挡泥板模具生产(汽车行业一体化压铸研究报告:应时而生,方兴未已)
Posted
篇首语:第一个青春是上帝给的;第二个的青春是靠自己努力的。本文由小常识网(cha138.com)小编为大家整理,主要介绍了挡泥板模具生产(汽车行业一体化压铸研究报告:应时而生,方兴未已)相关的知识,希望对你有一定的参考价值。
挡泥板模具生产(汽车行业一体化压铸研究报告:应时而生,方兴未已)
(报告出品方/作者:东北证券,李恒光)
1. 轻量化是必由之路,一体化压铸应时而生
1.1. 节能减排促进轻量化趋势,铝轻量化渗透率不断提高
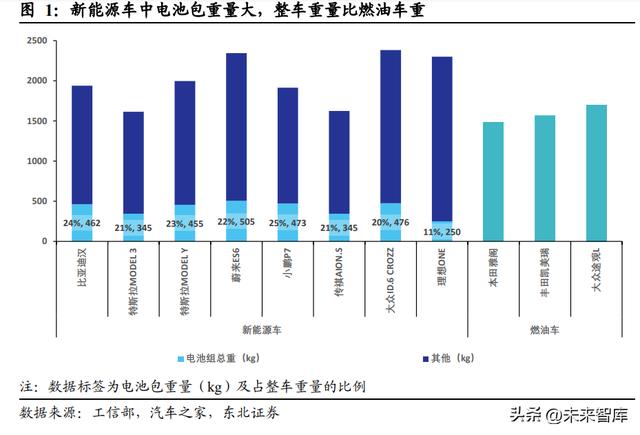
轻量化是一种有效的节能减排技术。全球汽车行业的节能减排政策逐渐趋严,油耗、 排放标准不断提高。轻量化技术作为一种重要的汽车节能减排途径,在满足汽车安 全性和成本控制的条件下实现汽车减重。同时,降低车重可以减少动力系统载荷, 提高汽车动力性能,降低刹车距离,提高驾驶稳定性。有研究表明,汽车每减重10%, 在节能方面,汽油车油耗可以下降约 3.3%、纯电动车电耗下降约 6.3%;在减排方 面,尾气排放量可降低 5%~6%;在安全性方面,制动距离缩短约 5%,转向力减少 6%。 此外,轻量化有利于新能源车的成本控制。燃油车常见的 4 缸、6 缸发动机平均重 量在 75-250kg(165-550 磅),变速箱平均重量在 45-181kg(100-400 磅)。而新能源 车尤其是纯电动车中电池包自重大,导致整车重量高于同级别燃油车。以特斯拉 Model 3 为例,续航 556km,整车整备质量 1761kg,其中 60kWh 的动力电池包重量 达到 480kg,假设电池包度电成本 800 元,则电池成本达到 4.8 万元,轻量化使能耗 下降,达到相同续航所需电池包能量更低,电池包重量、成本可以进一步降低。因 此,轻量化不论对于传统燃油车还是新能源汽车都是必然需求。
铝合金材料是常用的轻量化材料之一,相比钢材密度低、吸能效果好,但成本高、 连接工艺复杂。轻量化技术路线主要包括材料轻量化、结构轻量化、工艺轻量化。 常用的轻量化材料包括高强度钢、铝合金、镁合金、钛合金等金属材料及碳纤维增 强复合材料等非金属材料。钢铁材料目前是汽车车身用量最高的材料,在车身用材 占比约 70%。铝合金是一种较成熟的轻量化材料,其密度是钢的 1/3,比吸能是钢的 2 倍,碰撞时对能量的吸收效果更好,且易于加工成型。铝合金的比强度、比刚度 高,耐腐蚀性、耐磨性好,且铝制品回收再利用率高达 90%。与此同时,铝合金材料的力学性能、承载能力与钢相比存在差距,且铝合金的价格约为钢材的 3 倍,连 接工艺也更复杂,成本高于钢材。
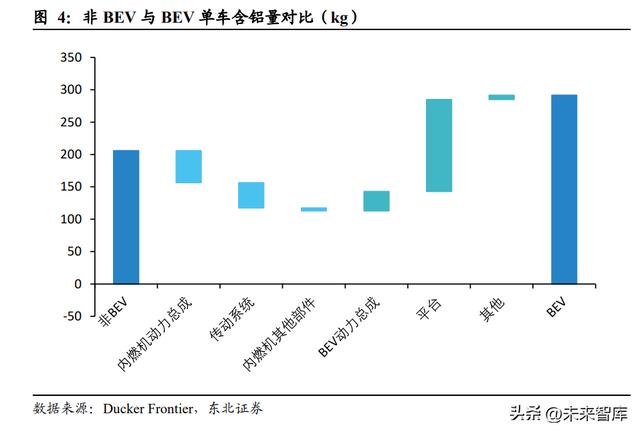
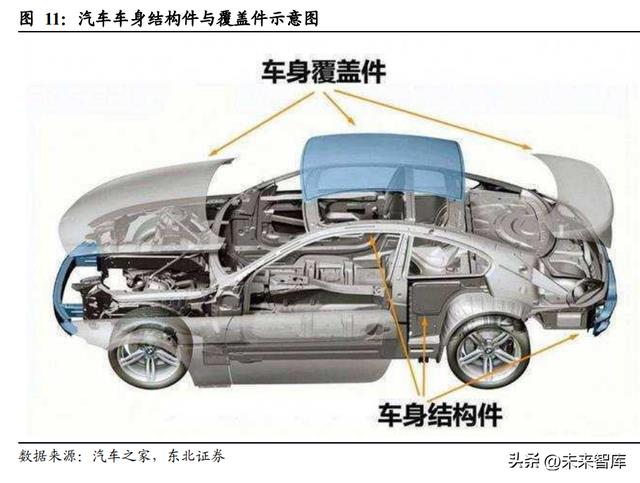
汽车单车含铝量逐年增加,覆盖品类不断拓宽。铝合金目前主要应用在汽车发动机、 变速箱、传动系统、防撞梁以及轮毂等组件零部件上,其中铝质发动机可减重 30%, 铝质散热器比铜质轻 20%~40%,铝质轮毂重量减少 30%。此外,铝合金材料在车 身、底盘等平台部件上的应用也逐渐增加,如奥迪 A8、蔚来 ES8、奇瑞小蚂蚁等车 型采用了全铝车身。根据 Ducker Frontier,2020 年北美轻型汽车平均单车含铝量为 208kg,预计到 2026 年将提升为 233kg,其中车身零部件贡献增长较多,预计引擎 盖、车门、挡泥板、行李箱盖等车身覆盖件的铝合金渗透率将有 10pct 以上的提升。
