折弯机折弯力计算方法(图文并茂分享钣金件折弯与展开的计算,附公式)
Posted
篇首语:仓廪实则知礼节,衣食足则知荣辱。本文由小常识网(cha138.com)小编为大家整理,主要介绍了折弯机折弯力计算方法(图文并茂分享钣金件折弯与展开的计算,附公式)相关的知识,希望对你有一定的参考价值。
折弯机折弯力计算方法(图文并茂分享钣金件折弯与展开的计算,附公式)
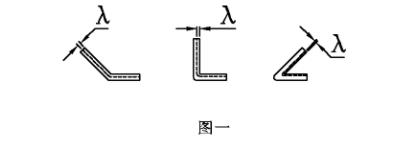
板料在弯曲过程中外层到到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在高曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算高曲件展开长度的基准。
1、中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变开程度随之增大,中性层位置逐渐向高曲中心的內侧移动。中性居到板料內侧的距离用A表示(见图一)。
2、折弯模具:
我们使用的小松数控折弯机庑配套的普通折弯模具Ⅴ型槽宽度通常为适用该折弯模的板厚的5-6倍。板厚与适用V型槽宽(见表1)。

3、展开计算方法:
3.1 90°折弯(一般折弯)
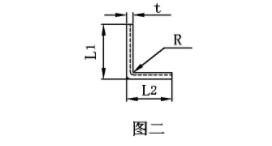
3.1.1(如图二),由于我们常用的折高上模的尖角通常小于0.5,所以折高内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。展开长度的计算公式为(1):
L=L1+L2-2t+系数a;
3.1.2折弯系数a的计算公式为(2):
a=-0.075V+0.72t-0.01
其中:V--下模槽宽:t--材料厚度
3.1.3为方便计算将展开长度的计算公式间化为(3):
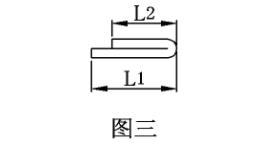
L=L1+L2-系数C
注:篇化系数C=(2t-系数a)见表2
3.1.4多次折弯展开长度的计算公式为(4):
L=L1+L2+L(n-1)C
其中:n--折弯次数
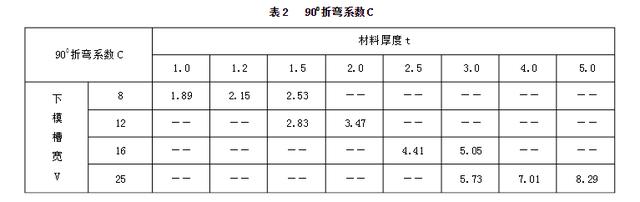
4、反折压平(双折边)
4.1如图三,双折边是两层钢板重叠在一起的折弯开状,通常用来起加强作用,因此2.0mm以上的板很少见压死边。它需要用特殊折弯模具成形,而且要分为两道以上的工序才能成形
4.2双折边的展开长度计算公式为(5):
L=L1+L2-系数C
4.3系数C的经验值见表3。

5、钝角折弯
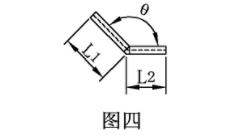
5.1(如图四)我们常用的钝角折边通常为135、150°,属开长度计算公式为(6):
L=L1+L2-系数C
5.2系数C的经验值(二)见表4

6、折边工艺
6.1最小折边工艺
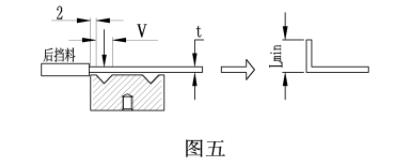
6.1.1(如图五)最小折边尺寸为公式(7):
Lmin=(V/2)+2+t
6.1.2不同材料厚度的最小折边尺寸Lmin(见表5)。

6.1.3最小Z型折边中间高度(如图六),Z型折边中间高度受V型槽中心到下模边距离影响,最小折边高度为公式(8):
Hmin=(V/2)+2.5+2t
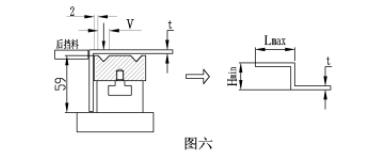
6.1.4 不同材料厚度的最小Z型折边中间高度Hmin见表6。

6.2最大Z型折边反边尺寸
6.2.1最大Z型折边反边尺寸(如图六),通常的开关柜左门为Z型折边,其反边尺寸受下模及模座高度影响,最大反边高度为公式(9):
Lmax=59+t
6.2.2当Z型折边中间高度小于30时,不同材料厚度的Z型折边最大反边尺寸见表7,当Z型折边中间高度较大时,受折弯机下模座不同部位景响,其反边最大尺寸应现场确定。

