挤压成型的缺点(挤出失败?成品缺陷?医疗TPU加工前请这样干燥)
Posted
篇首语:知识的奇特就在于:谁真心渴求它,谁就往往能够得到它。本文由小常识网(cha138.com)小编为大家整理,主要介绍了挤压成型的缺点(挤出失败?成品缺陷?医疗TPU加工前请这样干燥)相关的知识,希望对你有一定的参考价值。
挤压成型的缺点(挤出失败?成品缺陷?医疗TPU加工前请这样干燥)
虽然PVC是一种在亚洲医械市场上非常常用的材料,但其实这种材料在世界上许多其他地区已经被淘汰,因为含PVC的医疗器械在常规使用和废弃处理时会释放出有害的化学物质。使用含PVC的医疗器械进行治疗时,邻苯二甲酸酯会迁移到医疗导管或输液袋内的药液或血液中对人体产生副作用,如殖系统发育问题、肝脏问题等。欧洲无害医疗组织(HCWH)已采取措施让患者远离含PVC和DEHP的医疗器械。
随着行业技术的进步,TPE/TPU作为一种医用材料受到越来越多的重视,各种医用热塑性弹性体迅速被开发出来。医用TPE/TPU材料的生物性能、机械性能以及加工性能均与PVC相当,甚至更加优异,同时无毒,且不需要添加助剂进行加工。具有良好的延伸性和抗挠曲性,强度高、耐磨损,生物相容性好、无致畸变作用、无过敏反应,血液相容性、抗血栓性能好,且不损伤血液成分,同时TPE/TPU具有优异的物理机械性能和加工性能,使其在医疗领域得到广泛应用。
为什么说加工前一定要干燥TPU
1.TPU具有较强的吸湿性
TPU(thermoplastic polyurethanes热塑性聚氨酯)是一个由硬和软段的交替序列组成的嵌段共聚物(见图1) 。它的化学结构由硬段和软段组成, 软段提供材料的柔韧性,硬段提供其热塑性、加工性和强度。硬段和软段的比例可以被设计,所以TPU有着较为广泛的硬度范围(路博润常用的医疗级TPU的硬度范围为邵氏62A到邵氏87D)。

图:TPU软硬段组成示意图
从TPU结构上来看,其硬段具有较强的吸湿性,大多数聚氨酯在暴露于大气环境时最多吸收3%的水分(吸水型TPU更高),并且一般来说硬度越大吸湿性越强。常规聚醚和聚酯型TPU在不同湿度环境下的含水率(如图2),环境的温度越高、湿度越大, TPU的吸水量越大。

图:聚醚型和聚酯型TPU在不同条件下的水分吸收率
2.TPU在高温加工过程中
水分的出现会加速分解反应;如图3所示的反应会导致聚合物链分解成胺和二氧化碳。医疗级TPU由于不添加耐水解剂以及在抗氧剂种类和数量上的限制,这一反应过程尤为突出。

图:高温时TPU在水分存在的条件下的分解机理
加工前务必对医疗级TPU进行充分干燥
TPU树脂在成型过程中,过量的水分会导致成型的零件产生气泡和其他缺陷。在加工TPU 之前,必须对TPU进行充分的干燥,使水分的含量降低到一定的限度(< 0.02%),以避免出现以下问题:
① 水分较高时,主链断裂,分子量的减少
② 机械性能损失(见表1)
③ 最终产品的缺陷:表面缺陷(晶点、气泡等)
④ 加工过程中的压力波动(尺寸不稳定)
表 水分含量对典型的 80ATPU加工后的机械性能的影响

图4是TPU在不同水分含量下树脂压力随温度升高而降低的示意图。可以看出当含水量超出树脂的推荐加工温度限度时,压力迅速下降。在某种程度上挤出压力的变化情况也可以作为TPU树脂水分含量的一个指标,压力变化快意味着水分含量高。挤出压力的变化太快,就很难进行稳定的挤出生产,导致制品的尺寸稳定性差。

