折弯机慢慢下怎么回事(钣金加工标准工时讨论)
Posted
篇首语:案头见蠹鱼,犹胜凡俦侣。本文由小常识网(cha138.com)小编为大家整理,主要介绍了折弯机慢慢下怎么回事(钣金加工标准工时讨论)相关的知识,希望对你有一定的参考价值。
折弯机慢慢下怎么回事(钣金加工标准工时讨论)
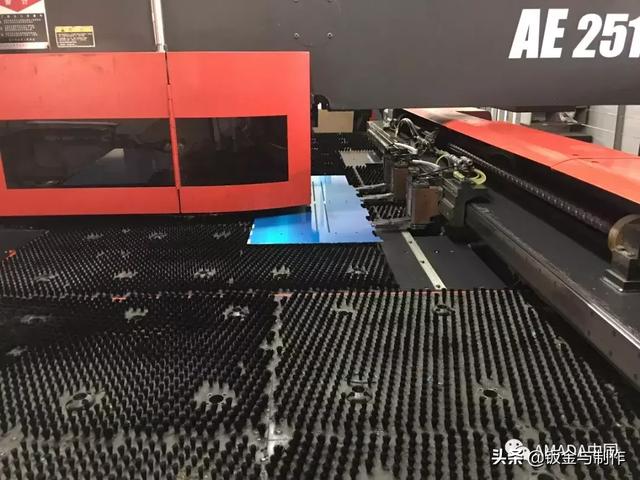
现场正在进行1.0t贴膜铝板的量产加工,从图片可以看到,为了解决因蓝膜粘性带来的各种问题,久博金属很仔细的在板材边缘利用废弃的粘纸进行二次固定,是既经济又实用的方法
但凡从事钣金加工,特别是多品种少批量加工的企业,都知道在钣金的生产中计算并采用标准工时是有多么困难。
首先,由于多品种少批量的加工,导致产品规格多,标准工时没办法测算,这与电子行业有所不同,因为电子行业无论规格如何变动,但基本加工手段和所花费的时间是几乎一致的,所以得以广泛应用,但钣金的多品种一般会根据订单及客户的不同,所需加工的零件完全不同,而且一套图纸中还有大大小小各种尺寸,导致几乎不可能在第一个批次订单中测出标准工时;其次,由于前述原因,导致钣金加工的效率管理早已自成一套体系(虽然绝大多数靠经验),这时候如果要引进标准工时管理,在企业内部遇到的阻力和困难将会大到难以想象,因为这几乎就颠覆了以往的那套体系,完全从头来过,这需要下定极大的决心和毅力才有可能推行。
鉴于以上两点原因,在钣金加工领域里,虽然精益管理已经叫了好多年,但真正有能力或有意识采用标准工时制的企业却少之又少。这次我们采访的,就是在这少之又少的采用标准工时管理的优秀企业:广州久博金属制品有限公司。

技术总工程师 张吉安 董事总经理 宋朝明 生产技术部经理 胡晓军
▶广州久博金属制品有限公司(以下简称久博金属)是一家集生产、销售、服务为一体的专业钣金制造公司。公司创建于2003年(含前身),位于广州市南沙区榄核镇,公司主要生产和销售通信、电力用机箱机柜,产品广泛应用于电子、网络、金融、通信、自动化、铁路控制、综合布线等领域,拥有先进的高精密的生产加工设备和专业的生产工艺。
作为一家加工品质精良,产品行销美国、日本、英国、法国、澳大利亚等最发达国家和地区的企业,董事总经理 宋朝明先生(以下简称宋总)为我们讲述了标准工时的实际运用及效果。

