折弯机参数调(六招帮你选购最合适的折弯机)
Posted
篇首语:勇敢,事会成功;勤劳,幸福必来。本文由小常识网(cha138.com)小编为大家整理,主要介绍了折弯机参数调(六招帮你选购最合适的折弯机)相关的知识,希望对你有一定的参考价值。
折弯机参数调(六招帮你选购最合适的折弯机)
折弯机是对金属薄板进行折弯的一种机器,在进行工业生产中非常常见。随着现代工业的逐步发展壮大,用户对折弯机的需要也逐步上升,但是随着需求的增加,行业内逐步出现了一些质量参差不齐的折弯机,而这些机器的质量也决定了日后生产过程的顺畅或挫折。
那么如何正确挑选优质的折弯机呢?最好先从机器的最终用途、已知机器可能发生的挠变量、零件的弯曲半径等方面仔细考虑买什么机型。在选择折弯机时,作为决策者的您也需要详细了解机器的性能、加工范围、加工功能、加工精度等等。选择的过程非同小可的,因为一旦选择不当,您之后的生产成本就会攀升,折弯机也不能收回预期的成本。为此,哈斯数控整理了如下内容帮助您选购最心仪的折弯机:

电液折弯机
工件——规格型号
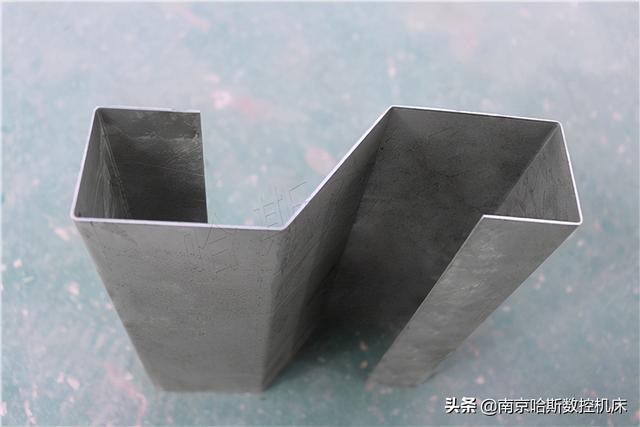
第一个值得考虑的重要事项是您要生产的零件,要充分估计一下自己所要生产商品零件的标准尺寸,形状构造等来进行充分的核算,要点是购买一台能够完成加工任务而工作台最短、吨数最小的机器,从而达到实用又节约的目的。
仔细考虑金属板板材以及最大加工厚度和长度。如果主要生产的产品材质为低碳钢,其厚度在3mm内、最大长度不超过2500mm,那么自由折弯力不需要大于80吨。但若是操作过程中有大量的压底折弯,那或许应该考虑购买一台150吨左右的折弯机。
如果生产中要折弯的板材为低碳钢,最厚的有6mm,长度2500mm内进行自由折弯时,这时就要考虑购买100吨以上的折弯机。如果折弯时需要校正弯曲,那么就要更大吨位的折弯机了。
若折弯的大部分工件是1250mm或更短一些,那么考虑折弯机吨位数就差不多减半,这样可以大大降低购置成本。因此加工零件产品的长度对确定机型的规格型号是相当重要的。
工件——规格型号
挠变——补偿功能
折弯机在折弯加工中特别是折弯长尺寸的工件时,会发生挠变。工件越长挠变程度就越大,在相同的载荷下,2500mm机型工作台和滑块出现的挠变是1250mm机型的4倍。

挠变——补偿功能
这就是说较短的机器需要较少的垫片调整,就能生产出合格的零件,而减少垫片调整又缩短了准备时间。但是目前大部分数控液压折弯机在生产设计上都增加了液压挠度补偿功能,减少了生产操作者对设备的调整,同时提高了折弯的精度和生产效率。液压挠度补偿功能是由数控系统控制,液压油通过磁伺阀进入补偿油缸,进行把工作台向上顶,同时挠度补偿力随着折弯力的增大而增加,从而起到了挠度补偿的作用。

