挤压式涂布机工作原理(锂电笔记→ 014 涂布基础)
Posted
篇首语:未曾哭过长夜的人,不足以语人生。本文由小常识网(cha138.com)小编为大家整理,主要介绍了挤压式涂布机工作原理(锂电笔记→ 014 涂布基础)相关的知识,希望对你有一定的参考价值。
挤压式涂布机工作原理(锂电笔记→ 014 涂布基础)
一、涂布工艺
涂布工艺是一种基于对流体物性的研究,将一层或者多层液体涂覆在一种基材上的工艺,基材通常为柔性的薄膜或者衬纸,然后涂覆的液体涂层经过烘箱干燥或者固化方式使之形成一层具有特殊功能的膜层。锂离子电池极片涂布的方式目前主要有逗号辊转移涂布、狭缝挤压涂布。
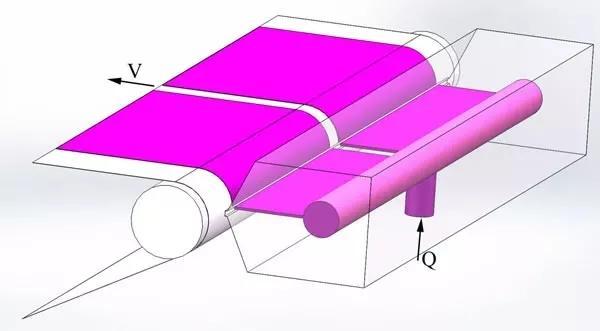
狭缝挤出式涂布示意图
二、涂布工艺的目的及意义
浆料涂覆是继制备浆料完成后的下一道工序,此工序主要目的是将稳定性好、粘度好、流动性好的浆料均匀地涂覆在正负极集流体上。极片涂布对锂电池具有重要的意义,主要体现在以下几点:
1、成品电池容量:在涂布过程中,若极片前、中、后三段位置正负极浆料涂层厚度不一致,则容易引起电池容量过低、过高,更易在电池循环过程中形成析锂,影响电池寿命。
2、电池的安全性:涂布之前要做好5S工作,确保涂布过程中没有颗粒、杂物、粉尘等混入极片中,如果混入杂物会引起电池内部微短路,严重时导致电池起火爆炸。
3、电池性能一致性:电池厂比较忌讳的是一批电池中,容量差异、循环寿命差异较大,所以在极片涂布过程中要保证极片前后参数一致。
4、电池寿命:浆料涂覆前后差异大、极片混入粉尘、极片左右厚度不均匀等等,都关系到电池电化学性能的优劣。
所以,该工艺对浆料涂覆的要求是:在浆料足够好的情况下,极片活物质前、中、后面密度保持一致,涂布过程中无杂质混入。
三、涂布系统
涂布设备主要由收放卷单元、供料单元、张力控制系统、涂布机头、烘箱等部分组成。涂布可以分为转移式涂布和挤出式涂布两种,两者各有优缺点。
转移式涂布:涂辊转动带动浆料,通过调整刮刀间隙来调节浆料转移量,并利用背辊或涂辊的转动将浆料转移到基材上,按工艺要求,控制涂布层的厚度以达到重量要求,同时,通过干燥加热除去平铺于基材上的浆料中的溶剂,使固体物质很好地粘结于基材上。
其优点是对浆料粘度要求不高,容易调节涂布参数,无堵料等,不足之处在对于动力电池来说涂布精度较差,无法保证极片的一致性。浆料在辊间暴露于空气中,对浆料的性质有部分影响。
挤出式涂布:上料系统将涂料输送给螺杆泵,再将浆料动力输送至挤出头中,通过挤出形式将浆料制成液膜后涂布至移动的集流体上,经过干燥后形成质地均一的涂层。其优点是涂膜后极片非常均匀且精度高,涂层边缘平整度高,密闭操作系统,不受异物影响,适合量产。其不足之处在于设备精度要求高,维护保养要求高,浆料粘度范围要求高,变换规格时需要更换新的垫片。
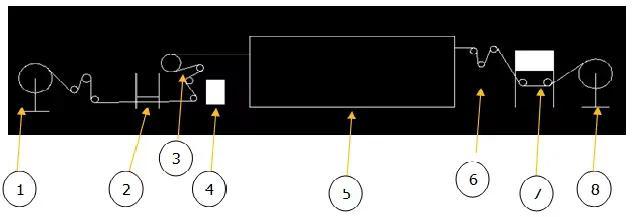
涂布示意图
①放卷机构(含放卷纠偏)
②操作平台
③模头(转移式、挤压式)
④过程纠偏(视觉检测+纠偏本体)
⑤烘箱
⑥收卷预纠偏
⑦面密度测试仪
⑧收卷机构
四、涂布工序KPIV&KPOV
挤压涂布关键输入参数KPIV:
- 涂布间隙
