抛光毛毡制品(抛光加工方法及应用)
Posted
篇首语:如果每个人都理解你,那你得普通成什么样!本文由小常识网(cha138.com)小编为大家整理,主要介绍了抛光毛毡制品(抛光加工方法及应用)相关的知识,希望对你有一定的参考价值。
抛光毛毡制品(抛光加工方法及应用)
该文阐述了抛光加工的原理和方法,以及常用抛光工艺的操作要领。通过对抛光轮、抛光剂、磨料粒度和抛光速度的正确应用,使零件加工表面达到光亮如镜的要求。
序 言
抛光是机械加工中对零件进行光整加工的工艺,可使零件表面光亮如镜。各种模具、装饰零件及对外观要求高的零件,在电镀前都必须经过抛光。抛光加工分为粗抛、中抛和精抛3个阶段。粗抛时,一般采用事先用黏结剂粘好磨料的抛光轮,由于磨料粘得很牢固,因此抛光过程近似于采用砂轮、砂带和砂布叶轮等一样的光整加工;在中抛和精抛时,先将抛光剂涂在较软质的抛光轮上,然后将工件压在高速旋转的抛光轮上进行抛光加工。
一、抛光原理
抛光的基本原理是由黏结或敷有磨料的弹性抛光轮,在高速旋转条件下,对工件进行软研磨。抛光可分为以下3种。
(1)固定磨粒抛光 采用用胶黏结的固定磨粒进行抛光(见图1)。由于磨粒和柔软抛光轮表面黏结牢固,所以切削力较大,其原理近似于磨削。抛光时,抛光轮的旋转方向与工件进给方向相同,可获得十分光泽的表面。如方向相反,则在抛光轮与工件接触处,磨粒具有较大的切削力,使得工件表面有划痕,较为粗糙。
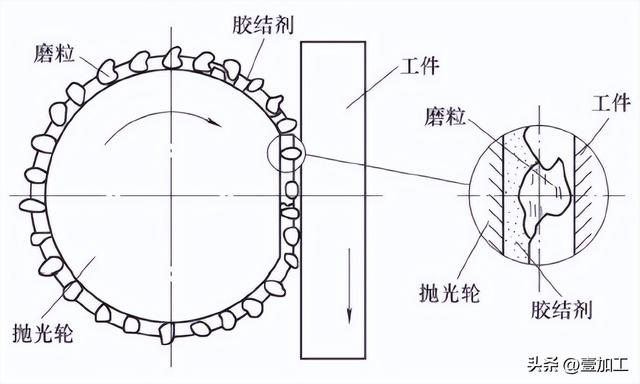
图1 固定磨粒抛光
(2)黏附磨粒抛光 采用用油脂黏附的磨粒抛光轮进行抛光(见图2),磨粒在力的作用下,可在润滑脂中缓慢滚动,使磨粒的全部切削刃都有机会参与工作,使抛光轮保持长期的工作能力。与此同时,在摩擦热和加工压力的作用下,抛光剂中的脂肪酸等介质与金属表面发生化学反应,生成易于去除的化合物,从而加快抛光效率。
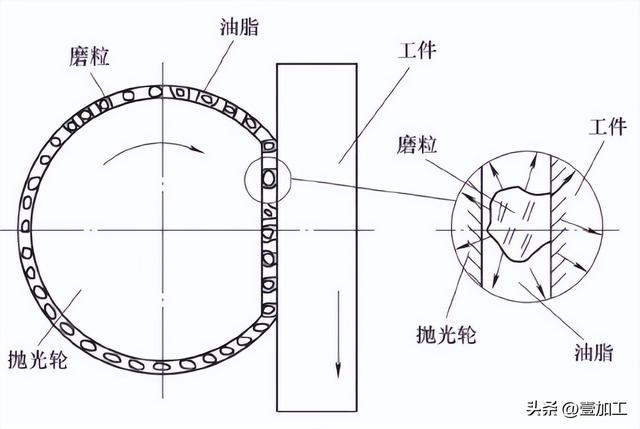
图2 黏附磨粒抛光
(3)液中抛光 抛光轮一般采用材质均匀并经过脱脂处理的木材或特制的细毛毡制作,这两种材料均为高含浸性材料,在抛光过程中能含浸大量的抛光液供加工使用。其原理是通过抛光过程的4个阶段,即自由抛光阶段、镶嵌抛光阶段、饱和钝化抛光阶段及“壳膜”化抛光阶段来完成。在使用细毛毡抛光轮时,由于毛毡松软、均匀,弹性与含浸性更大,整个抛光时间较短,只有镶嵌、饱和钝化与“壳膜”化3个抛光阶段。
三、抛光轮的材料
常用的抛光轮本体材料,有棉布、麻、毛毡、皮革、硬壳纸、软木材和毛织品等比较柔软的材料。粗抛时需用大的抛光力,以提高工作效率,可采用帆布、毛毡、硬壳纸、软木、皮革和麻等比较硬的抛光轮材料。中抛和精抛时则选用柔软性好、与抛光剂保持性较好的棉布、毛毡等抛光轮材料。抛光轮材料在制作前还需进行处理,处理的目的是增大刚性,以提高抛光能力,强化纤维,延长使用寿命,增加柔软性,增强“仿形”能力,提高对抛光剂的保持性、润滑性和耐燃性。
