折弯机系统有哪些(折弯机知识点——3分钟帮你分析让你了解折弯机液压系统)
Posted
篇首语:我贪钱,大概是因为卑微到泥土里,只有它能给我一丝安全感吧.本文由小常识网(cha138.com)小编为大家整理,主要介绍了折弯机系统有哪些(折弯机知识点——3分钟帮你分析让你了解折弯机液压系统)相关的知识,希望对你有一定的参考价值。
折弯机系统有哪些(折弯机知识点——3分钟帮你分析让你了解折弯机液压系统)
折弯机是一种使用广泛的弯曲机械,早已实现了液压化。折弯机做为钣金加工重要的设备,发挥着其不可替代的作用,对产品的质量、加工效率、精度起着决定性的作用。
通常,折弯机为上活塞式压机,由机架、滑块、液压系统、前托料架、后挡料、模具、电气系统等部分组成, 如图 1 所示。

由两只平行运动的工作液压缸形成垂直向下的压力,以驱动折弯梁上的模具进行折弯工作。液压控制系统作为折弯机的大脑,主要控制折弯过程的同步运行和液压缸在机器满负荷工作时的定位。我将以某型通用折弯机为例,进行液压系统的分析。
液压系统
图 2 为折弯机液压系统。(图片在文章显示有点模糊,可以关注我头条号,并私信我以下文字“液压系统”,你将收到清晰图片)每进行一次折弯动作,上折弯梁的典型折弯工艺运动循环阶段包括:
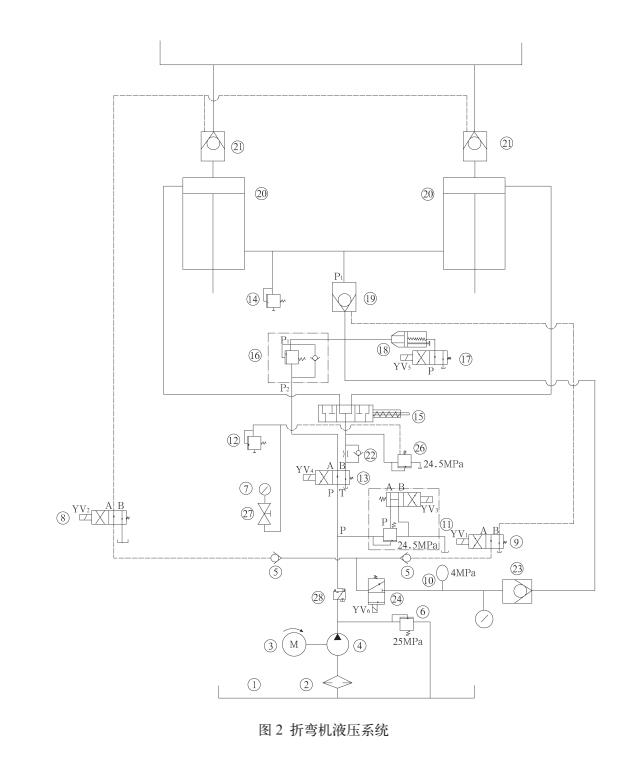
⑴油泵启动
电动机按泵箭头标注的方向旋转,即顺时针方向,带动轴向柱塞泵运转,油液通过管路进入阀板和电磁溢流阀回油箱,当 19 号阀封闭时,20 号油缸下腔油液保持滑块停在固定位置上。
⑵向下运动
折弯机快速下行运动通过折弯机梁及各附件的自重和油液的压力产生运动。在此过程中,液压缸无杆腔通过充液阀进油,有杆腔将产生背压,油液快速回流。快进运动从上死点开始,经过一个短暂的减速阶段后, 在接近折弯板材一定距离处,滑块速度减慢。
当9号 YV1、24 号 YV6、13 号 YV4、17 号 YV5 电磁铁工作时,滑块快速下降,下降速度由 18 号阀调整,20 号油缸下腔的油液通过 19 号、18 号、17 号进入油箱,油缸 20 上腔的油通过 21 号阀注入。
当滑块下降到限位开关时,9 号 YV1、8 号 YV2、11 号 YV3、13 号 YV4、24 号 YV6 电磁铁工作,滑块进入工作速度。如滑块不同步时,由 15 号阀自动纠正,滑块下降位置由油缸中的机械挡块限制。
⑶折弯
折弯阶段从无杆腔建压开始。折弯速度一方面受到油泵供油量的限制,另一方面,可通过比例阀方向阀来调节。同时,方向阀也控制折弯梁的同步运行和下死点的定位。折弯力的限制则由比例溢流阀限制泵的压力来完成。相应的速度、同步、定位和压力的给定值均来自数控器。
由脚踏开关或按钮控制 9 号 YV1、8 号 YV2、11 号
YV3、13 号 YV4、24 号 YV6 电磁铁工作的时间长短,实现滑块下降时点动距离,滑块下降的速度由 16 号阀调整, 滑块向上由 11 号 YV3、24 号 YV6 控制,同样电磁铁工作时间的长短,实现滑块向上点动距离。
⑷减压。
无杆腔的减压是在到达下死点时开始,或者是在持续了一个短暂的保压时间之后开始,这样就使材料有充足的时间成形,进一步提高制件的尺寸精度。保压和减压均由比例方向阀按着数控器的指令来完成。为了提高加工效率,须使减压时间尽可能地短,但是为了避免在整个系统中产生卸荷冲击,要求尽量延长泄压时间。总之, 减压曲线应尽量平稳,不允许太陡。整个过程的优化通过比例方向阀来实现。
⑸主缸回程。
