折边机怎么用(折弯一刀,折弯机面板上都要设置哪些参数)
Posted
篇首语:上下观古今,起伏千万途。本文由小常识网(cha138.com)小编为大家整理,主要介绍了折边机怎么用(折弯一刀,折弯机面板上都要设置哪些参数)相关的知识,希望对你有一定的参考价值。
折边机怎么用(折弯一刀,折弯机面板上都要设置哪些参数)

假如有如下图所示的一个单弯头的折弯工件,其在手动加工页面中的操作过程如下:
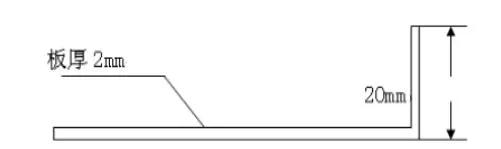
从图中不难看出:该工件的板厚为2mm,单端的翻边高度为20mm。另外假设该板料材质为Q235-A,总的加工宽度为2000mm。
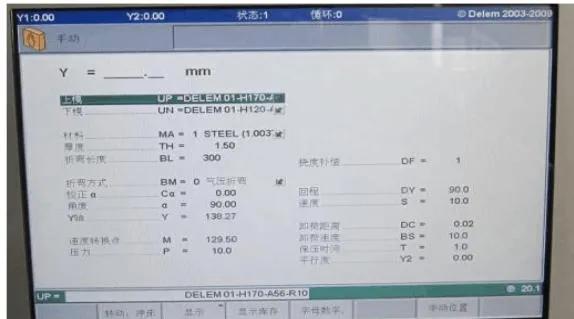
针对上图的一些信息,请选择合适的上下模具,将这些信息录入数控系统相应的参数下。
所有这些参数都是可以独立编入
上模UP:从上模内存中选择相应的上模用于加工,只需输入上模的序号。(例中录入的为5号)
下模UN:从下模内存中选择相应的下模用于加工,只需输入下模的序号。(例中录入的为5号)材料MA:选择加工板料类型(本例题中录入1)
1:钢4:不锈钢
2:铝5:根据在编程常量中设置抗拉强度和E-模数定义
材料MA:选择加工板料类型(本例题中录入1)
1:钢4:不锈钢
2:铝5:根据在编程常量中设置抗拉强度和E-模数定义
厚度TH:加工板料厚度(本例题中录入2)
长度BL:加工板料宽度(本例题中录入2000)
折弯方式BM:折弯方式(本例题中录入0)
0=自由折弯10:压平折弯
1=压底折弯11:压平+压底折弯
校正Ca=核正折弯角度
如果编程90度,实际加工后为91度,则核正为-1度
如果编程90度,实际加工后为89度,则核正为+1度
角度a=折弯角度(本例题中录入90)
Y轴 Y=编程或计算的Y轴值(由数控系统根据机床参数、模具参数、板材的厚度自动计算出折弯深度,用回车键直接确认数控系统计算出的值;假如在角度Ca处录入校正角度时,请用回车键重新确认Y轴值)速度转换点MuteM=速度转换点的位置(由数控系统根据机床参数、模具参数、板材的厚度自动计算出滑块的速度转换点,用回车键直接确认数控系统计算出的值。)
压力P=在折弯时,液压系统输出的折弯吨位(数控系统根据板料厚度及抗拉强度、下模开口、折弯宽度等参数自动计算出。也可以人工修改。)
X-轴 X-后挡料的编程位置(本例中输入18.1,因为图中的折弯高度为20mm,包含了板料厚度。在自动程序的工序计算中,数控系统自动计算X轴的定位位置)
R-轴 R-如果机床配置了附加轴如X2、R、DF等,在手动页面中其编程值为用户根据需要自行录入)开口Dy=滑块的开口高度,从速度转换的高度开始计算滑块返程的高度。
速度S=折弯速度(滑块慢下的速度,人工录入)减压速度BS=液压系统泄荷时,其泄荷的速度(对应于泄荷距离,人工录入,一般情况下小于折弯速度)延迟时间T=在折弯最终位置点的保压时间(可以修改0.1-9.9秒)平行Y2=左右油缸的偏差值设置。当为正数时,Y2再往下一点,负值时Y2少下一点,此设置用于自由折弯方式。
相关参考
数控折弯机折弯加工工艺参数(各种钣金折弯极限尺寸计算公式汇总,干货)
min=(V/2)+2+t………(7)不同材料厚度的最小折边尺寸Lmin(见表5)。2 最小Z型折边中间高度(如图六)Z型折边中间高度受V型槽中心到下模边距离影响,最小折边高度为公式(8):Hmin=(V/2)+2.5+2t………(8)不同材料厚度的...
折弯是一种对平面板件进行折叠、弯曲的工艺,它在整个加工链中紧随切割工序之后。工件放在带有V型开口的凹模上。楔形刀具(上刀)将工件压入V型开口中,并以这种方式将板材折弯到需要的角度。大多数折弯件采用悬空折弯...
折弯机是一种能够对薄板进行折弯的机器,为了提高加工精度,现在的折弯机多采用伺服电机作为执行机构。和不采用伺服的折弯机相比,有如下优点:1、伺服电机作为折弯动力,无需液压油,清洁环保。滑块停止时几乎无电...
折弯机编程如何输入零件参数(solidworks怎么设置钣金中折弯系数)
首先,打开solidworks软件,新建一零件2.在工具栏上点击右键,准备打开钣金工具栏3如图,钣金工具条已经打开了4.草图绘制完成后,标注尺寸,点击钣金,如图5.在基体法兰上设置各项参数,如图6.折弯系数设置,根据自己设计...
怎样制造折边机(萨瓦尼尼多边折弯中心 攻克传统折弯机效率问题)
(广告)来源:萨瓦尼尼
数控折弯机哪家强?这是不少老板心里的疑问,当今社会中钣金折弯的品牌与厂家太多,往往让人分不清好坏,下面小编就给大家讲讲比较知名的折弯机厂家与品牌。亚威—苏亚威机床股份有限公司主营:数控转塔冲床、数控折...
折弯机原来这么厉害啊,以前都不知道
折弯机模具主要用来安装在折弯机上,对各种钢板型材进行高精度角度折弯成型。广泛应用于冶金,电梯,铝合金,钣金加工等各种板材折弯需求行业。经过整体热处理的模具比普通模具具有更加持久的寿命模具的长度标准和分...
在折弯机的实际应用过程中,液压系统最常见的故障是液压缸保压时,滚轮卡紧力不足,回程速度相对较慢。这种故障不仅会在很大程度上影响液压系统的操作性能,还会影响整个系统的稳定性,进而可能产生其他一些故障...
"rich_content":"text":"凭手艺自制一台手动折弯机,好用不比买的差!","spans":null,"video":"vid":"v028b0850000bumrtpusoev4h4k38kr0","duration":496.8,"width":1024,"height":576,"file_size":51628528,"thumb":"web_uri":"tos-cn-p-0000/86cd2c28f6434b4