纯电动车含铝量更高。相比于非纯电动车(包含传统燃油车、混动车、燃料电池车), 纯电动车虽然不包含内燃机和变速箱等铝合金渗透率较高的零部件,但电机、逆变 器、动力电池等电气单元的封装外壳以及平台零部件对铝合金的需求更高,2020 年 纯电动车单车含铝量达到 292kg,比非纯电动车高出 42%。纯电动车市场处于高速 发展阶段,将带动单车铝需求量增长。
在汽车节能减排需求下,轻量化将成为必然趋势,铝合金作为一种有效的汽车轻量 化材料,需求量与渗透率有望不断提高,其中铝合金在新能源车领域以及车身的应 用前景广阔。
1.2. 一体化压铸提高生产效率、降低成本
传统的汽车制造流程主要包含冲压、焊装、涂装、总装四大工艺。其中冲压是对板 料施加压力进行塑性或分离加工得到冲压件;焊装是将冲压件通过焊接等方式形成 车身总成(即白车身);涂装是对白车身进行喷涂得到防腐、美观的涂层;总装将发 动机等零部件装配到车身上生产出整车。
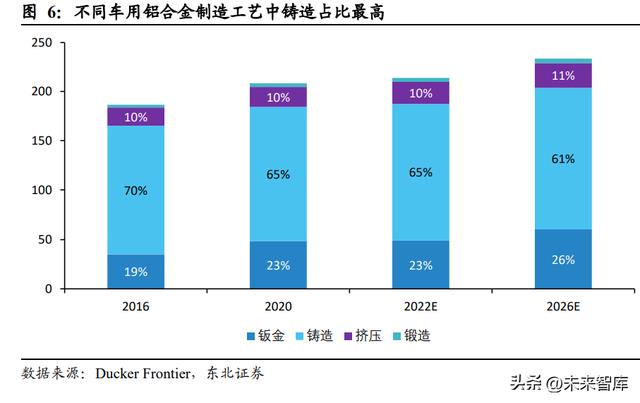
压铸是车用铝合金部件重要加工工艺。传统汽车制造工艺中冲压常用于钢材的成型, 而铝合金常见制造工艺包括钣金、铸造、挤压、锻造等,车用零部件中 60%以上为 铸造而成。在铸造工艺的各类方法中,压铸技术最先进、效率最高。压铸,即压力 铸造,其工艺原理是利用高压将熔融的金属液压入并填充铸型模具,并在高压下冷 却成型的铸造方法。压铸件具有材质轻、精密、表面质量好等优点,且能够制造形 状复杂、薄壁深腔的金属零件。此外,压铸件只需少量或无需机械加工即可装配使 用,材料利用率约 60%-80%,毛坯利用率可达 90%。
过去,压铸机锁模力和模具等因素限制了铝压铸零部件尺寸,铝合金车身的制造也 局限于传统制造工艺,其工艺流程仍通常为先制造车身零部件、再进行车身连接工 艺。由于铝合金材料热导率和线膨胀系数高、电阻率和熔点低、表面易形成氧化膜 等物理特性,铝合金难以形成高质量的焊接头,而铝合金与钢材的性能差异进一步 增加了车身连接难度。以奥迪 A8(D5)为例,车身材料中 58%的结构是铝合金, 还包括超高强钢、碳纤维、镁合金等。对此奥迪采用了 14 种连接工艺来实现多种材 料的连接,复杂的连接工艺大幅提高了技术难度和制造成本。
特斯拉率先提出一体化压铸概念,先后实现后地板、前纵梁一体化压铸件量产。2020 年 9 月,马斯克在特斯拉电池日上介绍了一体化压铸的计划,并首先应用于 Model Y 后地板总成的制造。一体化压铸指的是利用大吨位压铸机将多个零部件一次压铸 成型。从工艺角度看,一体化压铸打破了传统的汽车制造工艺模式,零部件一次压 铸成型,数量大幅降低,同时也避免了大量复杂的连接工艺。Model 3 的后地板需要 70 多个冲压件、挤压件和铸件,而 Model Y 仅需 2 个一体成型的部件,焊点数量由 700-800 个减少到 50 个。根据特斯拉 2022 年一季报,奥斯汀工厂生产的 Model Y 后地板仅需 1 个零部件,且进一步实现了车身前部前纵梁位置的一体化压铸,Model Y 前后车身零部件数量相比 Model 3 的 171 个减少到 2 个,焊点/焊缝数量减少超 1600 个。
从效率角度看,零部件数量、焊接工序的减少提高了生产效率,传统制造工艺下冲 压、焊装如 Model Y 后地板总成的部件需要 2 个小时,而采用一体化压铸有望在 2 分钟内加工完成。从成本角度看,传统制造方式下,每种零部件需要其对应的模具、 夹具等产线配套成本,焊接工艺的简化也降低了焊装工厂的投资成本,大型压铸机约 100 平米的占地面积也比传统产线更少,特斯拉采用大型压铸机后,工厂占地面 积减少了 30%,相关自动化产线的人力成本节省了 20%,采用一体化压铸后 Model Y 后地板生产成本降低了 40%。 特斯拉目前实现了 ModelY 一体化压铸后地板及前纵梁,未来有望实现整个下车体、 车身结构件乃至整体车身的一体化压铸。特斯拉掀起了车身一体成型的热潮,新势 力车企如小鹏、蔚来等也在积极布局。一体化压铸凭借其生产效率高、成本低等优 点,为汽车轻量化与铝合金的应用提供了新的模式,或将颠覆传统汽车制造工艺。
