挤出式塑料焊枪管堵了怎么办(二氧化碳气保焊机焊接时焊缝中产生大量气孔的原因分析)
Posted
篇首语:人无常识,百事难成。本文由小常识网(cha138.com)小编为大家整理,主要介绍了挤出式塑料焊枪管堵了怎么办(二氧化碳气保焊机焊接时焊缝中产生大量气孔的原因分析)相关的知识,希望对你有一定的参考价值。
挤出式塑料焊枪管堵了怎么办(二氧化碳气保焊机焊接时焊缝中产生大量气孔的原因分析)
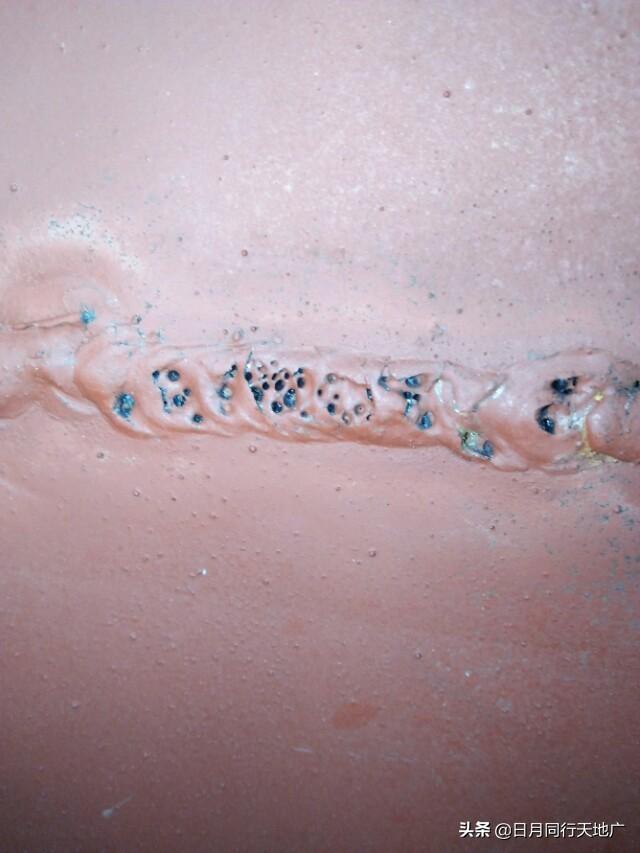
气保焊焊接,有时焊缝处会产生大量气孔,影响焊接质量和美观,气孔有氮气孔,氢气孔,一氧化碳孔。

产生气孔的原因有好几种,像焊接时保护气体压力过小甚至没有,使空气中的氮气进入熔池中,在熔化的金属快凝结时,氮气气泡来不及逸出,就会形成气孔,在焊缝内部的气泡形成内气孔,表面的气泡成外气孔,在没有二氧化碳气体的保护下,用没有药皮的实芯焊丝焊接,因为没有药皮的保护,焊缝冷却更快,大量气泡会留在焊缝中,如果焊接时突然气孔增多,需要查看保护气体是否正常喷出,气体压力是否足够,气体分布是否均匀。

另一种原因是焊丝变潮,焊丝中的水在焊接的高温中会分解成氢气和氧气,氢气会熔解在高温的金属中,金属温度越高,氢气熔解越多,当焊缝的温度下降时,熔解在金属中的氢气便会溢出,在金属凝固前来不及跑出的氢气就会形成氢气孔,另外工件中的油污也会在高温中分解成氢和碳,氢会形成氢气孔,碳同氧气反应生成一氧化碳,留下一氧化碳气孔
。要防止产生大量气孔,焊接前要调好保护气体压力,检查焊枪分布孔是否堵塞,有油污的工件要清洁打磨,受潮的焊丝不用,焊接的电流电压要调整好,电流增大,电压也要适当调高,焊接速度不能过快,尽量使气泡在没有凝固前跑出。焊接时焊枪距工件不能太远,使保护气体不能有效覆盖工作区。

相关参考
直缝焊接机应用于于水壶,不锈钢壶,压力容器,金属制品,管道,钢管,罐体,筒体,水槽焊接加工。琴键压紧式机构,提供均匀稳定的工件夹持和冷却效果焊接时将工件上多余的热量快速从焊缝中导出,以减少焊缝的烧穿以...
广州胜火二保焊机焊机怎么样(干二保焊必须知道的五类缺陷及防止措施)
...五类缺陷是不是经常会遇到,你知道该怎么解决吗?二保焊机二保焊的焊接缺陷和防止措施1.焊缝成型不良表现:焊缝歪曲不直、成型差原因:a.电弧电压选择不当;b.焊接电流与电弧电压不匹配;c.焊接回路电感值选择不合适;d.送...
...需要单缝挤压焊枪来处理了。单缝挤压焊枪又称pp/pe塑料挤出式焊接机,是通过塑料焊条对土工膜进行焊接的一种设备,焊接速度为每小时1.6-3.5公斤焊条。可连续数小时工作,对于较大的缝隙可实现一次完美焊接成型,是土工膜...
悬臂式埋弧焊机(双丝窄间隙埋弧焊管道自动焊机山西某建筑材料制作公司运用)
双丝窄间隙埋弧焊管道自动焊机埋弧焊管道自动焊机焊接专机工件直径:Ф600-3000mm,材质碳钢壁厚:12-80mm组对间隙:≤3mm坡口尺寸:≥5mm坡口根部间隙:≥18mm高效、节能、优质的双丝窄间隙埋弧焊设备,可广泛应用于锅炉、化...
...气,浓度需达到95.5%,含水量小于0.05%,通电时焊丝熔化进行焊接,属于弧焊。CO2保护焊特点1.生产效率高:由于CO2焊的电流密度大,电弧热量利用率较高,焊后不需清渣,因此比手工电弧焊生产率高;2.成本低:CO2气体价格便宜,且电...
...气,浓度需达到95.5%,含水量小于0.05%,通电时焊丝熔化进行焊接,属于弧焊。CO2保护焊特点1.生产效率高:由于CO2焊的电流密度大,电弧热量利用率较高,焊后不需清渣,因此比手工电弧焊生产率高;2.成本低:CO2气体价格便宜,且电...
加个关注呗!赤泥堆场内属溶蚀、剥蚀地貌,溶沟、溶槽、溶洞分布不一,易造成堆场区地基溶蚀和污水渗漏等工程事故隐患及环境污染,因此对地基的防渗性能要求较高。赤泥堆场库区防渗层采用国内首创的赤泥--土工膜复合...
手工弧焊机技能手工电弧焊机又称“手焊”。它通过带涂层的电极与被焊金属之间的电弧加热被焊金属,从而达到焊接的目的。手工电弧焊中最重要的元素是电极本身,它是由金属芯覆盖一层颗粒状焊剂和一定的粘合剂制成的。...
等离子弧焊接需要两层气体,即从喷嘴流出的离子气及从保护气罩流出的保护气;有时为了增强保护,还需使用保护拖罩及通气的背面垫板扩大保护气的保护范围。等离子弧焊接用的气体种类取决于被焊金属的性质、厚度等。离子气...
...,相反如果感觉电流小了可以把电弧拉长一点。2,调大焊机推力可以改善小电流焊接时粘焊条情况。减小焊机推力可以减小大电流焊接飞溅。3,拖焊枪技法能获得较深的熔透和较窄的焊缝,缺点是焊枪阻碍视线。推枪技法能获...