折弯机刀模加工(折弯工艺上的一些知识,你知道多少?)
Posted
篇首语:不经过琢磨,宝石也不会发光。本文由小常识网(cha138.com)小编为大家整理,主要介绍了折弯机刀模加工(折弯工艺上的一些知识,你知道多少?)相关的知识,希望对你有一定的参考价值。
折弯机刀模加工(折弯工艺上的一些知识,你知道多少?)
写在前面:折弯是一种钣金加工方式,各种形状经过几刀就会折弯出想要的形状,方便快速。今天给大家分享一些关于折弯的基础知识。
数控折弯工艺:
折弯机的主要参数是:压力和工作台长。
1.、折弯刀的主要类型如下图(1)

2.、各种刀具的主要应用折弯类型。
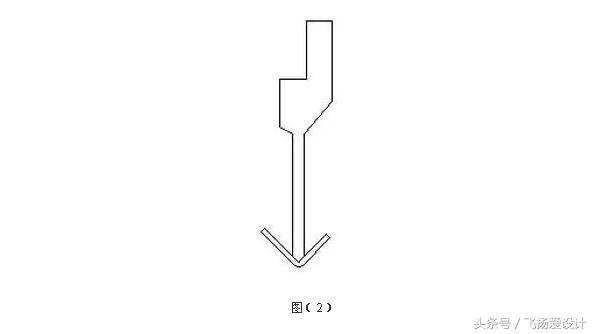
(1) 直刀:一般优先用于只折一道弯并不用考虑避位的弯折,如图(2)
如果出现以下等情况就需要考虑避位,如图(3)
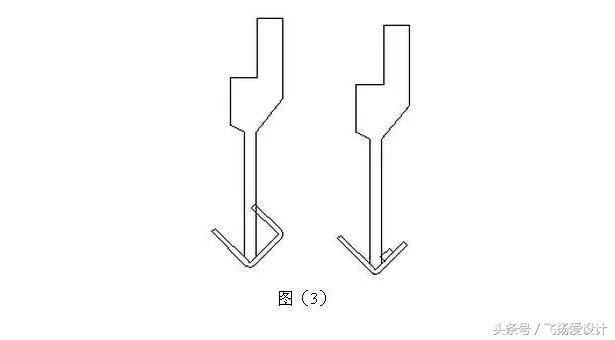
从图(3)可以看到,折弯明显干涉,此时就要考虑用另外类型的折弯刀来折弯。
图(3)左侧的情况可视情况优先选用小弯刀来避位,如图(4)

而图(3)右侧的情况就要选用尖刀来避位了,但同时也要注意,由于尖刀的头很尖,所以它的强度比较差,所以它不能用于厚板的折弯,一般1.5mm以上的板厚都不使用尖刀,而在工艺安排上,再想办法,例如把压铆螺母工艺安排在折弯以后等。见图(5)

还有这样的情况,当小弯刀也无法避位时,就要选用大弯刀来避位,如图(6)

有时也会出现大弯刀也无法避位,此时就要需增加工艺:先在折弯线上压一条印,如图(7)

为了更好的折弯,可此道折弯先折到一定角度,避免碰刀,然后在把边压至90度。如图(8)

而一般情况,压印工艺可以应用到折弯不能一次完成,这样当第二次折弯时,折弯线能更好按原来折弯印成型,否则容易出现二次折弯而造成折弯偏位,或折弯角度控制不好的现象。
因此我们在设计的过程中也要考虑这样的问题,在满足要求的情况尽量避免出现采用这样的工艺,因为这样没有直接折弯的效果好,而且尺寸和角度都可能有偏差。
折弯机还可以用于工件压死边,先把工件折弯到30度,再用平刀把工件压死,但一般可用普通冲床完成的压死边尽量不安排到折弯机,因为冲床压死边的效果相对比较好点。
在折弯过程中除了工件与折弯刀干涉,当工件的尺寸比较大时还可能会出现折弯时与折弯机干涉。
在我们安排工艺的时候,很多时候都要考虑是否好折弯,能否折弯的问题,因为折弯是一个很重要的工艺,折弯是否好操作直接影响到折弯质量的保证,而很多时候出现的质量问题都是出自于折弯尺寸没有控制好,所以在设计的过程中也要特别关注折弯的问题,这个关系到产品量产时质量的稳定性。
对于不同板厚,它的折弯尺寸都是有限度的,不能过小,一般多与下刀模有关系,一般的原则是:下刀模选取板厚6倍的刀槽,这样折弯系数与经验值最符合。一般刀槽的分类按刀槽的外宽分如图(9),分别是6号和10号槽。