2. 壁垒高筑刺激产业链发展,玩家布局打开市场空间
2.1. 一体化压铸提升铝铸件行业壁垒
铝合金压铸件在生产过程中会出现如内部气孔、疏松等缺陷,这是因为充型时腔内 气体没有完全排出,铸件凝固收缩时得不到补缩。缺陷的存在对压铸件性能、精度、 应用范围都有不利影响。为解决此类问题,目前已经开发出真空压铸技术、局部挤 压技术等工艺。随着铝轻量化不断推进,汽车对结构件等铝合金零部件的强度、耐 磨度等方面的要求愈加严格,进而需要深入研发更先进的材料工艺以及更高真空度 的压铸技术。
一体化压铸的部件相比普通压铸件体积更大、形状更复杂,对于压铸工艺也提出了 更高的要求。 设备方面:一体化压铸需要更大型的压铸设备,其中压铸机锁模力的参数设计十分 重要,锁模力是为了防止施压注入熔融金属液时模具被压力顶开、而向模具施加的 力。通常情况下,用于生产燃油车驱动系统压铸件的压铸机锁模力在 2000T~3500T, 电驱系统压铸机所需锁模力在 2500T 以下,电池包由于尺寸较大,通常需要 3500T 锁模力。目前市面上的压铸机锁模力主要在 5000T 以下,而特斯拉采用的一体化压 铸带动了大型压铸机的升级。特斯拉用于压铸后地板的大型压铸设备来自于力劲科 技旗下 IDRA 制造的 Giga Press 压铸机,锁模力达到 6000T 级别。随着后续更多部 件一体化成型的推进,压铸件锁模力的需求也会不断提高。

材料方面:热处理是铸造铝合金比较重要的一项工艺,通过热处理可以进一步提高 铸件的力学性能和耐腐蚀性能、稳定尺寸、改善加工性能。然而对于铝合金一体化 压铸件,由于尺寸更大、壁厚不均匀、形状复杂,热处理带来的热胀冷缩等因素可能引起零部件尺寸变形或表面裂纹等缺陷,导致产品报废、良率下降、成本上升。 面对需求与工艺的矛盾,特斯拉在 ModelY 后地板的一体化压铸中采用了免热处理 铝合金材料。
模具方面:在铝合金压铸件生产过程中,模具不但要承受来自压铸机的锁模力,还 要面对高温熔融金属液注入以及冷却过程中反复膨胀收缩的恶劣工作环境,对模具 的可靠性和使用寿命要求很高。另外,模具的设计对于压铸件也有重要意义,模具 浇道形状、浇口与排溢口的位置等参数选择不当会导致压铸件缩孔、产生气孔等缺 陷,模具的精度也直接影响着压铸件的精度。良好的模具性能有助于提高产品良率, 寿命周期长有助于模具成本的摊销。而尺寸大、形状复杂的一体化压铸件,对模具 的设计和制造提出了更高的要求。
2.2. 产业链与竞争格局
一体化压铸市场形成了“上游设备、材料供应商—中游压铸件生产商—下游整车厂” 的产业链。
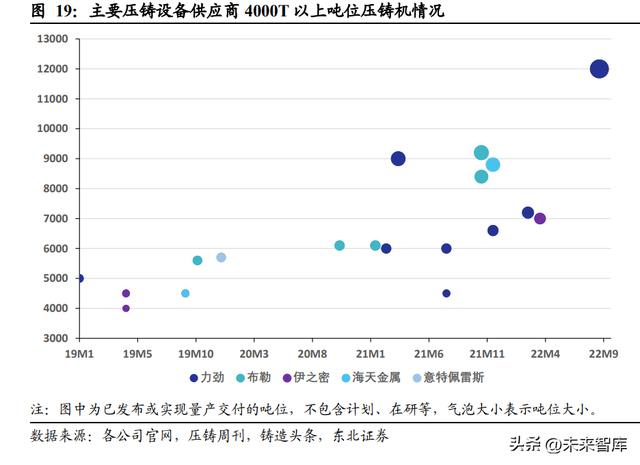
大型压铸设备研发制造难度大,市场上仅少数企业实现了高吨位压铸机的突破。力 劲科技位于行业龙头,全球已销售超 3.3 台压铸机,在国内市场占据约 50%的份额, 不但率先实现特斯拉 6000T 压铸设备的交付,还将大型压铸单元的应用领域拓展至 9000T,并于 2022 年 9 月与广东鸿图联合发布 12000T 智能压铸单元。除力劲外, 布勒公司在大型压铸机领域也具备雄厚的技术储备,旗下产品型号 Carat 920 的压 铸机实现了 92000kN(换算约 9388T)锁模力的突破。国产企业中,伊之密、海天 金属等在大型压铸机领域也有所进展,其中伊之密 7000T 压铸机完成装配、9000T 压铸机完成研发,海天金属 8800T 压铸机完成交付。