处理方法有漂白、上浆、蜡处理、树脂处理及药剂处理等。抛光轮的弹性与刚性,可以通过改变抛光轮的缝合方式、网纹间隔来加以调节。旋涡状缝合方式制造和使用方便,应用较广。此外,还有同心圆状、棋盘状和放射状缝合方式。若抛光轮的缝合方式相同,如果缝合间隔大,则抛光轮的弹性就大,反之则弹性小、刚性大。
四、抛光剂的选择
抛光剂由粉状抛光材料与油脂及其他适当成分的介质均匀混合而成。按其在常温下的状态,可分为固体抛光剂和液体抛光剂。固体抛光剂按介质的组成或性质,可分为油脂性和非油脂性两种。液体抛光剂根据介质的组成或性质,可分为乳浊状型、液体油脂型和非油脂型3类。但用得最多的是固体抛光剂。
固体油脂性抛光剂包括赛扎尔抛光膏(熔融氧化铝),用于碳素钢、不锈钢和非铁金属的粗抛;金刚砂膏(熔融氧化铝、金刚砂),用于碳素钢、不锈钢的粗抛和中抛;黄抛光膏(板状硅藻岩),用于铁、黄铜、铝和锌等的中抛;棒状氧化铁,用于铜、黄铜、铝和镀铜面的中抛和精抛;白抛光膏(焙烧白云石),用于铜、黄铜、铝、镀铜面和镀镍面的精抛;绿抛光膏(氧化铬),用于不锈钢、黄铜和镀铬面的精抛;红抛光膏(精制氧化铁),用于金、银和白金的精抛;塑料用抛光剂(微晶无水碳酸),用于塑料、皮革和象牙的精抛。
液体抛光剂一般采用氧化铬和乳化液混合的液体。
五、抛光用磨料粒度的选择
抛光剂中磨料的粒度对工件抛光后的表面粗糙度值和抛光效率有直接影响。磨料粒度粗,则工件表面粗糙度值大,而加工效率高;磨料粒度细,则工件表面粗糙度值小,但加工效率低。要求加工表面粗糙度值Ra=1.6~3.2μm时,粒度为F46~F60;要求Ra=0.4~0.8μm时,粒度为F100~F180;要求Ra=0.1~0.2μm时,粒度为F240~W28;要求Ra=0.025~0.05μm时,粒度为W20~W5;要求Ra≤0.012μm时,粒度<W5。在抛光中有粗抛、中抛和精抛,更换不同粒度抛光剂时,一定要更换不同磨料粒度的抛光轮,以免粗粒度磨料的磨粒带入而影响抛光效果。
六、抛光速度和压力的选择
(1)抛光轮的圆周速度 抛光时,在一定压力条件下的圆周速度越高,磨粒的切削量就越小,有利于降低工件表面粗糙度值,抛光效率也相应提高。抛光钢、铸铁、镍和铬等较硬的材料时,抛光轮的速度为30~35m/s;抛光铜、铜合金和银时,抛光轮的速度为20~30m/s;抛光铝、铝合金、锌和锡等软材料时,抛光轮的速度为18~25m/s。在实际工作中,选择抛光轮速度时,要根据具体情况灵活掌握,以达到安全、高效和优质的目的。
