挥发性冲剪油(模具跳屑原因及改善对策)
Posted
篇首语:壮心未与年俱老,死去犹能作鬼雄。本文由小常识网(cha138.com)小编为大家整理,主要介绍了挥发性冲剪油(模具跳屑原因及改善对策)相关的知识,希望对你有一定的参考价值。
挥发性冲剪油(模具跳屑原因及改善对策)
前言:我们在冲压生产过程中,尤其是高速生产过程中,经常碰到像跳屑这种烦心事,冲压工打不了几个货就因为跳屑打坏产品而停机,如果是小的跳屑产生了,冲压工又没发现,那么压伤的产品混在好的产品里造成混料,挑选又浪费时间,不挑选的话,把混料的产品全部 倒掉太浪费物料了。真是让你欲罢不能,十分烦恼!如果是大一点的跳屑就直接把料带压坏了,造成送料不过甚至打爆镶件或模具,那就更加糟糕了。
基于以上情况,我们只能停下机来,仔细分析跳屑原因,找到解决跳屑的对策。
内 容:
跳屑的定义
跳屑产生的原因
解决跳屑的对策
跳屑的定义:
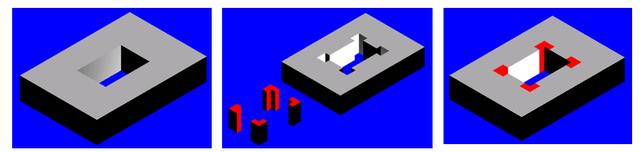
高速生产中的模具,下料剪切完成后,本应留在刀口里面的料片却跳出落到模面上的现象,称之为跳屑.(如图一)
跳屑产生的原因:
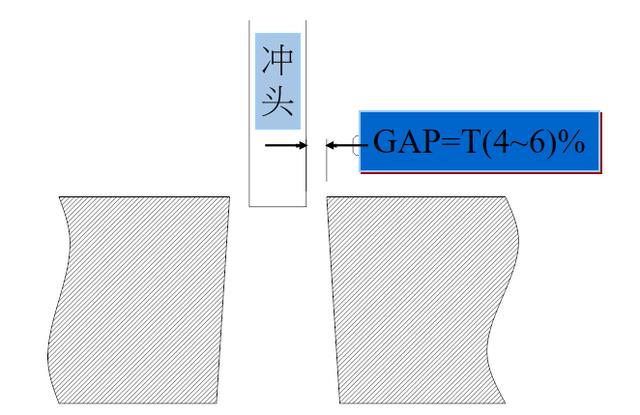
1.刀口间隙太大.
A.设计段确定刀口间隙不当.(合理间隙为材料厚度
的4%~6%),即GAP=(4%~6%)t.(如图二)
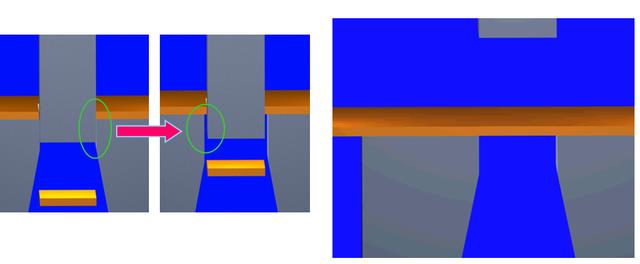
B.模具很顺畅的情况下,由于料片与刀口的内面来回
摩擦次数多,而把刀口的内面磨损,造成刀口的间隙大.(如图三)
2.冲头的长度太短及冲头与料片接触面太大.
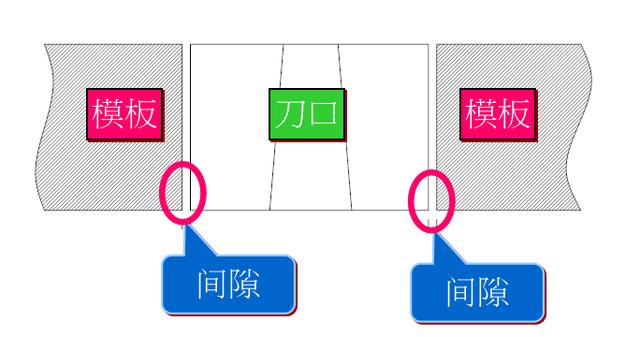
3.刀口的松动.(如图四)
4.冲切油加得太多或冲切油粘度太大.