免热处理材料对铸件力学性能和生产良率有重要意义,一体化压铸玩家积极布局免 热处理材料。材料供应商如立中集团、美铝 Alcoa、帅翼驰(主要是引进美铝的专利 技术)、德国莱茵等均有免热处理材料产品并开始投产,整车厂中特斯拉首先实现了 免热处理材料在一体化压铸领域的量产,蔚来、沃尔沃等也各自开发出了免热处理 材料,华人运通与上海交大合作研发了超大铸件用低碳铝合金材料。后地板等承压 件对部件的强度要求不高,若推广至下车体总成,更大的零部件体积对流动性等参 数要求更高,若推广至车身结构件,则要求材料的强度、吸能效果等参数满足安全 性指标。随着一体化压铸的普及,需要针对各部件不同功能研发出更高性能的免热 处理材料。
我国压铸行业集中度较低,汽车行业铝压铸件供应商主要包括文灿股份、爱柯迪、 旭升股份、广东鸿图、拓普集团、泉峰汽车等。随着一体化趋势的发展,各家压铸 件供应商开始跟进一体化压铸业务,采购大吨位压铸机,并通过子公司或与第三方 模具供应商合作提升模具设计和制造能力以满足一体化压铸对模具的需求。目前, 文灿股份 9000T 一体化压铸后底板成功下线,拓普集团/华人运通实现了 7200T 一 体化超大压铸后舱的成功量产,广东鸿图的 6800T 超大型一体化铝合金压铸结构件 试制成功。
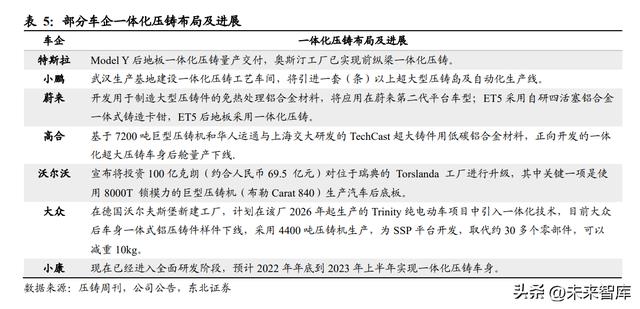
车企方面,特斯拉率先实现一体化压铸零部件的量产交付,由最初的两片式后地板 发展到目前的单片式后地板及一体化前纵梁,蔚来 ET5 的后底板也采用了一体化压 铸工艺。其他新势力如小鹏、高合以及传统车企如沃尔沃、大众也随之推进一体化 压铸的布局,其中小鹏、沃尔沃、大众等计划在工厂引入一体化产线进行自制。另 外,采用电池-底盘一体化的车企也有望采取一体化压铸的方式进行生产。
2.3. 研判与市场空间
我们认为,特斯拉出于产能、成本的需求引领了一体化压铸的浪潮,一体化压铸目 前仍处于起步阶段,而配套产业链尚未成熟,包括大吨位压铸机、高性能免热处理材料、适配一体化压铸的大型模具的设计制造等,零部件供应商也在探索一体化压 铸工艺技术。 中短期来看,特斯拉通过垂直整合核心供应链的模式掌握了免热处理材料以及一体 化压铸技术,并成功实现量产,在产业发展初期建立起先发优势。小鹏、蔚来等新 势力在传统产线基础上加速向一体化压铸转型,实现更好的成本控制,同时与供应 商一起推进产业发展。对于传统整车厂,现有的造车产线技术成熟、产能布局完善, 不会快速跟进一体化压铸。随着一体化压铸技术发展、玩家入局,产业逐渐成熟, 彼时特斯拉的自供模式在成本、效率方面不占优,将向供应商开放供应链和技术, 提高话语权。
长期来看,一体化压铸作为实现铝轻量化技术最具成本、效率优势的方式之一,或 将颠覆传统汽车工艺制程,成为整车厂尤其是新能源车企造车的核心工艺。一体化 压铸需要投入大量资金购置大吨位压铸机,还需掌握免热处理材料、模具设计制造 能力以及压铸技术。早期布局的供应商已掌握成熟的一体化压铸技术,而由于资金 和技术壁垒的限制,大部分车企不具备生产一体化压铸件的能力,将采用技术成熟 的供应商外供的方式。未来一体化压铸供应商有望迎来巨大的市场空间。 市场空间测算: 假设一体化压铸发展进程为后地板→前地板→下车体总成(即后地板+前地板+中地 板)→车身结构件(即下车体+上车体),其中后地板、前地板单车价值量均估计为 2000 元,考虑到部分新能源车企采取 CTC 技术将电池包集成到下车体总成,估计 整个下车体一体化压铸单车价值量为 7000 元,车身结构件单车价值量估计为 2000 元。由于不同部件渗透率不同,因此一体化压铸单车价值量需要对各部件渗透率及 其价值量进行加权平均得到。 测算原理:市场空间=乘用车年销量×一体化压铸渗透率×单车价值量=乘用车年销 量×一体化压铸渗透率×Σ(使用一体化压铸的车中各部件渗透率×该部件单车价 值量)。