(2)抛光时的压力 抛光时工件压向抛光轮的压力大小,与抛光效率和工件表面质量密切相关。粗抛时,压力相对大一些,以提高工作效率;精抛时,采用较小的压力,以提高工件的表面质量。一般粗抛时的压力为10~30MPa,精抛时为5~10MPa。
七、其他抛光工艺
(1)砂纸(布)抛光 此种方法操作简便、灵活,是传统的工艺方法。可以在车床、磨床上,为了进一步降低工件的表面粗糙度值而用手工进行,不需要其他设备。但必须根据工件表面粗糙度值要求,合理选用砂布磨料粒度。例如,要求表面粗糙度值Ra=0.1~0.8μm时,砂布磨料粒度为F150~F240。对于内孔和型面(槽)的抛光,现在广泛采用砂布叶轮抛光。这种叶轮是用树脂把磨粒粘结在砂布上制成的,叶轮上的砂布呈渐开线分布,十分柔软,密集度高而有弹性,使用时可安装在电动或风动工具上进行。可根据工件的表面要求,选用不同直径和粒度的砂布叶轮,十分方便。
(2)液体抛光 将挟带磨料和液体的混合悬砂液,用压缩空气并通过喷嘴以高速喷向工件表面,进行光整加工。这种抛光方法一般可以在表面粗糙度值Ra=0.2μm的基础上,很快得到Ra=0.05~0.1μm,主要用于其他方法难于光整加工的表面(如小孔、复杂型面和小窄沟槽等)。
(3)电解机械研磨复合抛光 其原理和电解磨削基本相同。抛光时,抛光头接直流电源负极,工件接正极,它们中间由液压泵把电解液注入抛光区,抛光头以一定速度和压力旋转。在接通直流电源后,工件表面被电解液溶解而形成钝化膜,这种极薄的钝化膜的硬度远低于工件材料本身的硬度,很容易被抛光头上所带的磨料去除。由于该过程只在0.1s以内时间循环进行,所以抛光效率高,质量好,成本低。
(4)超声电火花复合抛光 靠超声磨和火花放电来光整加工工件表面,比单纯的超声机械抛光效率高3倍以上。其最大的特点是可高效率抛光小孔、窄槽、缝隙及小型精密表面,加工表面粗糙度值Ra可达0.08~0.16μm。
(5)磁力研磨抛光 如图3所示,把磁性磨料放入磁场中,磨料沿磁力线方向排列成磁力刷,当工件放入N-S磁极中间,作相对运动时,两磁极磨料对工件研磨抛光,工件表面粗糙度值Ra可在8~12s达到0.2μm。
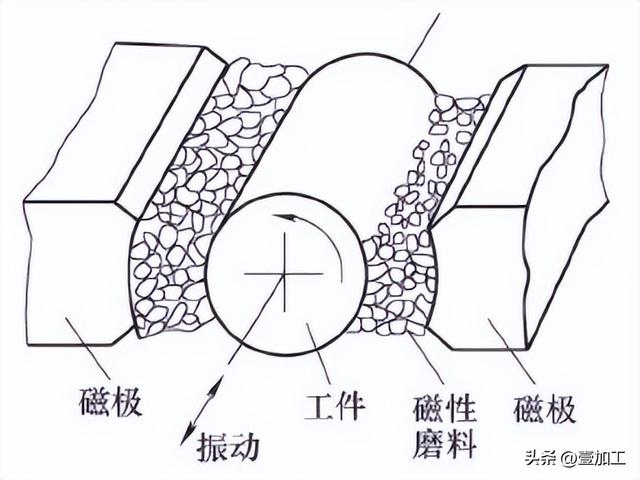
图3 磁力研磨抛光
八、结束语
实践证明,抛光是机械加工中应用广泛且日趋成熟的表面光整加工方法,既有传统工艺的实践经验,又有现代工艺的理论基础,操作简单,经济实用。对于现阶段研发的许多高效优良的新型抛光工艺,应结合生产条件,因地制宜地选用,通过工艺试验取得预期效果后再进行全面推广。
相关参考
抛光中遇到的最大问题就时“抛光过度”,抛光过度是指抛光时间越长,模具表面品质越差。发生抛光过度时有两种现象,即“橘皮”和“微坑”。抛光过度多发生于机械抛光。“橘皮”不规则、粗糙的表面被称为“橘皮”,产...