但选用够小的刀槽折弯时,很容易出现压痕,一般6号槽以下的压痕都比较明显,所以当工件表面不处理时,当折弯边比较小时,有明显的压痕,一来影响外观,二来容易生锈,因此我们在设计的时候要注意。
在实际的折弯过程中还会遇到各种各样的问题,很多时候还要考虑到折弯对别的工艺的影响,很多时候还要具体问题具体分析,适当的安排工艺。
同时,在一些特殊需要的情况下,供应商也会制造特殊的折弯刀,但如果刀具的形状越怪或者弯度越大,必然影响到刀具的刚性,缩短刀具寿命。

写在最后:更多机械及设计方面的知识,请关注,谢谢。
相关参考
折弯机上不去能下来怎么回事(折弯机上、下刀模中心对位调校方法)
上、下刀模中心对位调校方法:选择寸动慢下,待上、下刀距离t约为25mm左右时,调整下刀模,使上、下刀模的V形中心基本对中,继续慢下调整下模,直至上、下刀模的V形中心完全重合。斜楔调校方法:顺时针拧紧螺丝A、C将刀...
折弯圆角与钢板厚度(钣金行内人折弯经验汇总,就是这么详细,你知道多少)
...度等,见图1所示。通常,工作吨位可按下表选择,并在加工参数中设置。1、表中数值为板料长度为一米时的折弯压力:例:S=4mmL=1000mmV=32mm查表得P=330kN2、本表按强度σb=450N/mm2的材料为依据计算的,在折弯其它不同材料时,折...
折弯机系统有哪些(折弯机知识点——3分钟帮你分析让你了解折弯机液压系统)
折弯机是一种使用广泛的弯曲机械,早已实现了液压化。折弯机做为钣金加工重要的设备,发挥着其不可替代的作用,对产品的质量、加工效率、精度起着决定性的作用。 通常,折弯机为上活塞式压机,由机架、滑块、液压系...
折弯机液压为什么好(折弯机知识点——3分钟帮你分析让你了解折弯机液压系统)
折弯机是一种使用广泛的弯曲机械,早已实现了液压化。折弯机做为钣金加工重要的设备,发挥着其不可替代的作用,对产品的质量、加工效率、精度起着决定性的作用。 通常,折弯机为上活塞式压机,由机架、滑块、液压系...
手动折弯机原理(钣金加工行业常用的一些机械设备的基础知识及经验)
钣金设备主要有折弯机、剪板机、激光切割机、刨槽机及数控冲床和各种辅助设备等组成折弯机:折弯机可以大致归纳为两种机型,一种是纽轴同步,一种是电液同步,其他小众机型如电动折弯机,还有下动折弯机。上述机械设...
折弯机油缸哪个厂家好(钣金加工行业常用的一些机械设备的基础知识及经验)
钣金设备主要有折弯机、剪板机、激光切割机、刨槽机及数控冲床和各种辅助设备等组成折弯机:折弯机可以大致归纳为两种机型,一种是纽轴同步,一种是电液同步,其他小众机型如电动折弯机,还有下动折弯机。上述机械设...
...柔性折弯中心实拍图今天小编给大家分享一下我们平时的折弯机保养小技巧,希望能帮到你。一共分为四点,大家耐心地看完,看完觉得有用的点赞留言,谢谢!第一:每周给滑块、偏心轮、皮带轮、转动部位加一次润滑油。每...
木工切割机什么牌子的好(钣金加工行业常用的一些机械设备的基础知识及经验)
钣金设备主要有折弯机、剪板机、激光切割机、刨槽机及数控冲床和各种辅助设备等组成折弯机:折弯机可以大致归纳为两种机型,一种是纽轴同步,一种是电液同步,其他小众机型如电动折弯机,还有下动折弯机。上述机械设...
假如有如下图所示的一个单弯头的折弯工件,其在手动加工页面中的操作过程如下:从图中不难看出:该工件的板厚为2mm,单端的翻边高度为20mm。另外假设该板料材质为Q235-A,总的加工宽度为2000mm。针对上图的一些信息,请选...
1.板料折弯的最小搁置尺寸c与板料的厚度有关(见图1)。a.板料厚度1mm~3mm的搁置尺寸c为3mm;b.板料厚度大于3mm的搁置尺寸c等于板料厚度;2.角尺边折弯最小极限尺寸amin(见图2)与板料厚度、折弯圆角半径和搁置尺寸的关系见表...