电动补偿与手动补偿
材质——折弯力
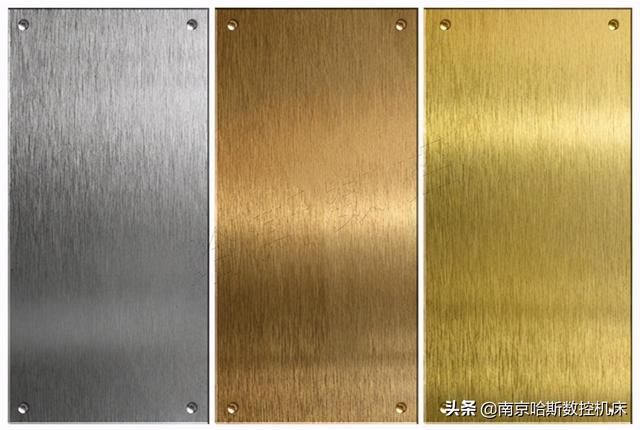
加工板材的材质也是一个关键因素。与低碳钢相比,不锈钢需要的载荷通常需要增加50%左右,而大多数材质为软铝则要减少50%左右。相关标准的折弯压力参数,可以从折弯机厂商那里得到相关数据,该表显示在不同厚度、不同板材下每1000mm长度所需要折弯力。
材质——折弯力
弯曲半径——吨位规格
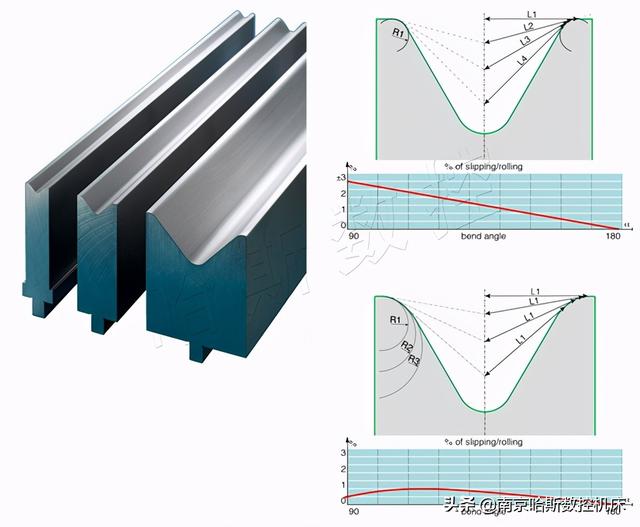
折弯产品过程中,工件的折弯角半径也是一个要考虑的因素。采用自由折弯时,弯曲半径为V槽开口尺寸的0.156倍。
在自由折弯过程中,V槽开口尺寸应是金属板材厚度的8倍。例如,使用12mm的V槽开口尺寸折弯1.5mm低碳钢时,零件的弯曲半径约R=1.9mm。若弯曲半径接近于板材厚度或是小于板材的厚度时,须进行有底下模成型。不过,压底折弯所需的压力比自由折弯大4倍左右。进行自由折弯折弯时,注意上模与下模在冲程底端的空隙,以及使用补偿回弹而使板材保持90°左右的过度弯曲。通常,自由折弯模在新折弯机上产生的回弹角≤2°,弯曲半径等于下模开口的0.156 倍。因此自由上下模具折弯加工的模具角度一般为86 ~ 90°。在行程的底端,上下模之间应有一个略大于板材厚度的间隙。

弯曲半径——吨位规格
成型角度得以改善,因为压底折弯的吨数较大(约为自由折弯的4倍),减小了弯曲半径范围内通常引起回弹的应力。压印折弯与压底折弯相同,只不过把上模的前端加工成了需要的弯曲半径,而且冲程底端的上下模间隙小于板材厚度。由于施加足够的压力(大约是自由折弯的10倍)迫使上模前端接触板材,基本上避免了回弹。为了选择最低的吨位规格,最好为大于板材厚度的弯曲半径作打算,并尽可能地采用自由折弯。弯曲半径较大时,常常不影响成件的质量及其今后的使用。
弯曲半径——吨位规格
精度——智能数控
折弯精度是一个需要慎重考虑的因素,这个因素决定了您是选购一台数控折弯机还是一台普通折弯机。选购折弯机要涉及到机械系统硬性指标所使用的精密度,因为从科学的角度来讲,误差是不可避免的,只能尽可能去减小误差。有些工件本身和一些简单的零件在小范围内出现误差都是可以接受的,那这时就没必要追究高精度的折弯机;而有些工件必须是高精确度的,这就需要折弯机精密度很高,更推荐大家购买数控折弯机。