若假设 2021-2030 年我国乘用车销量以 3%的年均复合增速增长,据测算,预计 2025 年使用一体化压铸技术的汽车销量占比达到 6.9%,市场空间约为 78.7 亿元,2021- 2025 年市场空间年均复合增速达到 110.6%;预计 2030 年一体化压铸渗透率达到 49.0%,其中白车身各部件均采用一体化压铸技术,市场空间约为 1213.6 亿元,2026- 2030 年市场空间年均复合增速为 70.2%。
3. 一体化压铸件供应商
3.1. 文灿股份
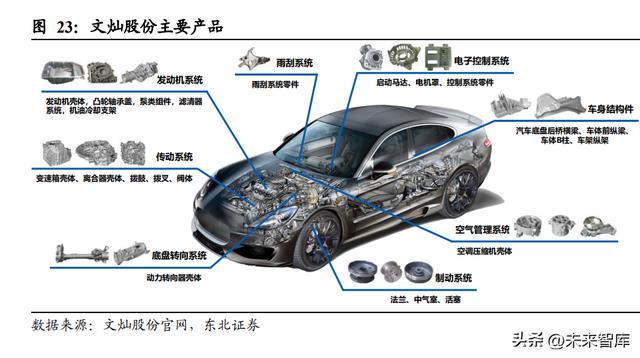
文灿股份成立于 1998 年,主要从事汽车铝合金精密压铸件的研发、生产和销售,产 品主要应用于汽车发动机系统、变速箱系统、底盘系统、制动系统、车身结构件及 其他汽车零部件。公司传统优势技术为高压铸造,近年设立江苏文灿发展低压铸造 工艺,于 2020 年收购法国百炼集团掌握重力铸造技术并进一步巩固低压铸造技术, 实现铝合金压铸技术工艺补齐。公司自 2011 年起研发车身结构件产品,良率可达 90%-95%以上,涉及车门框、前后及侧梁、A/D 柱等,并向奔驰、特斯拉、蔚来、 小鹏、埃安等车企供应铝合金结构件。
公司 2021 年实现总营收 41.1 亿元,同比增长 58.0%,其中子公司法国百炼贡献约 53.3%,扣除百炼后营收同比增长 20.1%,主要系蔚来订单增长。业务方面(扣除百 炼后),2021 年公司新能源车产品收入占主营业务的 37.8%,同比增长 143.3%;车 身结构件产品占主营业务收入比例为 33.7%,同比增长 83.7%。2021 年公司归母净 利润为 0.97 亿元,同比增长 16.0%。
公司积极布局一体化压铸结构件产品的研发和制造,目前已获得大型一体化压铸后 地板、前总成、一体化 CD 柱等项目定点。据 2021 年报披露,在大吨位压铸机方面, 公司目前有 2 台 6000T、2 台 9000T 压铸机以及 40 余台 1100T-4500T 压铸机。2022 年 4 月 18 日,文灿顺利试产全球首套 9000T 超大型压铸岛,并成功下线首批 9000T 大型一体化压铸汽车后底板。5 月 18 日,文灿与力劲集团、立中集团举行签约仪式, 其中文灿计划向力劲采购 9 台大型压铸机,包括 2 台 7000T、2 台 4500T 以及 5 台 2800-3500T 压铸机,并与立中集团签署战略合作协议,共同开发超大型一体化铝铸 件免热处理材料,并保持独家采购和独家供应。
3.2. 广东鸿图
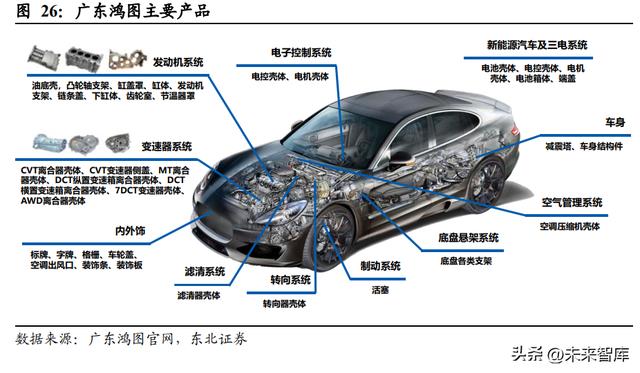
广东鸿图主要业务分为压铸板块和内外饰板块。压铸板块,公司在汽车精密零部件 领域耕耘 20 余载,打造国内汽车精密铝合金零部件细分领域龙头企业,产品覆盖燃 油车、混动汽车、新能源汽车的动力总成系统、动力传输系统、底盘系统、三电系 统、结构件等。内外饰板块,公司于 2017 年收购四维尔打入汽车装饰领域,主要产 品包括标牌、格栅、车轮盖等外饰件,以及出风口、门扣手等内饰件,此外,应对 汽车智能化趋势,还开发了光电内外饰、智能内外饰等产品。
2021 年公司营业收入为 60.0 亿元,同比增长 7.3%,其中汽车类压铸件业务占比约 2/3,汽车内饰件业务约占 1/3。公司 2021 年实现归母净利润 3.0 亿元,同比增长 92.7%。新能源领域,公司 2021 年新能源车精密铝铸件产品实现收入 3.9 亿元,同 比大幅增长 131%,占压铸板块业务营收的 9.9%;新能源汽车内、外饰件产品快速 增长,销量分别达到 23.8 万、837.8 万件,分别实现营收 0.1 亿元、0.7 亿元。
