折弯机怎么看吨位多少(折弯机面板上都要设置哪些参数)
Posted
篇首语:宁可枝头抱香死,何曾吹落北风中。本文由小常识网(cha138.com)小编为大家整理,主要介绍了折弯机怎么看吨位多少(折弯机面板上都要设置哪些参数)相关的知识,希望对你有一定的参考价值。
折弯机怎么看吨位多少(折弯机面板上都要设置哪些参数)
假如有如下图所示的一个单弯头的折弯工件,其在手动加工页面中的操作过程如下:
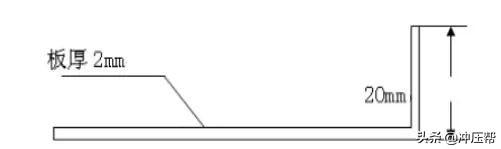
从图中不难看出:该工件的板厚为2mm,单端的翻边高度为20mm。另外假设该板料材质为Q235-A,总的加工宽度为2000mm。
针对上图的一些信息,请选择合适的上下模具,将这些信息录入数控系统相应的参数下。
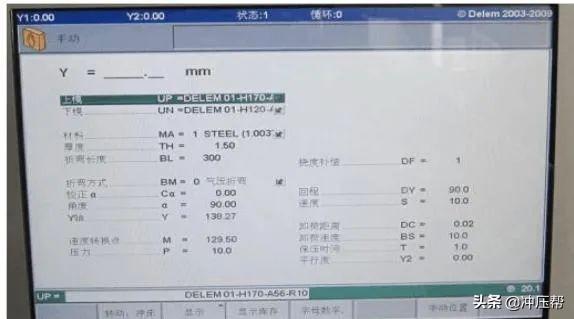
所有这些参数都是可以独立编入
上模UP:从上模内存中选择相应的上模用于加工,只需输入上模的序号。(例中录入的为5号)
下模UN:从下模内存中选择相应的下模用于加工,只需输入下模的序号。(例中录入的为5号)材料MA:选择加工板料类型(本例题中录入1)
1:钢4:不锈钢
2:铝5:根据在编程常量中设置抗拉强度和E-模数定义
材料MA:选择加工板料类型(本例题中录入1)
1:钢4:不锈钢
2:铝5:根据在编程常量中设置抗拉强度和E-模数定义
厚度TH:加工板料厚度(本例题中录入2)
长度BL:加工板料宽度(本例题中录入2000)
折弯方式BM:折弯方式(本例题中录入0)
0=自由折弯10:压平折弯
1=压底折弯11:压平+压底折弯
校正Ca=核正折弯角度
如果编程90度,实际加工后为91度,则核正为-1度
如果编程90度,实际加工后为89度,则核正为+1度
角度a=折弯角度(本例题中录入90)
Y轴 Y=编程或计算的Y轴值(由数控系统根据机床参数、模具参数、板材的厚度自动计算出折弯深度,用回车键直接确认数控系统计算出的值;假如在角度Ca处录入校正角度时,请用回车键重新确认Y轴值)速度转换点MuteM=速度转换点的位置(由数控系统根据机床参数、模具参数、板材的厚度自动计算出滑块的速度转换点,用回车键直接确认数控系统计算出的值。)
压力P=在折弯时,液压系统输出的折弯吨位(数控系统根据板料厚度及抗拉强度、下模开口、折弯宽度等参数自动计算出。也可以人工修改。)
X-轴 X-后挡料的编程位置(本例中输入18.1,因为图中的折弯高度为20mm,包含了板料厚度。在自动程序的工序计算中,数控系统自动计算X轴的定位位置)
R-轴 R-如果机床配置了附加轴如X2、R、DF等,在手动页面中其编程值为用户根据需要自行录入)开口Dy=滑块的开口高度,从速度转换的高度开始计算滑块返程的高度。
速度S=折弯速度(滑块慢下的速度,人工录入)减压速度BS=液压系统泄荷时,其泄荷的速度(对应于泄荷距离,人工录入,一般情况下小于折弯速度)延迟时间T=在折弯最终位置点的保压时间(可以修改0.1-9.9秒)平行Y2=左右油缸的偏差值设置。当为正数时,Y2再往下一点,负值时Y2少下一点,此设置用于自由折弯方式。
相关参考
折弯圆角与钢板厚度(钣金行内人折弯经验汇总,就是这么详细,你知道多少)
...之间的作用力施加于材料上,使材料产生塑性变形。工作吨位就是指折弯时的折弯压力。确定工作吨位的影响因素有:折弯半径、折弯方式、模具比、弯头长度、折弯材料的厚度和强度等,见图1所示。通常,工作吨位可按下表...