5.料片的形状及重量. 一般料片的形状越简单(如圆形,方形 ),就越容易产生跳屑; 重量越轻,也就越容易产生跳屑.
6.材料机械性能的影响. 若材料钢度好,硬度好,就越容易产生跳屑.
7.新刀口或刚研磨过的刀口容易产生跳屑.
8.冲头带磁性,对料片产生吸力而产生跳屑.
解决跳屑的对策:1.由于刀口间隙大而产生跳屑的五种类型:
A.设计段把刀口的间隙设定下限值.即GAP=(4%~6%)T.
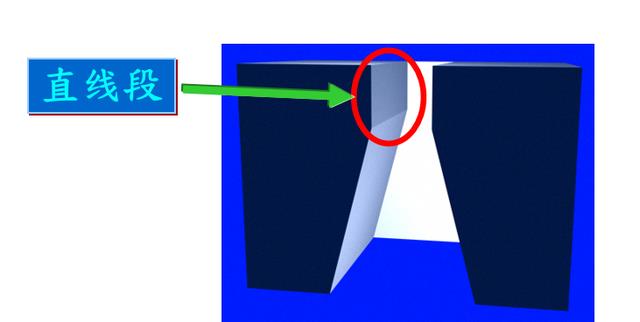
B.把刀口形式设变为刀口的上部有3-5mm的直线段, 下部加工成稍大的斜度(0.5°-1.0°), 增强刀口耐磨性. (如图五)
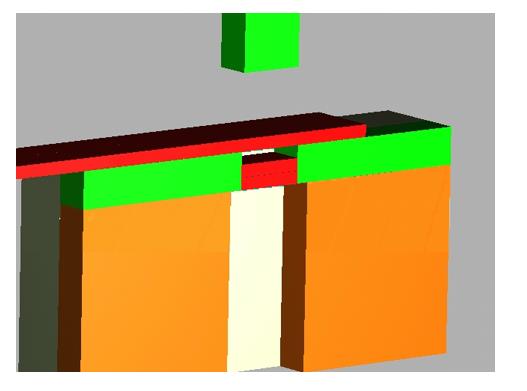
C.把刀口由整体式设变为分体式. (如图六)

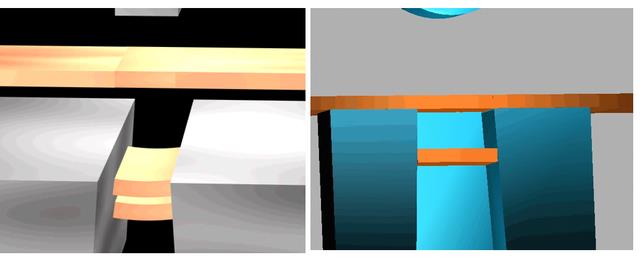
D.把刀口的厚度设变为3-5mm, 便于料片及时脱落,减少跳屑机会. (如图七)
E.刀口的内宽加工成比料片的长度小0.02-0.04mm, 使料片呈弯曲状卡在刀口里面, 防止跳屑.( 如图八)
2.因冲头长度不够而产生跳屑:
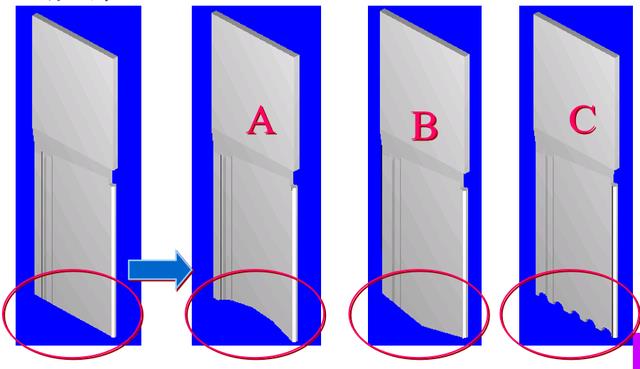
把握一个原则:按图面要求. 但 对于冲头与料片接触面积太大所造成的跳屑, 可改变冲头形状. (如图九) 以减少接触面积.
3.对刀口松动产生的跳屑, 其永久性对策是把模板的框口加工成可换式. (如图十)
4.冲切油加得太多产生的跳屑. 对策为: 规定滴加油办法,执行层确实执行. 冲切油粘度大, 可选择稍挥发性的冲切油.
