挤出注塑机(塑机行业“高端制造”转型之路,挤出机加工段优化技术创新实践)
Posted
篇首语:带不走四季的风,就卷走一路的风景;遇不到心动的人,就孤身潇洒走四方。本文由小常识网(cha138.com)小编为大家整理,主要介绍了挤出注塑机(塑机行业“高端制造”转型之路,挤出机加工段优化技术创新实践)相关的知识,希望对你有一定的参考价值。
挤出注塑机(塑机行业“高端制造”转型之路,挤出机加工段优化技术创新实践)
双螺杆挤出机作为塑料高分子材料改性加工过程中的关键设备,其中,加工段筒体和螺杆的设计制造水平,是决定加工物料质量高低的核心要素。在生产实践中,其使用寿命更是众多用户所重点关注的。
南京科亚化工成套装备有限公司(以下简称:南京科亚)在致力于研究双螺杆挤出机的高速高扭发展同时,同时致力于加工段的优化和产品使用寿命技术的革新。
在日常生产中,为提高筒体内表面的耐磨损,传统方法是将筒体本体内八字孔镶合金套来提高筒体的耐磨性能,此方法缺陷在于合金套与筒体的缝隙容易挤入原料,造成筒体材料的腐蚀损坏及增加物料残留。
为解决上述方法的缺陷,生产实践中常见改进技术方案主要为:将合金套做成整体镶入筒体本体,这种方法虽然解决了上诉存在的问题,但筒体受热后,本体与整体合金套热膨胀系数差异较大,导致在本体与合金套之间产生间隙造成漏料的可能,且尤其是两种物料粘度差异交的情况下,使用寿命依旧不长。
针对以上困扰,南京科亚开创性的采用金属烧结技术,将合金粉末通过特殊工艺,烧结在筒体内八字孔表面,形成一层均匀致密的合金层。该合金层不但解决了传统方案的缺陷,且耐腐耐磨性好,使用寿命长,成本较低。该技术的实现,可解决广大双螺杆挤出机用户在工况作业下因耐磨问题导致的频繁停机和更换备件,也可根据耐腐耐磨要求进行合金材料的定制,满足各种物料工艺需求。
该方案经测试,耐磨耐腐性大大提高(与6542工具钢对比,重量损失比为1:3;腐蚀测试:与304不锈钢在氯化氢HCL溶液中浸泡腐蚀,腐蚀速率比为0.4:1)。
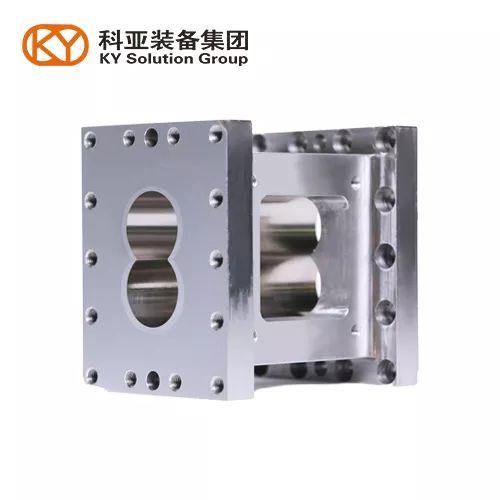
C型套筒体

整体套筒体

金属烧结筒体
南京科亚除了在特殊螺杆元件设计开发方面卓有成效,在螺杆元件的加工精度、加工工艺方面,近年也持续增加投入。其中螺杆元件表面光洁度的提高,不仅降低了物料对元件的磨损,也使得物料在螺杆的表面的更换率更高(减少物料在螺杆表面的滞留时间),尤其对热敏性材料性能的提升效果最佳;螺杆的高光洁度也使得螺杆清洁更加方便,降低了劳动强度,提高生产效率。
除此之外,南京科亚最新研发的螺杆元件表面特殊处理技术,可使元件表面硬度达到HV3500、颜色为黑灰、涂层厚度4.0-6.0(UM)、最高工作温度900℃、摩擦系数0.3。提高表面硬度的同时,还保持着良好的涂层韧性、附着力及润滑性。