高品质产品陈列
“首先,我们公司在推进标准工时制的时候,和其他很多企业一样,也遇到过相当大的障碍。”宋总说到。虽然久博金属自2008年建厂伊始,就对自身进行了极高的定位,但早在十年之前就推行5S管理及标准工时制度,导致即使久博金属薪资待遇、工作环境等各方面都很令人满意,但很多员工还是嫌麻烦,不能理解,甚至觉得公司管束太多,因此员工流失率也相当高。但不断增长的业务需求又不允许久博金属停下来慢慢整顿,所以为了服务好客户,公司不得不改变策略,采用了“超产奖”制度进行效率管理。超产奖制度简单来说,就是公司为每个工人设定了保底产量(约为目标产量的60%),而当工人的实际产量大于设定产量时,公司将给予额外的奖金,有点类似于计件加工的制度。在丰厚的奖励制度下,全公司上下开足马力,顺利的实现按计划交货。但作为一个高定位的企业的管理者,宋总在这过程中发现了严重的隐患:“我们发现,工人为了赚取更多的奖金,会追求更快速的方式加工零件,这样的话QC(品质管理)很容易形同虚设,所有零件很有可能一路绿灯的被放行,长此以往,公司从上到下将会对品质的追求逐渐淡化,最终导致装配好的产品的累计误差达不到预期,降低了产品的品味,甚至影响到企业的声誉。”

薄板焊接打磨区域
宋总在现场发现了存在的隐患,洞察到了这一问题,所以在出现质量问题之前,及时叫停了“超产奖”制度。思来想去,重回原点,体会到测标准工时这个工作虽然困难重重,但还是得迎难而上。“因为解决了标准工时这一个点,其他所有问题都将迎刃而解。”宋总解释到:“比如,有了标准工时的数据后,还能有助于报价工作。因为有的时候凭经验报价的话,是有可能报的太低的。当接到订单之后再与客户解释这样的价格无法加工,是加工企业的大忌,因为之前报出去的价格其实就等于已经做出的承诺,推翻做出的承诺对于久博金属而言,是绝对不允许的。反之,有的时候客户会提出降价的要求。在没有标准工时的数据做支撑的时候,由于不知道该降多少,所以对钣金工厂来说,降价要求是最为头疼的。而采用标准工时制度后,由于拥有每一个产品的数据来支持,所以所有的生产成本一目了然,就不会出现报价基本靠估的现象。”

厚板焊接打磨区域
鉴于此,久博金属自五年前特地聘请这方面专业的工程师,对每个零件的标准工时一个一个去测,虽然工作量巨大,但他们克服了重重困难,坚持到现在,除了新产品的第一批次订单之外,所有零件都已经获得了标准工时数据。 拥有标准工时数据后,为久博金属的发展带来了很多好处 。
制程计长制度的建立
1
通过企业内部自制的系统,让每一位员工将自身的制程计长登录到系统中,将所有细分的工作责任到人,与标准工时一样,制作出制程工时,并以每个月的频率进行发表。从整体来看,制程计长正在下降中,体现出公司效率的不断优化。
报价体系进一步的合理化
2
通过标准工时,可以很清晰的了解到每个零件每一道工序所需的成本,以此为基础进行报价,可以保证客户花的每一分钱都得到利益的最大化。相比较一些竞争企业,久博金属可以在同样甚至更低的报价的前提下,生产出品质更好的产品,与客户实现双赢。
设备优劣及瓶颈工序解决方案一目了然
3
“记得有一个大客户的订单,公司从战略层面考虑,决定即使不赚钱也要做。结果,在实际生产中发现,为了加工这个订单,导致其他订单都无法出货。”宋总回忆道:“于是我们结合现场查询了数据,发现这个订单由于折弯工序相对比较复杂,导致折弯成为了瓶颈工序,一般的设备根本来不及消化这个订单,这样何止不赚钱,算上其他订单的延误,甚至可以说是大亏本了。但唯有那台数字化折弯机HDS8025,能够以一般设备3倍的产能稳定的生产。另一方面,由于HDS加工精度更高,使废品率大幅度降低。因此,在对各种数据的分析后,共同指向同一个解决方案,那就是再添置一台HDS。”由于时间紧,任务重,当时的久博金属采购了AMADA的展示机,顺利的解决了瓶颈工序,帮助久博金属重回正常的生产之中。

数控折弯生产区域
实现效率和人力成本的最优化
4
虽然测出了所有的标准工时,但由于钣金加工还是一种依靠人力的生产手段,所以势必会有效率的高低。久博金属对每位员工的效率进行了统计,对比标准工时后就能很容易的了解到哪一个工种在哪个时间段的效率是最高的。很多企业为了赶生产进度,会希望员工进行几个小时及双休日的加班,但久博金属很清晰的看到:“星期天的加工效率是最差的,其次是星期六,”按工种分也能发现:“技术工人在加班时段的效率会急速下降,而操作工反而在这段时间里的效率会上升。”等等。公司只要根据这些数据,对人员的安排进行优化后,就能以最低的人力成本实现最高的生产效率了。