图:湿度对TPU加工性能的影响
同时水分含量也决定着TPU加工的时间窗口。图5显示了芳香族TPU降解过程中温度和时间的关系。其在水分含量较高和较低时的开始降解温度为150℃和180℃,和水分有很大的关系。由于大多数芳香族TPU的加工温度都高于180℃, 含水量大于0.15%时的TPU在180℃时开始降解的时间窗口只有不到5分钟;而低含水量(< 0.05%)的TPU的稳定时间为25分钟,所以TPU材料加工前需要彻底干燥,以保证加工过程中不分解。

图:TPU含水量对降解时间的影响(芳香族TPU)
常用的干燥设备
除湿干燥机
除湿干燥机的原理是在对树脂用加热的“干”空气的闭环循环。干燥出来的水分释放到经过的热空气中。“湿”空气随后通过干燥剂分子筛材料,这种材料能够从循环空气中吸收水分,使之“干燥”。有两种形式的干燥系统,一种是干燥床系统(见图6),另一种是干燥轮系统(见图7)。

图:2型干燥床除湿干燥机原理图
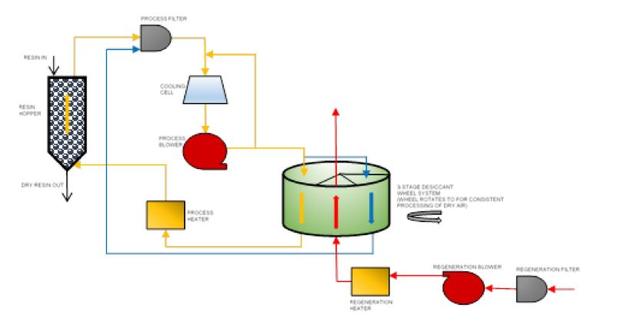
图:轮式除湿干燥机原理图
露点仪和校准
除湿干燥机的规格将给出它在最佳状态下可能达到的最低露点的指示。如果露点大约零下40°C,这样的除湿干燥机是具备干燥医疗级TPU的能力的。
露点测量的准确度随时间的推移而迅速下降。露点表需要经常校准,尤其是连续使用时。偏差与实际发生的情况相反(也就是说,测量的露点读数会随着时间而降低) 。事实上,随着干燥剂的老化,它的效率会降低,真正的露点会上升(见图8) 。