泵的流量和液压缸有杆腔的承压面积, 决定了最大回程速度,在大多数情况下,接近最快速度。
回程也同样要求同步运行,从有杆腔减压开始到上死点结束。
在回程的瞬时要求 8 号 YV2 电磁铁先复位 2s 实现泄压,随后 11 号 YV3、24 号 YV6 电磁铁工作,滑块回程,回程速度恒定。
⑹机器的压力调整。
6 号高压溢流阀、11 号电磁溢流阀是保证机器的额定力。14 号溢流阀调节机器的回程力,不至于因过载而损害机器,液压系统中的工作压力可以从 7 号压力表中读出。10 号蓄能器充氮压力,主要是操纵 19 号 /21 号阀所需压力。

液压系统发展趋势
液压系统发展的同时,推动了机床产业的快速发展,为适应液压系统向高性能、高精度和自动化方向发展需要,数控液压技术、电液伺服技术等新型液压技术也在快速发展,从研究现状来看,液压系统发展趋势将体现在如下方面:
⑴现代液压技术与微电子技术、计算机控制技术、传感技术等为代表的新技术紧密结合,形成并发展成为一种包括传动、控制、检测在内的自动化技术。当前,液压技术在实现高压、高速、大功率、经久耐用、高度集成化等各项要求方面都取得了重大的进展;在完善发展比例控制、伺服控制、开发控制技术上也有许多新的成绩。同时,液压元件和液压系统的计算机辅助设计(CAD)和测试(CAT)、微机控制、机电液一 体化(Hydromechatronics)、液电一体化(Fluitronics)、可靠性、污染控制、能耗控制等方面也是液压技术发展和研究的方向。
⑵虚拟化利用 CAD 技术全面支持液压系统从概念设计、产品设计、性能设计、可靠性设计到零部件详细设计的全过程,并把计算机辅助设计(CAD)、计算机辅助 分析(CAE)、计算机辅助工艺规划(CAPP)、计算机辅助检验(CAI)、计算机辅助测试(CAT)和现代管理系统集成在一起,建立计算机制造系统(CIMS)使设计与制造技术有一个突破性的发展。
⑶开展液压系统的故障预测,实现主动维护技术。必须使液压系统故障诊断现代化,加强专家系统的开发研究, 建立完整的、具有学习功能的专家知识库,并利用计算机和知识库中的知识,推算出引起故障的原因,提出维修方案和预防措施。要进一步开发液压系统故障诊断专家系统通用工具软件,开发液压系统自补偿系统,包括自调整、自校正,在故障发生之前进行补偿,这是液压行业努力的方向。
⑷数字化电子技术与液压技术结合。通过把电子控制装置安装于伺服阀内或改变阀的结构等方法,形成了种类众多的数字产品。阀的性能由软件控制,可通过改变程序, 方便地改变设计方案、实现数字化补偿等多种功能。
⑸微型化。随着液压技术的进步及竞争的加剧,微型伺服阀的技术以体积小、重量轻、单位功率大等优点而越来越受到重视。研究重点增大压力的优势,应用先进材料和复合材料降低重量和铸造工艺的发展,如铸造流道在阀体和集成块中的广泛使用,可优化元件内部流动,实现元件小型化。
⑹绿色化减少能耗、泄漏控制、污染控制。将发展降低内耗和节流损失技术以及无泄漏元件,如实现无管连接, 研制新型密封等;发展耐污染技术和新的污染检测方法, 对污染进行在线测量;可采用生物降解迅速的压力液体, 如菜油基和合成脂基的传动用介质将得到广泛应用,减少漏油对环境危害,适应环境保护降低噪声和振动、无泄漏。
相关参考
折弯机是对金属薄板进行折弯的一种机器,在进行工业生产中非常常见。随着现代工业的逐步发展壮大,用户对折弯机的需要也逐步上升,但是随着需求的增加,行业内逐步出现了一些质量参差不齐的折弯机,而这些机器的质量...