激光加工生产区域

数控冲床生产区域
另一方面,虽然不能说全都归功于标准工时,但在久博金属,我们能够看到, 采用了标准工时制度之后,不仅生产品质得到了稳定,从人员管理角度来看,其实也变得更良性化 。在早期的时候,员工离职率一度高达30%,过完春节必须得重新招人,随之而来的培训、磨合期所产生的成本和精力绝不像想象的那么简单。而在采用标准工时后,离职率正逐年下降,2017年的离职率控制在了最佳的4%,而且这之中主要还是被公司辞退的为主。
宋总认为,中国的钣金行业在未来的10年里将会迎来大洗牌的时代。在这样的时代背景下,作为一家民营企业要生存下来,就必须做到有自己的特色,做别人做不了的加工或产品;进而控制产品的质量和精度,适应多品种少批量加工,以及交货期一定要进一步缩短。而我们所看到的久博金属,其实已经走在了这条道路之上,就像宋总说的那样:“ 这么多年的跌摸滚打下来,应该值得庆幸的就是:我们的道路没有走错。 ”
相关参考
...钢管折弯加工是最常见的操作。那么在对它们进行折弯加工时,一定要掌握一些加工技巧或者说要点才行。咱们先来说说不锈钢板的折弯加工,通常情况来说钢板越厚,我们在调节折弯设备时的弯力就应该调的越大;还有就是在...
...景是非常乐观的,国外已有很多成功经验。目前欧美市场钣金加工车间40%~50%的折弯机上配置机器人自动折弯系统,而中国目前折弯自动化才刚刚起步。未来10年内,折弯机器人在国内需求将呈直线上升趋势。以机器人作为核心...
...个报价工厂的老底!从原材料是什么钢到各种加工设备的工时与时间,模具装配都有工时[捂脸]咱不想耗这种耗费精力的事!拜拜了您!谈谈各位有这种事情?
...个报价工厂的老底!从原材料是什么钢到各种加工设备的工时与时间,模具装配都有工时[捂脸]咱不想耗这种耗费精力的事!拜拜了您!谈谈各位有这种事情?
...高精度角度折弯成型。广泛应用于冶金,电梯,铝合金,钣金加工等各种板材折弯需求行业。经过整体热处理的模具比普通模具具有更加持久的寿命模具的长度标准和分割标准黄金分割方法方法A上模:100(切左耳),10,15,20...
...高精度角度折弯成型。广泛应用于冶金,电梯,铝合金,钣金加工等各种板材折弯需求行业。经过整体热处理的模具比普通模具具有更加持久的寿命模具的长度标准和分割标准黄金分割方法方法A上模:100(切左耳),10,15,20...
折弯机不能上下怎么回事(折弯机器人容易出现哪些问题?如何去避免?)
我们在使用折弯机器人进行钣金折弯的时候,或多或少会遇到一些小问题不知道该如何去解决或者避免,今天小编给大家整理了五个机器人容易出现的问题,并给大家提供的相应的解决方案,希望大家都能有所收获。一、长死边...
一、普通弯刀圆弧1.根据选模标准选择0.2R普通上模和下模,计算弧长,根据弧长和材料厚度计算几刀完成圆弧,根据圆弧角度和折叠的刀数计算每次折叠的弯曲角度,然后弯曲。但是,由于弧形成型工艺是由几把甚至几十把刀弯...
数控折弯机是钣金加工主要设备之一,所需模具形状各异,下面是数控折弯机常用的几种模具。数控折弯机上模:可用于常用L型、R型、Z型、U型、压平等折弯2.数控折弯机下模:下模有单V和双V模,槽口宽度为4-26V,以及还有R模...
五金冲压件在进行弯曲加工时,是对材料有一定的要求的。一般有以下要求:五金冲压件形状要尽量对称,弯曲的半径不可以小于材料允许的小弯曲;曲边太短的话没那么容易成形,所以弯曲边的直平部分H>2δ。若是H比较短的...