公司目前已引入 6800T 吨位压铸机并试制成功底盘一体化结构件,此外,广东鸿图 与力劲科技、广州型腔模具、广东鸿劲金属铝业进行了 12000T 一体化压铸单元研 发合作项目的签约,并于 2022 年 9 月与力劲集团联合发布 12000T 超大型智能压铸 单元。材料方面,公司自主研发的免热处理铝合金材料已获国家授权发明专利,该 铝合金铸件在无需热处理时可达到屈服强度≥150MPa、抗拉强度≥230MPa、伸长 率≥6%的力学性能。技术和工艺方面,夯实一体化压铸成型、高真空压铸等工艺优 势的同时,完成超低速工艺、低压铸造、差压铸造等新工艺的技术开发与导入,实 现包含前舱、后地板和电池托盘的大型一体化压铸,并持续开展模具配套设计技术、 模具冷却优化与控制技术等方面的研发。
3.3. 拓普集团
拓普集团推行 Tier 0.5 模式,具备单车配套产品多、配套金额高的优势。公司不断 拓展产品线,形成八大业务板块,即汽车 NVH 减震系统、内外饰、车身轻量化、智 能座舱部件、热管理系统、底盘系统、空悬系统、智能驾驶系统,充分发挥产品平 台化优势,单车配套金额约 3 万元。目前公司已与 Rivian、Ford、GM 等国际车企、 科技企业以及华为、金康、高合、理想等国内企业建立合作。
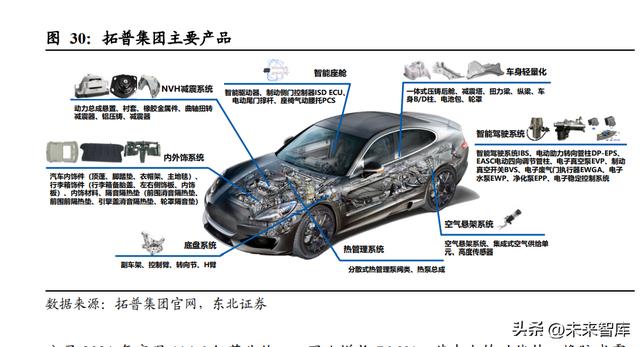
公司 2021 年实现 114.6 亿营业收入,同比增长 76.0%,其中内饰功能件、橡胶减震 产品、铝锻控制臂业务分别贡献 31%、29%、23%的比例,热管理产品导入放量贡 献了 11%的收入。利润端,2021 年公司归母净利润同比增长 61.9%至 10.2 亿元。价 值量方面,2021 年公司减震器、内饰功能件、底盘系统产品单价分别为 460 元/套、 809 元/套、935 元/套,相比 20 年减震器、内饰功能件单价有 10-20 元/套的小幅下 降,而底盘系统配套单价相比 20 年的 809 元/套提升了 16%,新导入的热管理产品 单价约为 2500 元/套。若对公司产品进行加权计算,产品均价由 2020 年的 600 元/ 套提升至 2021 年的 701元/套,产品线的不断拓展以及后续单车配套价值 5000-10000 元的空气悬架系统等项目的落地,有望带动公司单车配套价值量再提升。
公司轻量化车身业务包括一体化车身前后底板、车身结构件、车门结构件、电池包 结构件等,并掌握高压压铸、低压铸造、差压铸造、挤压铸造等工艺。2021 年公司 与力劲科技签署战略协议,计划采购包括 6 台 7200T、10 台 4500T 和 5 台 2000T 压 铸设备在内共 21 台套压铸单元,并于 2022 年 2 月正式量产下线 7200T 一体化压铸 后舱。
3.4. 爱柯迪
爱柯迪聚焦汽车轻量化、新能源、电动化、智能驾驶等方向,在不断提高转向系统、 雨刮系统、动力系统、制动系统等中小件优势产品市占率的基础上,把握电动化、 智能化趋势,开发新能源车电驱三合一/多合一、电控、电源系统、热管理系统、智 能驾驶系统以及汽车结构件等产品。目前已获得或开发博世、大陆、联合电子、麦 格纳、马勒、博格华纳、汇川技术、海康威视、宁德时代、蔚来、零跑、理想等新 客户或新项目,预计 2021 年公司获得的新能源汽车、热管理系统、智能驾驶视觉系 统等项目寿命期内新增收入占比达 70%。
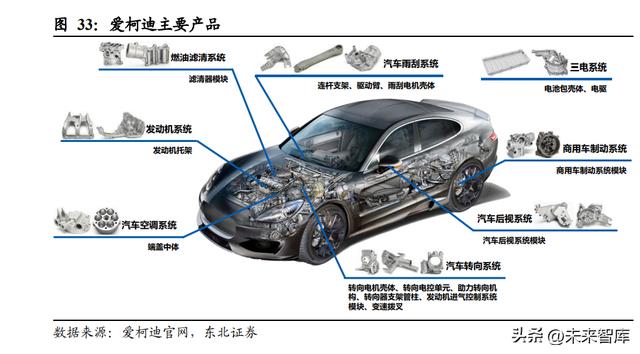