未处理螺纹元件

表面涂层技术螺纹元件
上述加工段新技术的应用,可方便工艺工程师适应更多物料配方进行工艺设计,体现了南京科亚整机产品的综合竞争力和广泛的适用性,可为更多用户向高速高扭矩设备换代提供可靠保证。

二维码
相关参考
注塑挤出级(2020年注塑机行业发展现状,国际产业转移为行业提供广阔发展空间)
一、概述1、定义及分类注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。注塑机主要可分为立式注塑机、卧式注塑机、角式注塑机、多工位成型机、...
挤出机和注塑型的区别(「产业图谱」注塑机行业竞争格局及产业链梳理)
一、行业概况注塑机又名注射成型机或注射机,具有一次成型外型复杂、尺寸精确或带金属嵌件的塑料制品能力。其基本原理与打针用的注射器相似,是将粒状或者粉状的原料加入到注塑机的料斗里,原料经加热融化呈流动状态...
...,塑料成型模具分为以下几类:注塑成型模具:塑料先在注塑机的加热料筒中受热熔融,然后在注塑机螺杆或活塞的推动下,经喷嘴和模具的浇注系统进入模具型腔,最后在型腔中硬化定型,这就是注射成型的简单过程,而注塑...
...,塑料成型模具分为以下几类:注塑成型模具:塑料先在注塑机的加热料筒中受热熔融,然后在注塑机螺杆或活塞的推动下,经喷嘴和模具的浇注系统进入模具型腔,最后在型腔中硬化定型,这就是注射成型的简单过程,而注塑...
熔融理论是对塑料在挤出机熔融段中从固态转变为熔融态这一过程的研究,又称熔化理论或相迁移理论。熔融理论在挤出成型加工中对保证制品的质量有着重要的指导意义。迄今为止,塔莫尔(Tadmor)和克累恩(Klein)所建立的...
注塑机节能车间清洁(注塑、挤出、流涎、吹膜,螺杆除积碳清洗作业流程)
...杆除积碳清洗作业流程排空料斗,将指导用量清洗料倒进注塑机。注塑机锁模力建议使用量80T0.8~1.5KG120T2.0~3.0KG500T6.0-8.0KG800T8.0-10.0KG1250T10.0-16.0KG3000T15.0-25.0KG注意:升高温度时控制在310度以下二、将洗机料挤入料筒,直接挤出,能...
注塑机节能车间清洁(注塑、挤出、流涎、吹膜,螺杆除积碳清洗作业流程)
...杆除积碳清洗作业流程排空料斗,将指导用量清洗料倒进注塑机。注塑机锁模力建议使用量80T0.8~1.5KG120T2.0~3.0KG500T6.0-8.0KG800T8.0-10.0KG1250T10.0-16.0KG3000T15.0-25.0KG注意:升高温度时控制在310度以下二、将洗机料挤入料筒,直接挤出,能...
目前,中空吹塑机的模头都只能前后移动调整来适用不同的塑料模型,但是前后移动只能调整两个方向的位置,而缺少了左右调整的方向。这样的话,如果模头左右位置偏离后,只能靠调整模具的位置,来保证产品的精度。调整...
...要:根据液压机动力装置的水流、工作压力和方向,控制注塑机的每个姿势。与传统的全汽压注塑机相比,全电动注塑机在驱动力驱动系统软件上完全抛弃了全液压机汽油泵电机产生的汽压驱动系统软件,而交流伺服电机驱动,...
...腔,从而制成产品,这种机器就叫做吹塑机。塑料在螺杆挤出机中被熔化并定量挤出,然后通过口膜成型,再有风环吹风冷却,然后有牵引机按一定速度牵引,卷绕机将其卷绕成卷。热塑性树脂经挤出或注射成型得到的管状塑料...