- 狭缝间隙
- 流道宽度
- 流量(泵速)
- 涂布速度
挤压涂布关键输出参数KPOV
- 面密度
- 尺寸
- 外观
- 粘接性
- 失重率
五、涂布工艺常见问题
涂布过程中减少涂布缺陷,提高涂布质量和良品率,降低成本是涂布工艺需要研究的重要内容。涂布过程中产生的浪费主要是初始调机(跟工艺员操作水平有关)、涂布中断箔、混入异物等,每次停机都将会产生一定距离的浪费。
在涂布中常常出现的问题是:原料污染、涂布工艺不稳定、操作不规范、干燥程序设置错误等,这些问题常常会造成极片出现以下问题:
1、点状缺陷:
主要来自于浆料内气泡和混入的异物。气泡可以来自搅拌中脱泡未完全、供料工作过程中或者涂布过程中。异物主要来自于操作时的失误或环境问题。
气孔:一是气泡产生(搅拌过程、输运过程、涂布过程); 气泡产生的针孔缺陷比较容易理解,湿膜中的气泡从内层向膜表面迁移,在膜表面破裂形成针孔缺陷。涂布过程中,浆料内部气泡喷涂在极片上,经过烘箱烘干时,气泡破裂,在极片上形成白色圆斑。此处活物质涂层较薄,在电池充放电过程中也最易造成微短路。
异物缩孔:各种颗粒(灰尘、油污、金属颗粒等) 产生。外来颗粒的存在导致颗粒表面处的湿膜存在低表面张力区域,液膜向颗粒周围发射状迁移,形成缩孔点状缺陷。预防措施主要有:涂液过滤除铁、环境粉尘控制、基材表面清洁。
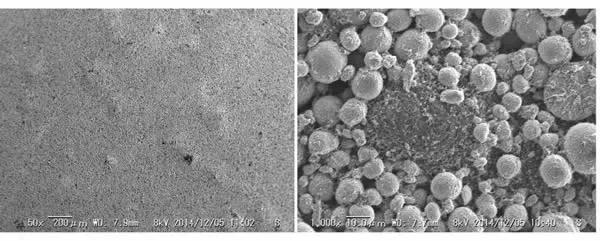
团聚体颗粒凸起:如果浆料搅拌不均匀,导电剂没有分散开,形成团聚体时就会产生此类缺陷,极片表面出现大面积的凸起,放大这些地方观察,发现这是导电剂的团聚体。这种缺陷主要还是改善浆料搅拌工艺来消除。
2、线状缺陷
划痕:与涂布方向平行的线状薄区或漏箔线条,可能原因:异物或大颗粒卡在狭缝间隙内或涂布间隙上;基材质量不佳,造成有异物挡在涂辊与背辊的涂布间隙上;模具模唇损伤。解决对策:清除唇口或涂布间隙的颗粒、检查模头唇口
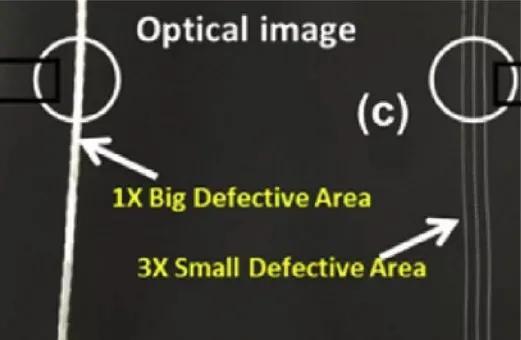
划痕
竖条道:与涂布方向平行的波纹,可能原因:通常发生于接近涂布窗口的速度上限,薄涂层更明显。对策:调整浆料粘度;降低涂布速度;降低涂辊与背辊之间的涂布间隙

竖纹
横向纹:垂直于涂布方向,固定间隔所产生的波纹或线条。可能原因:机械震动;走带速度波动;浆料供料的流动发生周期性波动。对策:确认机械扰动频率与横纹发生频率是否相同。
3、边缘效应
厚边:涂布过程,经常出现边缘厚,中间薄的现象,即厚边。产生厚边的原因是表面张力驱动下的物质迁移。开始时,湿膜的边缘处较薄,溶剂挥发速度较中间快,导致边缘固含量迅速升高,边缘的表面张力远大于中间湿膜的表面张力,边缘处较大的表面张力以及较快的溶剂挥发驱动内侧液体向边缘移动,烘干后形成厚边。
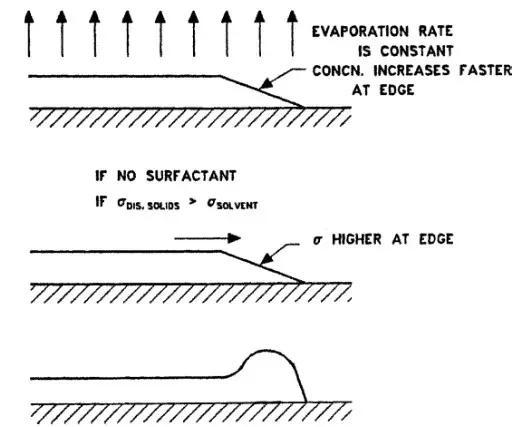
干燥过程中厚边现象产生过程
涂布厚边现象是一种不利的缺陷,阻止和缓解厚边现象的措施有:
浆料流量一定时,减小狭缝尺寸能够增加浆料在模头的出口速度,从而降低浆料的拖曳力比值,进而减小厚边涂层的厚度,但是狭缝尺寸变小模头内部的压力更大,更容易造成模头出口形状的膨胀,从而出现涂层横向厚度不均匀性,这需要更高精度的涂布设备配合。