公司 2021 年实现营业收入 32.1 亿元,同比增速扭负为正至 23.7%,其中新能源汽 车产品销售收入增长约 180%。汽车类压铸件占收入比重超 90%,2021 年贡献占比 92%。净利润方面,2021 年公司实现归母净利润 3.1 亿元,同比下滑 27.2%,主要 系原材料价格持续上涨、国际海运费持续增长、人民币持续升值等因素干扰所致。
公司紧跟汽车行业轻量化趋势,向汽车结构件、大吨位产品领域拓展。设备方面, 公司目前拥有 1250T、1650T、2200T、2800T、4400T 等吨位大型压铸机,并计划在 新工厂导入 3500T、6100T/8400T 等压铸机;模具方面,公司子公司优耐特模具具备 模具和加工夹具开发能力,并积极转型以形成大型压铸模具的设计制造能力;工艺 技术方面,公司已拥有高真空压铸、局部挤压压铸等技术储备。
3.5. 泉峰汽车
泉峰汽车产品主要应用于汽车热交换系统、传动系统、引擎系统以及新能源汽车的 电机、电驱系统等。配套客户包括弗迪动力(比亚迪旗下)、蜂巢传动(长城旗下)、 蔚然动力(蔚来旗下)、重庆青山(长安旗下)、特斯拉等车企及子公司,博世、博 格华纳、采埃孚、法雷奥、大陆、马勒等国际 Tier1,以及宁德时代、欣旺达等电池 供应商。公司立足于传统汽车零部件业务,核心产品如传动零件等以优质性能获得 比亚迪、长城等客户订单,在传统汽车零部件市场渗透率进一步提升。同时,面对 汽车电动化趋势,公司积极布局新能源汽零业务,在电机、电驱壳体优势产品基础 上,向电池领域拓展并获得多个电池构件项目的客户定点,目前已实现“三电业务” 全覆盖。另外,公司的客户结构由单一 Tier1 逐渐转型为主机厂与 Tier1 并重,供应 链中身份的转型有助于公司市占率提升以及产品价值量提升。海外业务方面,公司 把握欧洲新能源市场高速发展态势,在匈牙利设立研发和生产基地,一方面有利于 对冲物流成本、汇率波动等因素影响,另一方面欧洲工厂是公司打入本土供应链的 关键,可助力公司加快融入欧洲本土供应链体系,有望打开二次成长曲线。
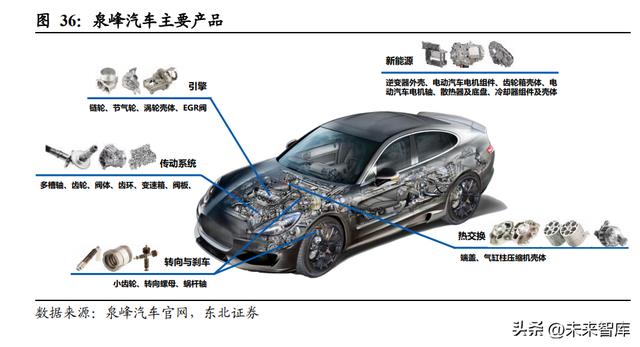
公司 2021 年营业收入同比增长 16.5%至 16.1 亿元,其中传动零部件作为公司优势 产品贡献了 35%的营收,新能源汽车零部件业务增速最快,同比上升 43%,且占营 收比重逐年增加,2021 年贡献收入比例为 20%。受原材料价格波动、国际运费上涨 等因素影响,公司 2021 年利润同比持平,归母净利润为 1.2 亿元。
公司全力布局一体化压铸业务,着重攻坚和拓展新能源“多合一”铝合金压铸件、 电池结构件、车身结构件等领域。公司在材料、模具以及工艺方面取得了进展,目 前部分“多合一”铝合金压铸件产品已经开始量产,相关技术已应用于一体化电池 托盘等领域。压铸设备方面,公司计划 2022 年底前在安徽马鞍山基地安装调试 7 台 3000T 以上的大型压铸机。
3.6. 旭升股份
旭升股份作为铝合金零部件供应商,是业内鲜有的形成了“压铸、锻造、 挤压”三大工艺模块和量产能力的企业,产品涵盖传动系统、控制系统、 悬挂系统、电池系统等。公司于 2013 年与特斯拉达成合作,供应车型包括 Model S/X、Model 3/Y 等,此外还开发了采埃孚、北极星、长城、宁德时 代等客户。
公司 2021 年营业总收入为 30.2 亿元,同比增长 85.8%。铝压铸板块得益 于长城 DHT 双电机、奔驰电机壳体、LUCID 动力系统等部件项目订单放 量;铝锻造板块市场拓展进度良好,新增新能源车转向节、热管理系统阀 板等项目定点或量产,预计后续锻造产品营收将随着产能释放快速爬坡; 铝挤压板块加大开拓力度,新增多个电池包壳体项目定点,且防撞梁、门 槛梁等多个产品在研,未来将成为新的增长点。2021 年公司归母净利润同 比 24.2%至 4.1 亿元。
