捏合机的工作过程(双螺杆挤出机的历史:80年前,这个小小的发明改变了世界)
Posted
篇首语:在劳力上劳心,是一切发明之母。事事在劳力上劳心,变可得事物之真理。本文由小常识网(cha138.com)小编为大家整理,主要介绍了捏合机的工作过程(双螺杆挤出机的历史:80年前,这个小小的发明改变了世界)相关的知识,希望对你有一定的参考价值。
捏合机的工作过程(双螺杆挤出机的历史:80年前,这个小小的发明改变了世界)
整整80年前,塑料工业发生了一件大事——用于聚合物加工的双螺杆挤出机诞生了!
80年后,双螺杆挤出机在许多行业得到了广泛的应用。例如:高分子合金共混、PVC管材、食品工业、医药工业等。在共混改性工业中,最常见的是啮合同向旋转双螺杆挤出机(twin-screw extruller或TSE)。接下来,我们将讨论双螺杆挤出机的发展。
一个从单到双,应用范围大大提高
早在19世纪中叶,挤出机就已广泛应用于工业生产中。但当时的挤出机都是单螺杆挤出机,主要用于瓷土、橡胶、食品等行业三个方面。研究发现,单螺杆挤出机输送物料的效率受介质本身流变特性的影响很大,且物料在螺杆槽根部滞留严重,因此发明家们一直在努力我们正在寻找解决这些问题的办法。

Jean Francisque Coignet
(1835 –1902)
19世纪60年代,法国采矿工程师让·弗朗西斯克·科涅特(Jean-francisque coignet)提出了一种运输和处理、粘土的设备,并于1869年获得美国专利。上升一开始,他把这个装置称为malaxator。
逊毙了,对吧?然而,他是世界上第一个提出真正的双螺杆挤出机的人。双螺杆挤出机的发明大大提高了挤出机在工业生产中的应用中被提升了。当然,改进还在继续。
两个历史转折
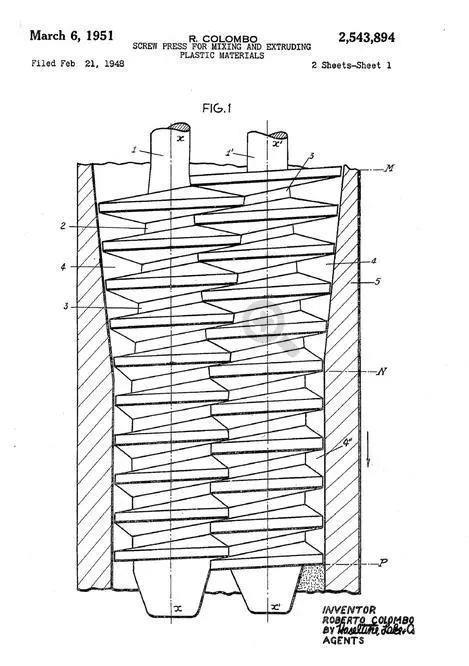
双螺杆挤出机取代液压机80年前的1938年,意大利LMP公司的创始人罗伯托·科伦博(Roberto Columbo)首先制造了一台用于聚合物加工的双螺杆挤出机,并用它制造PVC管。
这是一个历史性的时刻!因为以前,PVC管是用液压机压制的。从那一刻起,液压机开始被双螺杆挤出机所取代。这只是双螺杆挤压机第一次试机。
1939年,科伦坡改进了双螺杆挤出机,最大直径为109mm。同年,他赢得了第一个客户Ig faben。双螺杆挤出机开始发展 市场认可度。但此时,双螺杆挤出机的制造和应用还没有达到科学的高度,可以说应用远远超前于理论。
在此当中需要继续改进和克服另一个问题
直到20世纪40年代,一个由数学家、物理学家、工程师和一组机械专家组成的小组才开始在德国萨克森-安哈尔特的Ig工厂系统地研究这类问题啮合同向旋转双螺杆挤出机。其中包括著名的w.梅斯卡特、盖伯格和鲁道夫·埃尔德曼格。不会念这些名字吗?没关系。看个大概意思。)他们的任务是开发一种可以用来处理高粘度体系混合问题的化学设备。