图:干燥机实际露点与实测露点差异的例子
干燥医疗级TPU的打开放式
1.测试水分含量
可以使用简单的精度为0.001%重量损失水分分析仪来测定(图1)。建议取10g左右的树脂在145℃ 10分钟的条件下使用水分分析仪来快速测定TPU中的水分含量。
由于医疗级TPU有生物安全性能的要求,在配方上和工业TPU有较大的区别,很多加工助剂是限量添加甚至禁止添加的,所以医疗TPU的加工对含水率的控制要求更高。为了达到最优异的化学、物理和其他加工性能,医疗级芳香族和脂肪族的TPU推荐的含水率分别小于0.03%和0.05%。
2.充分考虑四大基本参数
在加工过程中可接受的水分含量主要取决于加工温度、熔融TPU在设备内的停留时间等因素:
(1)温度
合适的干燥温度可以使水分子在TPU中形成分子间的氢键断裂,从而释放出水分。较高的温度可以更快的干燥树脂,但过热可能导致氧化/或热降解。
(2)露点
干燥设备中的露点仪为干燥设备是否有足够干燥的空气提供指示,空气会在粒子周围产生低的蒸汽压,可以把水分吸引到粒子的外面。
(3)时间
TPU树脂需要足够的时间才能完全干燥。TPU的干燥时间取决于树脂成分、露点、含水量和干燥温度。
(4)气流
干燥机能够在干燥机料斗中提供足够的气流,有效地将树脂加热到指定的干燥温度。我们推荐干燥机的空气露点为零下40°C,干燥能力根据生产的需求进行匹配。
知识点总结
(1) TPU树脂的干燥时间取决于干燥的温度和开始时的温度;
(2)TPU树脂加工前请使用水分测量仪测量干燥的TPU树脂来确认水分含量,芳香族TPU小于0.03%、脂肪族TPU小于0.05%;
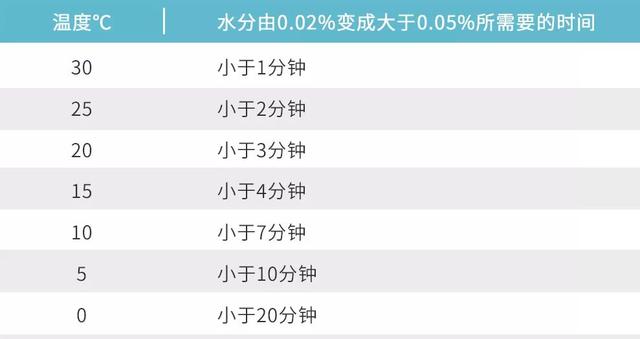
(3)保持干燥:确保干燥后的树脂需要暴露于干燥温暖的空气中。如果加工设备上没有保持干燥的料斗而是直接暴露于潮湿的空气中,树脂的水分将由0.02%变成大于0.05%所需要的时间和温度的关系见表1。
表:TPU的水分将由0.02%变成大于0.05%所需要的时间和温度的关系
相关参考
导读:1)为什么我要去研究铝挤压?对于大多数工程师来说包括我自己,最熟悉注塑和冲压,而对铝或者铝挤压就知之甚少。但我们看到的一个趋势是,铝或者铝挤压在各行各业的应用越来越多,使用铝挤压可以起到一个意想不...
伴随着科技进步的发展趋势,出现了这种新式的用以高聚物生产加工的塑料挤出机–多挤出机螺杆,尤其是双螺杆挤出机显得较为普遍。在双螺杆挤出机的结构中,采用了这种强制性将高聚物传至成型头的新机制。双螺杆挤出机...
...料挤出模具原理及模具分类介绍塑料挤出模具的基本原理挤压(extrude)一词由拉丁语“ex”(离开)和“trudere”(推)组成,品牌生动地描述了“压迫原材料根据模具成型”的挤压全过程。在生产加工过程中,中捷挤出模具通常会在挤...
...料挤出模具原理及模具分类介绍塑料挤出模具的基本原理挤压(extrude)一词由拉丁语“ex”(离开)和“trudere”(推)组成,品牌生动地描述了“压迫原材料根据模具成型”的挤压全过程。在生产加工过程中,中捷挤出模具通常会在挤...
中空吹塑机多层吹塑高阻隔性中空制品必将在中控制品领域内占的比例越来越大。多层吹塑制品不仅在食品包装工业发展很快,而且在化学品、化妆品、医药卫生及其它工业包装方面也迅速增长。多层共挤出中空塑料成型机在我...
液体硅胶涂覆(详细了解液态硅胶产品,优缺点与运用范围你想了解吗?)
...类环保、低碳、绿色的产品。主要加工工艺有注射成型,挤压成型、模压成型。硅胶拥有其他软胶类不可替代的优越性能,如:良好的弹性和防水防潮性,耐酸、碱等多种化学物质的侵蚀,不含任何有害物质,同时不容易变形;...
液体硅胶涂覆(详细了解液态硅胶产品,优缺点与运用范围你想了解吗?)
...类环保、低碳、绿色的产品。主要加工工艺有注射成型,挤压成型、模压成型。硅胶拥有其他软胶类不可替代的优越性能,如:良好的弹性和防水防潮性,耐酸、碱等多种化学物质的侵蚀,不含任何有害物质,同时不容易变形;...
挤压成型模具(北京欧倍尔研发:挤出机(挤出成型)虚拟仿真软件)
无论是在上班的路上,还是在外地旅游,我们每个人都会看到或者接触到一种环保材料——中空板。猜的没错的话,很多人就要问了:哈?你说每个人都看到或者接触过,怎么我都没听说过这个东西。那我就简单讲一下它用途在...
...气体压力使闭合在模具中的热熔型坯吹胀形成中空制品的成型方法,是汽车行业常用的塑料成型方法,工艺流程如图所示。吹塑工艺流程吹塑成型的主要形式有注射吹塑、挤出吹塑和拉伸吹塑三种,但拉伸吹塑不能独立成为一种...
挤出级树脂原料(聚四氟乙烯(PTFE)的成型技术的种类和方法)
PTFE主要有模压、液压、推压、挤压、喷涂、粘结、焊接及缠绕等常见的成型技术。前五种是用PTFE树脂直接加工成制品,后三种是用PTFE塑料板或薄带加工成各种制品。除此外还有滚压法、热成型法等成型方法。现简单介绍一下...