折弯机模具的常见材质(结构设计干货 ⑤钣金件设计-折弯)
Posted
篇首语:一身转战三千里,一剑曾百万师。本文由小常识网(cha138.com)小编为大家整理,主要介绍了折弯机模具的常见材质(结构设计干货 ⑤钣金件设计-折弯)相关的知识,希望对你有一定的参考价值。
折弯机模具的常见材质(结构设计干货 ⑤钣金件设计-折弯)
1.折弯设备的精度与零件的精度
数控折弯机的定位精度分两方面,定位装置的前后移动精度±0.1, 下模的上下移动精度也为±0.1(此误差影响折弯角的精度)。折弯零件的精度与工人的操作有较大关系,理论上每一道折弯都有可能产生±0.1的误差。对于要求较严的尺寸,也可以通过操作工的调整补偿减少误差。尺寸标注时在满足产品要求的情况下,尽量考虑生产加工的效率。
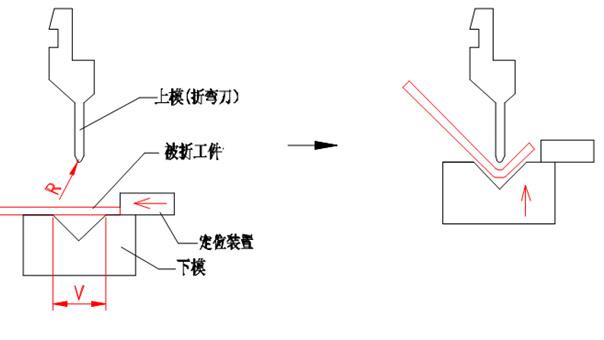
1.数控折弯机的刀具
数控折弯机的折弯刀有很多种,按刃口分,有R=0.2, R=0.6, R=1,按刀具结构分,有直角刀,避位刀,鹅颈刀等,折弯下模一般是90°V形模.现有V模宽度有:V=4, V=7,V=8, V=12,折弯刀具和下模的关系如下图。
3.数控折弯件的工艺性要求
3.1 在折弯有撕裂的地方,需要留撕裂槽。撕裂槽的宽度一般不小于1.5t,且≥1.5。撕裂槽的长度和宽度与壁厚的关系如下图b,c所示。或者是折弯线让开阶梯线如下图a所示。

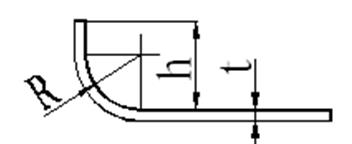
3.2折弯件的直边高度不宜过小,否则不易形成足够的弯矩,很难得到形状准确的零件。其弯曲值h≥R+2t,且h≥3方可。如下图示。
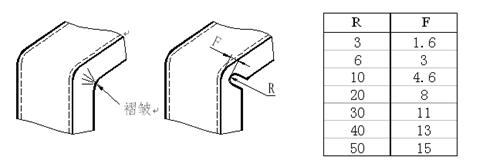
3.3当折弯边带有斜角时(如下图,),侧面的最小高度为:h=(2–4)mm,且h≥R+2t(R为折弯内角)。

3.4 折弯件的孔边距离:先冲孔后折弯的零件,为了避免折弯时孔变形,从孔边到弯
曲半径r中心的距离取为:当t<2mm时,L≥t;当t≥2mm时,L≥2t。

3.5先折弯再冲孔的零件(主要针对用冲模的零件),其孔边与工件直壁之间应保持一定的距离,距离太小时,在冲孔时会使凸模受水平推力而折断:从孔边到弯曲半径r中心的距离取为: L≥0.5t ,如下图。

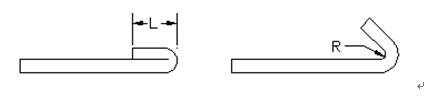
3.6 压死边的尺寸要求,压死边的长度与材料的厚度有关。如下图所示,一般压死边最小长度L≥R +3.5t。其中t为材料壁厚,R为压死边前道工序的最小内折弯半径,一般为0.6。
3.7 板件折弯时,若弯曲处的圆角过小,则外表面容易产生裂纹,尤其铝板最明显。若弯曲圆角过大,因受到回弹的影响,弯曲件的精度不易保证。折弯内圆角与材料厚度和材质有一定的关系,一般受折刀具规格的限制,推荐选用折弯内半径R = 0.6, 结构没有特殊要求时图纸上不需要标注具体的尺寸。由工厂选择合适的折弯刀。
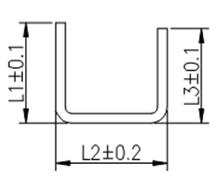
3.8 折弯件不得对多个折弯边(如下图的L1, L2, L3)同时要求较严的尺寸公差。
4.模具弯曲件的工艺性要求
4.1弯曲件的直边高度太小时,会影响弯曲件成型后的角度精度。要求h≥R+2t
4.2在U形弯曲件上,两弯曲边最好等长,以免弯曲时产生向一边移位。如不允许,可设一工艺定位孔,如下图。

4.3为了防止零件弯曲后,直角的两侧平面产生褶皱,应设计预留切口,如下图。
4.4 为了防止零件弯曲后,折弯边回弹,建议在对接处设计切口形式。如下图。

a≥1.5t
(t—材料厚度)
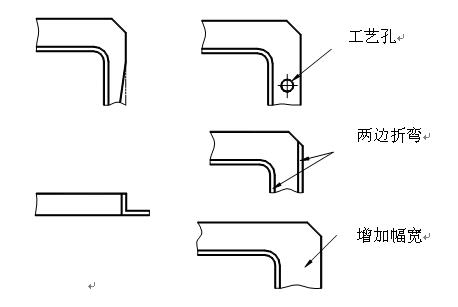
4.5 为了防止冲孔后再弯曲的零件,在孔边产生裂纹,建议增加切口,如下图。

4.6 防止弯曲时,一边向内产生收缩。可设计工艺定位孔,或两边同时折弯,还可用增加幅宽的办法来解决收缩问题。
4.7 弯曲的零件,在弯曲区压制加强筋,不仅可以提高工件的刚度,也有利于抑制回弹。常用筋的结构尺寸推荐如下.


相关参考