R. Erdmenger
(1911-1991)
二战后,这家公司解散了。这项工作在德国勒沃库森的拜耳公司继续进行。1948年,R.erdmenger领导了一个由10-15名成员组成的小组
主要任务是开发拜耳公司的化工流程。
众所周知,单螺杆挤出机最大的缺点是其输送能力与输送介质的流变特性密切相关。为了克服这一问题,他们再次把重点放在同一方向的啮合上双螺杆挤出机。
技术突破,首次批量生产聚合物共混挤出机
20世纪50年代,随着多年的研究积累, w.meskat和r.erdmmenger对双螺杆挤出机的一些关键参数进行了定义和整理,使挤出机的理论研究进一步深入标准化。以下是几项专利之一。可见,当时的挤出机主要由单头部件组成,啮合部件的应用也在专利中公开。
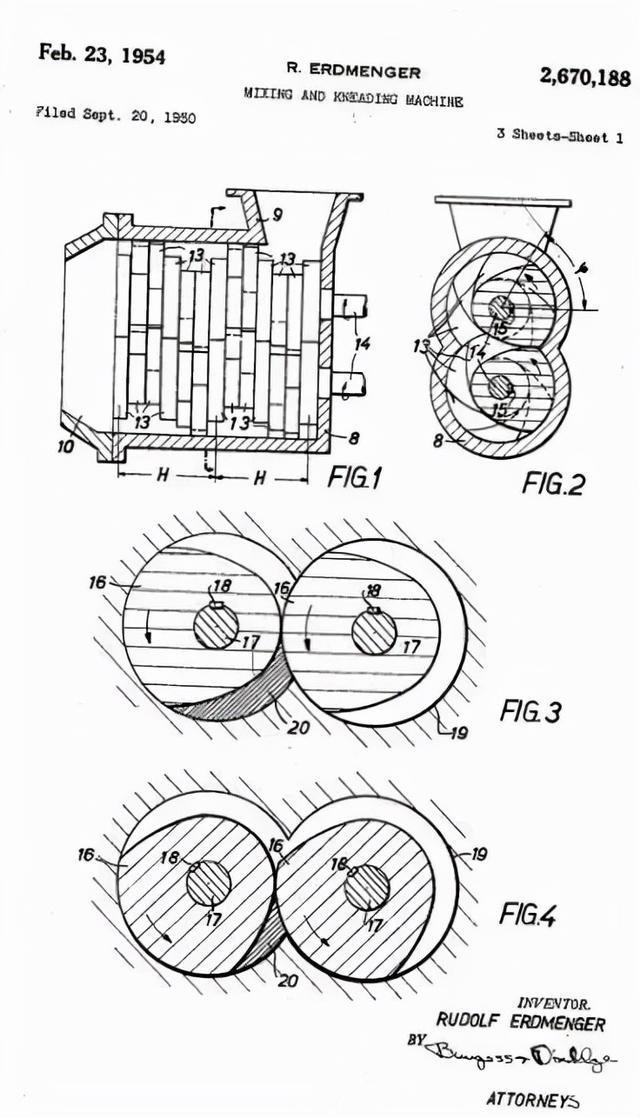
R、 Erdmenger搅拌捏合机(1954)
1957年,获得生产许可证的WP公司推出了第一台共混双螺杆挤出机ZSK系列。ZSK是德国人zweiwellige knetscheiben schneckenpress的名字简称“双轴啮合圆盘挤出机”,也介绍了可以进行自由组合的挤出机。这台挤出机很快就投入了批量生产。
超限增产
与同期的单螺杆挤出机相比,WP公司推出的ZSK机型在产量上没有太大优势,这主要受到变速箱设计和加工工艺的限制,更准确地说是轴向推力的限制轴承极限。
因为一旦确定了双螺杆的中心距,轴承就需要在有限的尺寸内提供足够的推力。同时,电机的转矩应均匀分布在两个螺钉上。这是在结构中计算、选材、热处理和制造都非常困难。
限制产量的另一个主要因素是比扭矩。比转矩是指挤出机在单位空间容积内所能提供的转矩极限,它往往决定着挤出机的生产能力
定量性能:在相同螺杆直径下,扭矩越大,输出功率越高。事实上,比转矩越高越好,因为挤出机过程是一个复杂的系统,比转矩越高意味着生产能力越高,代表单位机械能越低,产品的最终熔化温度也越低与低比转矩装置相比,比转矩减小,但也给混合质量和脱挥效率带来不利因素。因此,用户必须考虑如何平衡这些参数。
20世纪60年代以来,随着聚合物加工领域的日益普及,随着市场的需求,挤出机的参数也在不断提高。人们意识到他们想制造更好的产品
在一定的搅拌质量要求下,缩短停留时间,降低熔体温度,提高生产率是必要的。
螺杆挤出技术的过去、现在和未来可以看出双螺杆挤出更像一门艺术,而不仅仅是一门技术。
相关参考
浆料捏合阶段为什么要转速慢(金仕德双螺杆挤出机核心配件助力锂电池浆料制备)
极片文章来源自:高工锂电网2020-06-1709:15:35阅读:7锂电池极片制备的好坏直接影响电池性能,进而对极片浆料制备的设备和工艺提出了极高的要求。锂电池正、负极浆料的制备都包括了液体与液体、液体与固体物料之间的相互...