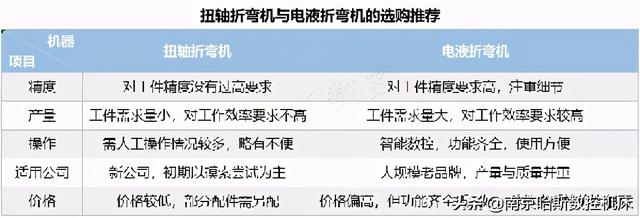
扭轴折弯机与电液折弯机
如果折弯精度要求±0.5°而且不能随意改变,您必须着眼于数控折弯机。数控折弯机滑块的重复精度一般都能保证在±0.01mm,成型精确的角度须采用这样的精度和好品质的模具。普通折弯机滑块重复精度为±0.5mm,而且在采用合适模具的条件下仍旧会产生±2~3°的偏差。此外,数控折弯机都配有快夹和快速换模系统,当您需要折弯许多小零件时,数控折弯机是一个不容置疑的选择。
精度——智能数控
模具——磨损情况
折弯模具也会直接影响到折弯的精度,因此要经常检查模具的磨损情况,方法是测量上模前端至台肩的长度和下模至台肩之间的长度。
对于常规模具,每10mm偏差应在±0.01mm左右,而且总长度偏差不大于±0.15mm。至于精磨模具,每100mm精度应该是±0.005mm,总精度不得大于±0.05mm。最好把精磨模具用于数控折弯机,常规模具用于普通折弯机。
模具——磨损情况
总结
作为设备的使用者或是厂家在购买折弯机时,最主要的是要采购一台经济又实用的折弯机,当然这是要考虑到很多的因素同时要根据自己的实际情况出发。上面的几点只是简要地概述一些片面的问题,最好的办法就是选择专业的折弯机生产厂商,让他们根据您的实际情况为您提供几套计划备选,使决议计划起来更合理有效。
相关参考
随着经济的发展我国的重工业也在飞速发展,剪板机、折弯机、冲床等机床在各个行业中是必不可少的设备。这类机床少则上万元,动辄几十万甚至上百万,如何购买到中意的产品成了一个难题,南京哈斯数控机床有限公司总结...
润滑脂太稠怎么调稀(轴承易损坏寿命短?可能是润滑没做好,9招帮你为轴承选对润滑脂)
合理润滑是保证滚动轴承可靠运行和延长寿命的关键因素。滚动轴承故障大多数直接或间接地与润滑不当有关。这其中又包括使用了不合适的润滑剂、润滑剂老化以及润滑不足等。滚动轴承发生故障的原因:①润滑不足,②不合...
润滑脂太稠怎么调稀(轴承易损坏寿命短?可能是润滑没做好,9招帮你为轴承选对润滑脂)
合理润滑是保证滚动轴承可靠运行和延长寿命的关键因素。滚动轴承故障大多数直接或间接地与润滑不当有关。这其中又包括使用了不合适的润滑剂、润滑剂老化以及润滑不足等。滚动轴承发生故障的原因:①润滑不足,②不合...
...适用于弯制钢制零部件。2.设备与工具2.1设备:数控板料折弯机、机械压力折弯机2.2工具:游标卡尺(0-150mm),钢卷尺(3.5m),万能角度尺,内六角扳手3.工艺要求3.1板料弯曲时,应选择合适的弯曲半径,为减少弯曲力和弯曲变...
假如有如下图所示的一个单弯头的折弯工件,其在手动加工页面中的操作过程如下:从图中不难看出:该工件的板厚为2mm,单端的翻边高度为20mm。另外假设该板料材质为Q235-A,总的加工宽度为2000mm。针对上图的一些信息,请选...
假如有如下图所示的一个单弯头的折弯工件,其在手动加工页面中的操作过程如下:从图中不难看出:该工件的板厚为2mm,单端的翻边高度为20mm。另外假设该板料材质为Q235-A,总的加工宽度为2000mm。针对上图的一些信息,请选...
折弯机系统有哪些(折弯机知识点——3分钟帮你分析让你了解折弯机液压系统)
折弯机是一种使用广泛的弯曲机械,早已实现了液压化。折弯机做为钣金加工重要的设备,发挥着其不可替代的作用,对产品的质量、加工效率、精度起着决定性的作用。 通常,折弯机为上活塞式压机,由机架、滑块、液压系...
折弯机液压为什么好(折弯机知识点——3分钟帮你分析让你了解折弯机液压系统)
折弯机是一种使用广泛的弯曲机械,早已实现了液压化。折弯机做为钣金加工重要的设备,发挥着其不可替代的作用,对产品的质量、加工效率、精度起着决定性的作用。 通常,折弯机为上活塞式压机,由机架、滑块、液压系...
折弯机因其负载过重,运动部位润滑不到位,工作环境较复杂等多种原因,都极易造成运动部件磨损或拉伤。本文就为大家分析一下折弯机常见的机械故障及维修: 故障一:液压折弯机液压系统无压力或压力键不上去 ...
在折弯机的实际使用过程中,折弯精度方面多多少少会出现一些误差,有时可能是机器的机械因素导致折弯精度不够高,也可能是一些外界因素,例如折弯模具、折弯板材的材质厚度等,甚至还会有一些人为操作因素。本文将从...