折弯机是对金属薄板进行折弯的一种机器,在进行工业生产中非常常见。随着现代工业的逐步发展壮大,用户对折弯机的需要也逐步上升,但是随着需求的增加,行业内逐步出现了一些质量参差不齐的折弯机,而这些机器的质量...
折弯机剪板机价格(二手剪板机折弯机的速度环如何调节,以下知识你懂吗?)
盘活网小编分析二手剪板机折弯机价格,二手剪板机折弯机的速度环是控制电动机转速亦即坐标轴运行速度的电路,二手剪板机折弯机的速度环改如何进行调节?二手剪板机折弯机的速度调节器是比例积分(PI)调节器,其P、I调整...
武汉二手折弯机剪板机市场(二手剪板机折弯机的速度环如何调节,以下知识你懂吗?)
盘活网小编分析二手剪板机折弯机价格,二手剪板机折弯机的速度环是控制电动机转速亦即坐标轴运行速度的电路,二手剪板机折弯机的速度环改如何进行调节?二手剪板机折弯机的速度调节器是比例积分(PI)调节器,其P、I调整...
折弯机什么系统好用(TP10S数控系统解说,一般数控折弯机操作系统TP10S数控)
视频加载中...TP10S数控折弯机(一般配置数控折弯机)故障排查,常见问题分析于处理:一、油泵启动不了1.检测油泵反馈输入信号2.检测油泵是否有信号输出3.检测急停是否被按下二、油泵启动后停止1.检测急停是否被按下2.检测...
看懂制作图是标识制作工艺师的基本要求1工艺分析1.1.工艺特性根据造型需求,选择加工方式,分解各个环节所需的制作过程,用文字表述出来1.2.工艺顺序图纸中标注加工方式,注意各种工艺的覆盖性及特性2钣金工艺流程2.1材...
手动折弯机原理(钣金加工行业常用的一些机械设备的基础知识及经验)
钣金设备主要有折弯机、剪板机、激光切割机、刨槽机及数控冲床和各种辅助设备等组成折弯机:折弯机可以大致归纳为两种机型,一种是纽轴同步,一种是电液同步,其他小众机型如电动折弯机,还有下动折弯机。上述机械设...
折弯机油缸哪个厂家好(钣金加工行业常用的一些机械设备的基础知识及经验)
钣金设备主要有折弯机、剪板机、激光切割机、刨槽机及数控冲床和各种辅助设备等组成折弯机:折弯机可以大致归纳为两种机型,一种是纽轴同步,一种是电液同步,其他小众机型如电动折弯机,还有下动折弯机。上述机械设...
在折弯机的实际应用过程中,液压系统最常见的故障是液压缸保压时,滚轮卡紧力不足,回程速度相对较慢。这种故障不仅会在很大程度上影响液压系统的操作性能,还会影响整个系统的稳定性,进而可能产生其他一些故障...
数控液压折弯机主要用于工件的折弯加工,由机架、滑块、工作台、液压缸、液压比例伺服系统、位置检测系统、数控系统和电气系统组装而成。该折弯机在空载速度、工作速度和回程速度工况下,始终能保持滑块的位置同...