退绕时引起粗纱筒管的晃动;测试前要做好粗纱筒管高度和检测导纱轮平齐的定位工作,并且与条干仪保持一定距离,以保证粗纱测试过程中有均匀一致的张力。特别注意的是,粗纱卷绕波并不一定完全是假波,若粗纱机锭子偏心,锭子轴承磨损,锭子、锭翼、筒管偏心运转等均会产生有害的卷绕波,因此,要通过观察分析,必要情况下需通过跟踪细纱试验来判断。
1.2.3 粗纱的捻度效应波
粗纱加捻后形成的真捻产生的周期性粗细不匀的问题,称“捻度效应”。每个捻回导致粗纱上产生2个粗细不匀,每个粗细不匀对应机械波波长λ=0.5×100cm,式中up为粗纱前罗拉的出条速度(m/min),n为粗纱机锭翼转速(r/min)。粗纱的捻度效应波一般约在1cm处出现,比较弱。
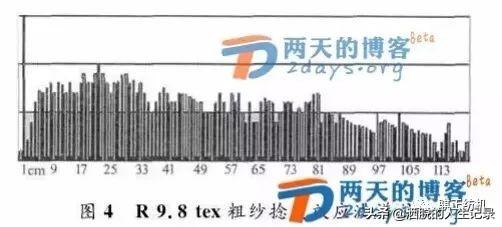
生产实践中,R9.8tex粗纱前罗拉的线速度为24.2m/min,锭翼转速为800r/min,条干测试波谱图上出现机械波,波长λ=0.5××100=0.5××100=1.51cm,见图4。对粗纱1.51cm处的捻度效应波跟踪细纱试验,经60倍细纱牵伸后,在细纱波谱图上约91cm处没有出现“烟囱”,因此不会影响成纱质量,见图5。
但个别较强的波也会影响成纱质量。消除该类机械波需微调粗纱捻度,同时应适当提高细纱牵伸倍数。工艺技术人员在实际生产中,可以针对所纺品种、设备、工艺参数计算出各个传动罗拉、齿轮等部件相应的机械波波长,便于快速解决问题。
粗纱工序机械波分析方法
2.1 机械波有固定的波长而且常伴有谐波。
对照波谱图进行分析,找出基波,如果出现多柱机械波时,若波长之间存在倍数关系,即存在谐波,一般从最大波长的机械波开始分析。在分析一系列机械波波谱时可借助不匀率曲线图,有助于快速确定基波波长,两者相互结合可取长补短,然后展开分析。
2.2 判断机械波。
纱线周期性不匀反映在波谱图上为“烟囱”的高度,根据“烟囱”凸出的高度与相应的正常波谱图幅度作比较来判断其是否为有害波。当凸出高度大于正常波谱图幅度的一半时为有害波;当凸出高度小于正常波谱图幅度的一半时可不予考虑。当出现双柱机械波时应把2个高度相加,再与正常波谱图高度对比,然后考虑是否有必要进行分析解决。
2.3 根据出现波长位置判断是否属于假波,假波排除后找出产生机械波的原因。要注意有些机械波不一定是假波,需要进行试验判断。
2.4 根据出现波长与预先计算好的各部件机械波对照,确定机械波产生部位。
2.5 处理问题或更换备件测试验证。
3粗纱工序机械波分析中应注意问题
3.1 不宜以1张波谱图异常就急于下结论,而应重复试验2~3次,当波谱图上出现同样问题才可确认,然后展开分析。
3.2 计算波长值与实测值不需要严格对应,允许差异应不大于15%。因为在实际牵伸过程中存在滑移使牵伸倍数比设定值小,即实测波长偏小;纺纱过程的意外牵伸会使实测波长偏大。
3.3 注意综合分析,跨工序分析。当多台车出现同样的故障时,问题不一定发生在本工序,也可能是前道工序产生。如:生产过程中对2台R9.8tex粗纱取样测试,测试速度为50m/min,测试时间为2.5min,多次测试波谱图上均出现1m左右的机械波,此故障不是由粗纱工序引起的,而是由末道并条工序引起的。
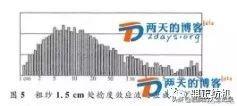
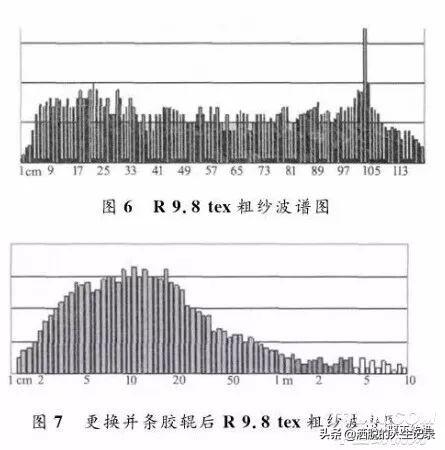
3.4 分析过程中,必要时应进行模拟试验来对比验证。在测试追踪末道并条工序前胶辊约14cm处存在机械波的棉条,经粗纱7.44倍牵伸,在粗纱波谱图上7.44×14cm≈1m处存在机械波,见图6;更换并条胶辊后,测试棉条波谱图正常,对应粗纱测试波谱图1m处机械波消失,见图7。
结语
分析粗纱工序机械波产生部位的方法较多,借助不匀率曲线图分析波谱图可快速确定基波波长并展开分析,要注意利用波谱图分析机械波产生部位时,与实测波长不是严格一一对应,存在一定范围的允许误差,因此只能缩小故障发生的查找范围;对粗纱工序特殊机械波的分析,应注意多种故障同一种表现的可能性,做到具体观察、分析、并跟踪测试验证,在实践中不断总结积累经验,达到稳定控制成纱质量的目的,从而避免织物质量下降,提高企业经济效益。
相关参考