平行双螺杆65b型挤出机(塑料造粒机全套设备本机组的工作原理)
...套设备本机组的工作原理双阶PVC造粒机本机组由SHJ/KTE-65双螺杆挤出机和SE-150系列单螺杆挤出机等单机组成。 一)物料由捏合型双螺杆喂料机喂入双螺杆挤出机,玻璃纤维可由第五节机筒的玻纤入口喂入双螺杆挤出机。双螺...
新料软质pvc造粒机设备(塑料造粒机全套设备本机组的工作原理)
...套设备本机组的工作原理双阶PVC造粒机本机组由SHJ/KTE-65双螺杆挤出机和SE-150系列单螺杆挤出机等单机组成。 一)物料由捏合型双螺杆喂料机喂入双螺杆挤出机,玻璃纤维可由第五节机筒的玻纤入口喂入双螺杆挤出机。双螺...
橡胶的挤出工艺是胶料在挤出机螺杆的挤压下,通过一定形状的口型(中空制品则是口型加芯型)进行连续造型的工艺过程。使用再生胶生产力车胎面胶、胶管、胶带等具有复杂断面形状或空心的橡胶制品时,需要选择挤出成型...
橡胶的挤出工艺是胶料在挤出机螺杆的挤压下,通过一定形状的口型(中空制品则是口型加芯型)进行连续造型的工艺过程。使用再生胶生产力车胎面胶、胶管、胶带等具有复杂断面形状或空心的橡胶制品时,需要选择挤出成型...
挤出机的性能(选购高性能的双螺杆挤出机,其核心硬件技术还得看这两个部分)
...花了眼,却不一定清楚挤出机的核心关键是什么。其实,双螺杆挤出机所有的技术进步主要集中在传动部分和挤出部分,只有在这两个部分将硬件核心技术与软件核心技术相结合,才能打造出最具性价比和竞争力的现代化同向双...
...出成型工艺,就是多种固态硅胶料通过两台或者多台硅胶挤出机的单螺杆与壁筒之间的作用,经过挤出模具共挤制出多色形状各异的硅胶条的工艺过程。多色硅胶条挤出成型工艺为了挤出成型之后的多色硅胶条不变形,所以得进...
...入混合机中进行混合,并切成条宽的条状,通常不要超过挤出机进料口的宽度。挤出机启动时,打开冷[却]水阀,让橡胶条从强制进料装置自然进入挤出机的料筒,再通过螺杆的旋转向头部移动,在此期间,物料由冷[却]装置控...
挤出机螺杆怎么拆出来最快(挤出机螺杆和料筒的受损原因及其修补方式)
挤出机螺杆和料筒的受损原因是什么?挤出机螺杆如何修复?请看下面的文章!挤出机螺杆和料筒这两个零部件的构成工作质量,对原材料的熔融、产品的品质和工作效率,都是有关键干扰。两者的工作质量与两个零部件的制作精密...
...杆挤出机在杆子上工作的机器人。与单螺杆挤出机相比,双螺杆挤出机能使熔体混合更充分,因此应用更广泛。结构特点:分体式平行双螺杆挤出机的显著特点是筒体可分体式,螺杆与筒体内套可任意组合。分体式枪管:过去双...