折弯钢板厚度(无压痕折弯技术及模具应用)
Posted
篇首语:聪明出于勤奋,天才在于积累。本文由小常识网(cha138.com)小编为大家整理,主要介绍了折弯钢板厚度(无压痕折弯技术及模具应用)相关的知识,希望对你有一定的参考价值。
折弯钢板厚度(无压痕折弯技术及模具应用)
折弯模具是钣金加工成形的主要工艺装备,随着工程机械、汽车、船舶、航空航天、电器仪表和建筑装潢等行业的发展,国内外钣金加工企业对钣金制品的成形精度、形状复杂度要求越来越高,同时对钣金件的表面质量要求越来越高,特别是对不锈钢板、铝板的折弯加工,更是要求无划痕。为了避免折弯机加工时在工件表面产生压痕,试验中从钣金件的折弯方式、材料硬度、凹模结构、选择机床与模具精度四个方面来分析折弯时钣金件产生表面压痕的原因。
传统折弯的缺陷
图1所示为传统折弯方式下的下模结构,这种结构通常有开口大小不一的V形槽,用于折弯不同厚度的板材。折弯时在折弯力的作用下,板材沿下模V形槽口边缘移动并受折弯力的挤压与滑动摩擦,从而使成形后的钣金件表面形成明显的压痕拉伤缺陷,缺陷带的宽度约为V形槽口的0.414倍,严重影响了产品的外观质量。要解决传统折弯中出现的上述缺陷,就必须要克服折弯过程中板材的移动和下模V形槽对板材形成的摩擦力与挤压力。

图1 传统折弯方式下的下模结构
无压痕折弯技术与模具结构
滚轴式无压痕模具
滚轴式无压痕模具的结构如图2所示,在对金属板材进行折弯加工时,工件在折弯过程中与下模上的硬质合金芯棒接触,且芯棒会顺着板材的移动方向转动,使工件在与下模接触受力后由传统的滑动摩擦变为滚动摩擦,大幅降低了工件表面由于受挤压而产生的压痕和擦伤,有效地提高了工件的外观质量和精度。但在折弯过程中,下模滚轴与板材仍存在挤压力,不能完全避免折弯压痕,尤其是在折弯材质软的板材时。

图2 滚轴式无压痕模具
转动翻板式无压痕模具
转动翻板式无压痕模具的结构如图3所示,在上模将工件压入下模体的过程中,由于工件与转动翻板平面接触,转动翻板在下模体中转动,工件在整个折弯过程中与转动翻板不产生相对滑动,同时,工件与转动翻板是面接触,消除了工件表面由于受挤压而产生的压痕和擦伤,有效提高了工件的外观质量和精度。

图3 转动翻板式无压痕模具
其他无压痕折弯技术
除了上述两种无压痕模具结构能够解决折弯时工件表面的压痕,也可通过使用防压痕胶垫、单V凹模防压痕胶套、块状优力胶+AT垫衬、硬质橡胶凹模等方法来解决折弯时工件表面的压痕,达到产品质量要求,如图4所示。但胶垫、胶套、优力胶块及硬质橡胶在折弯过程中易变形,使用寿命短,影响折弯工件的尺寸精度,只适用于尺寸精度要求不高的工件折弯。
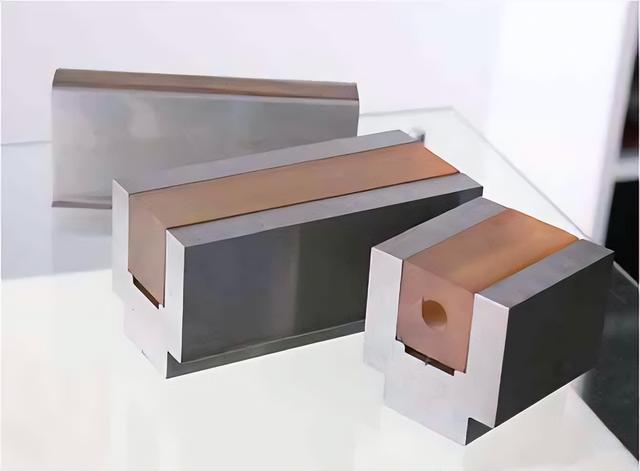
图4 优力胶下模
相关参考
...加工难度较一般工件大,本文介绍了一种实现工件大圆弧折弯的工艺方法,并结合具体工件对使用方法进行详细叙述。大圆弧工件在备料车间的生产实践中,一般有三种成形方式:其一为单工序压型模整体成形,适用于形状较为...
折弯圆角与钢板厚度(钣金行内人折弯经验汇总,就是这么详细,你知道多少)
折弯过程中,上、下模之间的作用力施加于材料上,使材料产生塑性变形。工作吨位就是指折弯时的折弯压力。确定工作吨位的影响因素有:折弯半径、折弯方式、模具比、弯头长度、折弯材料的厚度和强度等,见图1所示。通...
...加工难度较一般工件大,本文介绍了一种实现工件大圆弧折弯的工艺方法,并结合具体工件对使用方法进行详细叙述。大圆弧工件在备料车间的生产实践中,一般有三种成形方式:其一为单工序压型模整体成形,适用于形状较为...
手持不锈钢板折弯机(和利时BD56数控系统在折弯机上的应用)
摘要:数控折弯机在现代钣金件的成形加工过程中起到不可替代的作用。目前市场中的折弯机数控系统都被国外系统垄断,国内数控系统多数都不能满足其控制要求及精度要求。针对此需求,和利时开发出了一款能满足其要求...
钢材折弯加工行业里,不锈钢板折弯加工以不锈钢管折弯加工是最常见的操作。那么在对它们进行折弯加工时,一定要掌握一些加工技巧或者说要点才行。咱们先来说说不锈钢板的折弯加工,通常情况来说钢板越厚,我们在调节...
折弯机模具主要用来安装在折弯机上,对各种钢板型材进行高精度角度折弯成型。广泛应用于冶金,电梯,铝合金,钣金加工等各种板材折弯需求行业。经过整体热处理的模具比普通模具具有更加持久的寿命模具的长度标准和分...
钣金折弯机和折弯模具常见问题解答凡是熟悉钣金加工工程的人都知道折弯是钣金加工工程中比较难的,也是最需要技术的工程。(1)什么是钣金折弯?钣金折弯就是将金属板材通过压力设备和特制的模具,把平面的板料变为立体的加...
折弯机模具主要用来安装在折弯机上,对各种钢板型材进行高精度角度折弯成型。广泛应用于冶金,电梯,铝合金,钣金加工等各种板材折弯需求行业。经过整体热处理的模具比普通模具具有更加持久的寿命模具的长度标准和分...
1.板料折弯的最小搁置尺寸c与板料的厚度有关(见图1)。a.板料厚度1mm~3mm的搁置尺寸c为3mm;b.板料厚度大于3mm的搁置尺寸c等于板料厚度;2.角尺边折弯最小极限尺寸amin(见图2)与板料厚度、折弯圆角半径和搁置尺寸的关系见表...
厂家加工工件的不同,这意味着老板们对数控折弯机的折弯精度的要求也是不一样的。而折弯精度则是由模具工作台等多种因素决定的。今天,小编不讲其他的,就数控折弯机模具的选择来跟各位老板好好聊一聊:折弯模具按照...