公司目前拥有 40 余台吨位在 210T-4400T 的自动化压铸机,且具备模具设 计制造能力,能自行设计制造 4400T 以下压铸模具,材料方面能够自主研 发铝合金配方及原材料铸造工艺。面对一体化压铸趋势,公司加大对系统 总成部件开发,已成功开发适用于混动一体压铸电池盒和 DHT 电驱动总 成产品,另外,加强产学研合作,协同开发改善材料性能。
(本文仅供参考,不代表我们的任何投资建议。如需使用相关信息,请参阅报告原文。)
精选报告来源:【未来智库】。系统发生错误
相关参考
悬挂式冷铆机厂(汽车一体压铸行业深度报告:汽车制造革新,一体压铸蓄势待发)
...焊装、涂装、总装四大工艺。冲压是运用中小型压力机和模具,将板材等原材料加工为所需形状和尺寸的冲压零部件;焊装是利用多个焊接机器人或工人将冲压零部件焊接为分总成,再焊接为白车身;涂装包括涂装前对被涂物表...
成都模具零部件(成都博俊汽车零部件 模具基地产品定位为高压铸铝和一体化压铸产品)
...限公司(以下简称:“成都博俊”)产品定位为高压铸铝和一体化压铸产品,厂房正在建设收尾中,目前部分设备已与供应商签订订单,同时目前已获得客户的订单,从前期项目开发到产品批量生产需要一定的时间,目前尚未形成...
灯具哪个牌子质量好(一体化压铸豪华纯铜灯饰, 行业典范之作)
在金属压铸领域,纯铜压铸件具有高硬度、高耐腐蚀性、高机械性能、良好的耐磨性、良好的尺寸稳定性、强度可接近钢铁零件和高导电性等特点,同时良好的性能背后是高难度的生产加工过程。铜的熔点为1083℃,而铝的熔点...
灯具哪个牌子质量好(一体化压铸豪华纯铜灯饰, 行业典范之作)
在金属压铸领域,纯铜压铸件具有高硬度、高耐腐蚀性、高机械性能、良好的耐磨性、良好的尺寸稳定性、强度可接近钢铁零件和高导电性等特点,同时良好的性能背后是高难度的生产加工过程。铜的熔点为1083℃,而铝的熔点...
...带有塑料装饰元素的汽车问世,而塑料前大灯、保险杠和挡泥板等功能性更强的部件则在80年代推出。
气车配件压铸(特斯拉已率先布局天风证券:汽车一体化压铸市场规模2025年或达272亿)
智通财经APP获悉,天风证券发布研究报告称,一体化压铸技术是对传统汽车制造工艺的革新,相比较现有生产技术能够提高效率、降低成本以及减轻重量。目前特斯拉(TSLA.US)已将一体化压铸技术作为标准工艺进行布局,其他各主...
机器人底板铸造(汽车一体压铸专题分析:一体压铸方兴未艾,推动车身制造变革)
...造变革2019年7月特斯拉发布新专利“汽车车架的多向车身一体化成型铸造机和相关铸造方法”,提出了一种车架一体压铸技术和相关的铸造机器设计。2020年,特斯拉首次将一体压铸技术运用于ModelY后地板总成,特斯拉整合多个车...
摩托车压铸件(再融资扩大产能,嵘泰股份:新能源快速发展,一体化压铸布局加速)
(报告出品方/分析师:招商证券汪刘胜杨献宇)一、深耕铝合金压铸业务,转向器壳体优势明显1、专注铝合金压铸领域,与国际一流客户长期稳定合作江苏嵘泰工业股份有限公司是一家集模具研发与制造、铝合金压铸、精密加...
最轻的眼镜框架材质(汽车行业一体压铸深度研究报告:新趋势,汽车制造大变革)
(报告出品方/作者:信达证券,陆嘉敏、曹子杰)一、汽车轻量化大势所趋,铝合金材料优势突出1.1政策直接推动+电动化要求,汽车轻量化大势所趋1.1.1政策要求推动汽车轻量化政策直接推动汽车轻量化发展,纯电动车减重需...
消失模横梁铸造(一体化压铸,正处爆发前夜:从预期走向兑现,未来市场空间广阔)
...化需求。在我国提出“碳达峰,碳中和”战略的背景下,汽车行业迎来史上最严格的油耗及排放标准。根据《节能与新能源汽车技术路线图2.0》,2035年我国传统能源乘用车油耗需降至4.0L/km;乘用车(含新能源)油耗需降至2.0L/km...