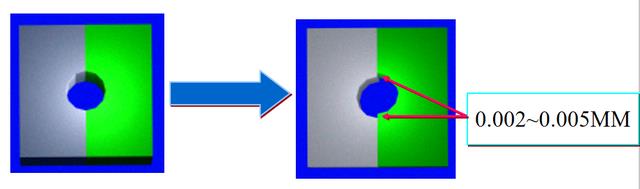
5.对于因料片形状简单而产生的跳屑 ,对策为:
A.人为将料片形状复杂化.
B.对于圆形料片,模具设计时可以把组成圆形的两个半圆心位置互相错开0.002~0.005mm. ( 如图十一)
6.对于新换刀口及刚研磨过的刀口产生跳屑对策为:
A.在刀口的棱角处用铜片来回刮.
B.用鉆石膏抛刀口棱角.
7.对于因材料硬度大. 料片重量轻所产生的跳屑. 对策为:
A. 借助一些辅助设备, 如披覆机披覆刀口,叠料检出装置检出跳屑, 吸料装置吸落料片.
B. 冲头退磁处理,冲头加上吹气装置, 冲头上加顶料销等.
相关参考
挥发性防锈冲剪油(防锈液、防锈油、防锈漆别傻傻分不清,一字之差,效果却千差万别)
点击上方“机械设计一点通”关注我们,每天学习一个机械设计相关知识点日常生活中金属制品越来越多,腐蚀是使金属制件破坏的主要形式之一,对汽车、摩托车以及各种车辆、机械、建筑结构等造成很大的损失。据统计,每...
折弯五金配件(五金连续冲模之冲裁,折弯成形常见不良及其改善措施,值得借鉴)
...提高刃口段光洁度⑤对冲子结构作重新设计⑥对铁材产品模具备品须退磁干净⑶细小废屑:(常见于有撕破的模具,有重切时尤为时显,821-220模)⑷大片废屑的
一般来说, 防锈油的外观都是红褐色。防锈油由油溶性基础油,抗蚀剂和一些添加剂等组成。在防锈油中比较常用的抗蚀剂有脂肪酸、环烷酸铅、环烷酸锌、石油磺酸类, 包括: 石油磺酸钠, 石油磺酸钡, 石油磺酸钙、也有含...
一般来说, 防锈油的外观都是红褐色。防锈油由油溶性基础油,抗蚀剂和一些添加剂等组成。在防锈油中比较常用的抗蚀剂有脂肪酸、环烷酸铅、环烷酸锌、石油磺酸类, 包括: 石油磺酸钠, 石油磺酸钡, 石油磺酸钙、也有含...
一般来说, 防锈油的外观都是红褐色。防锈油由油溶性基础油,抗蚀剂和一些添加剂等组成。在防锈油中比较常用的抗蚀剂有脂肪酸、环烷酸铅、环烷酸锌、石油磺酸类, 包括: 石油磺酸钠, 石油磺酸钡, 石油磺酸钙、也有含...
...主要原因是材料分解。材料分解主要是因为高速注射时,模具型腔内的气体温度升高,从而造成流动前端的塑料材料分解或碳化。所以重点是如何降低注射速度和排气。三、模具原因分析(1)模具排气不畅造成氧化而降解。解...
...主要原因是材料分解。材料分解主要是因为高速注射时,模具型腔内的气体温度升高,从而造成流动前端的塑料材料分解或碳化。所以重点是如何降低注射速度和排气。三、模具原因分析(1)模具排气不畅造成氧化而降解。解...
模具卡模怎么处理(五金模具常见十大问题及解决对策,请转给每一位需要的模具人)
...见的冲压不良现象其产生的原因及处理对策分析如下,供模具维修人员参考。1.冲件毛边(1)原因:a、刀口磨损;b、间隙过大研修刀口后效果不明显;c、刀口崩角;d、间隙不合理上下偏移或松动;e、模具上下错位。(2)对策:a、...
1.常用解决成型、拉伸起皱方法:加筋、加大压料力、调坯料、分步成型、改变成型接触方式、做余肉改造型、拉伸时凹模做浮动压块2.常用解决成型、拉伸开裂的方法:降低拉延深度、加料侧切、改变冲压方向、做预储料、凸...
广泛电冲剪(联合冲剪机、液压冲孔机、多功能液压联合冲剪机的模具厂家)
联合冲剪机河南省艮通工程机械有限公司始建于1998年,是专门从事为工程建筑矿山、隧道桥梁、地铁涵洞、水电工程、地下工程及煤炭高沼矿井巷道等行业混凝土机械的设计研发革新,生产销售服务为一体的高新科技企业。公...