涂布间隙减小能够有限减小厚边涂层的厚度和宽度。
降低浆料的表面张力,如添加界面活性剂等,抑制干燥过程中浆料向边缘的流延。
优化狭缝垫片出口形状,改变浆料流动速度方向和大小,降低边缘浆料的应力状态,减弱浆料边缘膨胀效应。
六、未来发展趋势
挤压式涂布由于具有高精度、涂布均匀、适合较大宽度涂布等优点被广泛应用于动力电池领域,而其也逐渐取代适用于中试线的转移式涂布机。未来涂布工艺将向着高设备性能、高稼动率、在线测厚控制精度、提高干燥效率等方向发展。
【若对你有帮助,点赞收藏,避免找不到】
相关参考
...被拉长,隔膜在走带方向的收缩量很大,会使得隔膜严重挤压极片,从而导致电芯组装工艺后,特别是绕卷工艺,电芯发生变形,变形后的电芯不仅外
微型凹版涂布,直径一般在Φ20mm-Φ50mm之间,它是一种方向、接触式的涂布方式、即微型涂布辊的旋转方向与料膜的走料方向相反,料膜没有被压辊加压在涂布辊上。传统的凹版涂布方式,不论是直接涂布还是反向涂布,一般都...
目前很多涂布厂家的涂布机普遍都配备有一个逗号刮刀涂布头。它的原理是圆辊表面沿母线加工成刃口,看起来像逗号,因为刀刃前是胶面受挤压区域,一旦基材胶面通过刃口,就突然失压,胶面虽然反弹,但不接触逗号刮刀,...
目前很多涂布厂家的涂布机普遍都配备有一个逗号刮刀涂布头。它的原理是圆辊表面沿母线加工成刃口,看起来像逗号,因为刀刃前是胶面受挤压区域,一旦基材胶面通过刃口,就突然失压,胶面虽然反弹,但不接触逗号刮刀,...
一、集流体简介顾名思义就是指汇集电流的结构或零件,在钾离子电池上主要指的是金属箔,如铝箔、铜箔(单体电芯)、铝排、铜排(模组)。其功用主要是D负载正极或负极材料,并将电极活性物质产生的2电流汇集起来以便形成较...
一、集流体简介顾名思义就是指汇集电流的结构或零件,在钾离子电池上主要指的是金属箔,如铝箔、铜箔(单体电芯)、铝排、铜排(模组)。其功用主要是D负载正极或负极材料,并将电极活性物质产生的2电流汇集起来以便形成较...
涂布模头工作原理(「一致性」极片制造对锂电池性能一致性的影响——(涂布篇))
在上一篇一致性的文章介绍中,写到了锂电池浆料的一致性是如何影响锂电池性能的,此篇文章则从涂布角度来讲其对锂电池性能一致性的影响。【一致性】极片制造对锂电池性能一致性的影响——(制浆篇)涂布工序分为三个...
涂布模头工作原理(「一致性」极片制造对锂电池性能一致性的影响——(涂布篇))
在上一篇一致性的文章介绍中,写到了锂电池浆料的一致性是如何影响锂电池性能的,此篇文章则从涂布角度来讲其对锂电池性能一致性的影响。【一致性】极片制造对锂电池性能一致性的影响——(制浆篇)涂布工序分为三个...
...制品等诸多行业,是不折不扣的大众行业。01涂布的工艺原理所谓涂布是指在原纸或薄膜等基体表面涂覆上一层或多层其他物质,实现原基体改性成为复合材料的过程。锂电池极片、铜版纸、复写纸、胶片、墙纸、胶带等覆膜制...
◎疫情之下——从单纯卖产品,到共建贸易生态圈疫情之下,国外客商不可能只购买一个产品,如专派一个团队到中国来采购,我们就上下游形成合作,共同给客户提供‘一条龙’服务。我们了解采购商、贸易商需求,也了解山...