7 、U型折边
7.1(如图七)受机床及模具影响,U型折边宽度H不能太小,高度H2不能太大;当H2满足表5的最小折边尺寸时,H最小值公式为(10)
H=12+2t
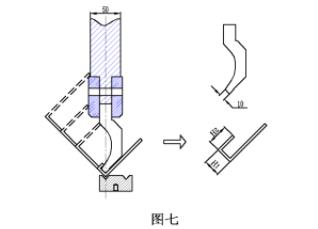
7.1.1 H1的数值见表8

7.1.2当H1值较大时,应满足:B<H1-35。
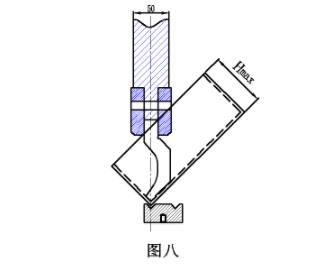
7.2四面折边最大高度H
7.2.1受模具景响四面折边最大高度Hmax<175(如图八)。
以上,欢迎动动手分享及收藏!
相关参考
折弯圆弧算法(钣金加工大圆弧折弯刀数、折弯角度和展开长度计算方法)
...里口的弧长计算,尺寸会不准的。中性层就是理论上钣金折弯过程中既不伸长也不压缩的那层长度。用作展开长度。中性层怎么使用?钣金折弯大圆弧,当圆角R除以钣金厚度等于6.5倍时,中性层在钣金厚度的中心位置。所以,...
折弯刀(直接学钣金折弯工艺超简单,细节加工展开计算汇总,经验都在这)
金属板料在折弯机上模或下模的压力下,首先经过弹性变形,然后进入塑性变形,在塑性弯曲的开始阶段,板料是自由弯曲的,随着上模或下模对板料的施压,板料与下模V型槽内表面逐渐靠紧。同时曲率半径和弯曲力臂也逐渐变...
...将工件压入凹模的下模中。因此,执行上述工艺与方法的折弯机被称为模压折弯机。1、悬空折弯冲芯将工件压入凹模,却不将其压向模具壁。冲芯下移期间,工件边向上弯折并形成夹角。
折弯机折弯角度控制(「萨凡折弯」四川折弯机的折弯系数要如何计算?)
...越简单越好。事实上,如果不需要精准的钣金误差,四川折弯机的折弯系数是可以用简单的方法计算。四川折弯机计算折弯系数最简单的计算方法就是90度折弯系数的计算公式:材料厚度的1.7倍的计算方法。这个公式是怎么用的?...
...数控折弯没人愿意干呢?下面谈谈个人看法。一、累干过折弯机的都知道。不管是数控折弯和普通折弯机,不管是大件钣金件还是小件钣金件,不管是批量还是单件。都累。为什么?拿过图纸,要识图,检查零件展开尺寸。理解...
...适用于弯制钢制零部件。2.设备与工具2.1设备:数控板料折弯机、机械压力折弯机2.2工具:游标卡尺(0-150mm),钢卷尺(3.5m),万能角度尺,内六角扳手3.工艺要求3.1板料弯曲时,应选择合适的弯曲半径,为减少弯曲力和弯曲变...
...弯工件展开尺寸的计算和折弯操作要点本标准适用于数控折弯机.2安全注意事项2.1操作人员必须穿戴工作服、工作鞋、手套等2.2若折比较宽或重的零部件需两人合作时,需两人分别操作踏脚开关,应密切配合,协调动作。2.3双手...
这两天在使用SolidWorks时遇到一个关于钣金的问题,和大家分享一下解决过程。首先是设计一个料斗,料斗成锥形。有两个问题:问题点在料斗的进口处,圆形进口处需要做一个卷边;出二维图时,卷边需要展开。平时我一般都...
法兰圆弧机(带圆弧的钣金件SolidWorks如何制作展开?)
...的草图,图形如下。3.点击【基体法兰】,给定深度60mm,折弯系数选择K因子0.54.点击【草图】绘制草图基准面选择箭头所示5.绘制拉伸切除的草图6.点击【拉伸切除】6.点击【边线法兰】绘制折弯31.2的边设置折弯扣除1.757.点击【边...
法兰圆弧机(带圆弧的钣金件SolidWorks如何制作展开?)
...的草图,图形如下。3.点击【基体法兰】,给定深度60mm,折弯系数选择K因子0.54.点击【草图】绘制草图基准面选择箭头所示5.绘制拉伸切除的草图6.点击【拉伸切除】6.点击【边线法兰】绘制折弯31.2的边设置折弯扣除1.757.点击【边...