金洪波教授唯塑传播1、开机前的准备工作之一:升温采用两步法的加温程序先预设模具温度,开始时设定110℃,然后检查所有开机条件,4-5小时具备开机条件后,再设定需要的开机温度。开车前2-3小时开始升机身、换网器和横...
毛毡磨头(翡翠戴久了没光泽?自己在家就能抛光,三种方法省钱 放心 易操作)
...实并不是与生俱来的,也不是经久不衰的。天然未经加工抛光的翡翠实际上是哑光
抛光砂厂家生产的优质抛光砂主要用于四种金属材料制作的产品打磨、抛光,且能得到意想不到的惊喜效果。下面我们来看一看是哪5类金属制品,又分别能起到什么样的效果。1)铁质工件去锈、除污、除氧化皮,增大镀层、涂...
磨光机、砂光机、自动抛光机都是工业领域十分常用的自动化加工设备,但很多人不太清楚三者在应用上的不同,那磨光机、砂光机和自动抛光机在应用上有什么差异?磨光机、抛光机和砂光机的特性和工作原理有着较大差异,...
异型毛毡(大家都说羊毛毡应用广泛 下面介绍毛毡型号与应用 全面介绍)
...航空航天设备、飞机、船舶制造,精密机械、电子仪器,抛光材料及钢琴的音量控制,等特殊产品专用的高质量毛毡。112型毛毡(标准毛毡)产品介绍:主要用于各种机械、机电、化工、电子电器、电动工具、电线电缆、仪器仪...
疫情时期宅家闲暇无聊,利用现有材料和家庭常用的小工具“D”两把超灵敏短节可远投岸筏(矶)钓竿,待疫情过后到长江去夜钓鱼。见图1:超灵敏岸筏(矶)钓竿要想“D”一把自已使用得心应手,而且有“灵性”的钓竿,首先要...
抛光机专门针对钢、铝铜等金属制品的表面和管类进行效果处理,几十种原厂配件满足不同需要,轻而易举制造出各种精度不同的雪花纹、拉丝纹、波浪纹、哑光面、镜面等,快速修补深度划痕和轻微刮花,快速打磨和抛光;焊...
01电抛光过程机理金属的电抛光是一种特殊的阳极加工过程,它不同于普通的阳极加工过程,它能使阳极表面平整,达到高度平滑和光亮。而一般的阳极加工过程往往使金属表面变得更粗糙,不会出现光泽。一般认为,在电化学...
抛光机专门针对钢、铝铜等金属制品的表面和管类进行效果处理,几十种原厂配件满足不同需要,轻而易举制造出各种精度不同的雪花纹、拉丝纹、波浪纹、哑光面、镜面等,快速修补深度划痕和轻微刮花,快速打磨和抛光;焊...