折弯机编程如何输入零件参数(solidworks怎么设置钣金中折弯系数)
首先,打开solidworks软件,新建一零件2.在工具栏上点击右键,准备打开钣金工具栏3如图,钣金工具条已经打开了4.草图绘制完成后,标注尺寸,点击钣金,如图5.在基体法兰上设置各项参数,如图6.折弯系数设置,根据自己设计...
...等;模具参数有:上模模柄型式(和中间板匹配)、耐压吨位(最大折弯压力)等;A关于机床参数的选择1、模具高度的选择行程(mm)=开口高度—中间板高度—上模高度—下模座高度—(下模高度
液压折弯机模具(钣金折弯模具设计干货实用,由浅到深图解成型工艺及计算方式)
折弯模具:一般的模具分为中间板、上模、下模、导轨、下模座等,这类模具通用性强,大部分加工都可以完成。折弯模具的选择:加工不同的零件需要使用不同的模具,首先要对机床和模具的加工参数有所了解,才能选择相互...
液压折弯机模具(钣金折弯模具设计干货实用,由浅到深图解成型工艺及计算方式)
折弯模具:一般的模具分为中间板、上模、下模、导轨、下模座等,这类模具通用性强,大部分加工都可以完成。折弯模具的选择:加工不同的零件需要使用不同的模具,首先要对机床和模具的加工参数有所了解,才能选择相互...
钢结构图纸符号代表含义及识图常识符号含义符号含义符号含义符号含义GJ钢架XG系杆SQZ山墙柱QCG墙撑管GL钢梁XT斜拉条MZ门边柱QLG墙拉管GJL钢架梁SC水平支撑ML门上梁GZ钢柱YC隅撑T拉条GJZ钢架柱ZC柱间支撑CG撑杆GLT刚性檩条LT檩条HJ桁...
折弯机下行缓慢抖动(「萨凡折弯」数控折弯机折弯时滑块无法回程该如何处理?)
1、调试Y轴折弯部分参数,数控折弯机折弯参数应根据实际调试,部分增益太小,滑块会折不动或折不到位,太大滑块会抖动,应该将参数调整为动作时滑块不抖动,增益尽量大一点;或者是折弯机诊断程序中左、右阀偏置设置...
数控折弯机滑块不在上死点(「萨凡折弯」数控折弯机折弯时滑块无法回程该如何处理?)
1、调试Y轴折弯部分参数,数控折弯机折弯参数应根据实际调试,部分增益太小,滑块会折不动或折不到位,太大滑块会抖动,应该将参数调整为动作时滑块不抖动,增益尽量大一点;或者是折弯机诊断程序中左、右阀偏置设置...
...天给大家分享一些关于折弯的基础知识。数控折弯工艺:折弯机的主要参数是:压力和工作台长。1.、折弯刀的主要类型如下图(1)2.、各种刀具的主要应用折弯类型。(1)直刀:一般优先用于只折一道弯并不用考虑避位的弯折...
数控折弯机双机联动(横跨伶仃洋世界最长跨海大桥港珠澳大桥正交异性钢桥面板制作技术)
一、引言近年来,正交异性钢桥面板以其自重轻、承载能力大、跨越能力强等优点,在我国大跨度桥梁中得到广泛应用。正交异性钢桥面板由相互垂直的U形肋、横向加劲肋和桥面板焊成整体,结构构造复杂,连接多。由于受焊接造成...