折弯机传动件(1+1>2—双机联动折弯机)
Posted
篇首语:一个不想蹚过小河的人,自然不想远涉重洋。本文由小常识网(cha138.com)小编为大家整理,主要介绍了折弯机传动件(1+1>2—双机联动折弯机)相关的知识,希望对你有一定的参考价值。
折弯机传动件(1+1>2—双机联动折弯机)
在船舶,飞机等行业经常会有大型的金属件成形要求,这时就需要使用双机联动折弯机,即两台折弯机同步工作,可以加工大尺寸工件。这需要数控系统对两台折弯机进行同步控制,目前只有昂贵的电液同步折弯机及其数控系统具有这样的功能。如果可以采用扭轴折弯机的话成本会下降更多,每套双机联动折弯机最多甚至可以节省20万元。

双机联动折弯机
机器特点
1.一般使用2台同系列同规格主机,配置双机联动同步装置。
2.选用全钢板焊接结构,振动消除应力,机器强度高、刚性好。
3.液压体系选用美国专用液压体系,简单紧凑,稳定可靠,寿命长。
4.同步机构采用机液伺服和机械挡块,与滑块用关节轴承衔接,同步性极高,并能接受一定的偏载,避免了因偏载导致的同步组织损坏及对工件精度影响。
5.滑块行程组织选用机动调理,LED数码显现,显现精度0.01毫米,保证板料的高精度成型视点。
6.后挡料距离为机动调理,手动微调LED数码显现,显现精度可达0.01毫米,消除了一般数显中各齿轮间的间隙,显现精度高。
7.滑块行程调节组织为独立机动组织,改变了以往的油缸内调式,定位精度高,修理方便,杜绝了因滑块行程调节超限而引起的油缸漏油和卡死。
8.上模配有挠度补偿组织,可选配快夹组织。250吨以上设有下模挠度补偿设备,可选择斜块补偿或油缸补偿。
9.本机为现在最新款设备,属于折弯机第三代产品,两台机床还可以同时单独使用,提高生产效率,定位精度高,修理方便,美观大方。

机器特点
结构设计
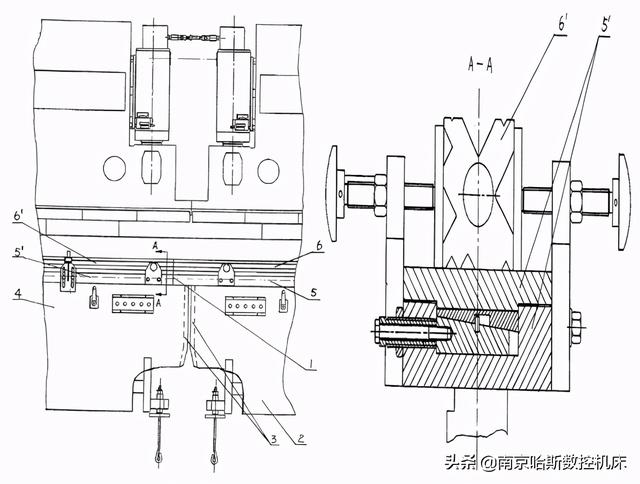
左图为双机联动结构示意图,右图为左图的A-A向局部结构示意图;其中,1为拼接缝,2为第一台折弯机,3为侧板,4为第二台折弯机,5、5′为工作台,6、6′为下模。具体实施方式如图,双机联动折弯机包括第一台折弯机2和第二台折弯机4,每一台折弯机上均设有工作台,工作台上固定有下模,每一台折弯机的两端设有侧板3,第一台折弯机2上的工作台5和下模6伸出于一侧的侧板3外,并延伸至第二台折弯机4的侧板内侧,与第二台折弯机4上的工作台5′和下模6′相拼接;由于工作台和下模底面是精加工面,因此可以使第一台折弯机2与第二台折弯机4的工作台和下模相拼接处的拼接缝1间隙很小,小至1mm以下,所以双机联动工作时,板料在两台折弯机的下模接缝处折弯精度高,无异形过渡区。
结构特点
进行双机联动的关键技术是调节两个折弯机的折弯机速度同步,同时对一个工件进行折弯才能达到加工大型工件的目的。目前扭轴折弯机的下压速度都是不可调的,所以用扭轴折弯机不可能进行实现双机联动操作。正是由于扭轴折弯机及其数控系统的结构和功能问题,使用两台扭轴折弯机进行双双机联动,技术上困难很多,因此目前市场上没有折弯机生产企业和用户进行扭轴折弯机进行双机联动操作。
技术解决
双机联动折弯机所要解决的技术问题就是提供一种控制方法,实现两台折弯机的联动。为解决上述技术问题,本发明采用如下技术方案:双机联动折弯机包括并排设置的两台折弯机,每台折弯机包括机架、滑块、上模、液压驱动系统以及控制系统,其中液压驱动系统由控制系统进行控制,液压驱动系统驱动滑块,滑块带动上模上下动作。液压驱动系统包括油箱、油栗、电磁压力阀、比例流量阀和油缸,油栗的出油口连通电磁压力阀的进油口,电磁压力阀的压力油口连通比例流量阀的进油口,比例流量阀的出油口连通油缸;双机联动折弯机还设有测量上模下压位置和速度的检测装置,上模检测装置与控制系统通信连接,向控制系统反馈上模下压位置和速度,两台扭轴折弯机的控制系统之间通过同步信号实现同步控制。

双机联动折弯机
以其中一台扭轴折弯机的控制系统为主机,向另外一台扭轴折弯机的控制系统发出控制信号,使两台扭轴折弯机的控制系统实现同步控制,在上模下压时,上模检测装置向控制系统反馈上模下压位置和速度,控制系统再控制上模下压速度,使两台扭轴折弯机的上模下压位置和速度保持同步。
电伺服驱动系统包括伺服电机、连接伺服电机与滑块的传动装置,伺服电机通过传动装置驱动滑块上下运动。传动装置包括设在伺服电机输出轴上的齿轮和设在滑块上的齿条,齿轮和齿条啮合传动。液压驱动系统设置有两个油缸,两个油缸分别设置在机架的左右两侧油缸的活塞顶杆与滑块相连。上模检测装置为光栅尺装置。
技术解决
在折弯机开始工作时,比例流量阀全开,在上模达到变速点时,比例流量阀开始动作,两台扭轴折弯机的控制系统分别调整上模下压速度,使联动的两台扭轴折弯机的上模下压位置和速度都保持同步。在折弯机开始工作后,上模达到变速点前的上模快下阶段,控制系统发出指令,控制伺服电机正转,伺服电机控制上模快速下行,直至上模到达变速点。在折弯完成后,上模到达上死点前的上模快上阶段,控制系统发出指令,控制伺服电机反转,伺服电机通控制上模块快速上行,直至上模到达上死点。
双机联动系统在两台联动的折弯机的两个控制系统之间通过通同步信号实现同步控制,同时在液压驱动系统中增加了比例流量阀,并通过上模检测装置测量上模下压位置和速度的,使两台扭轴折弯机可以调节上模下压速度,就是通过控制器可以调节扭轴折弯机的下压速度。因此,本发明可以使两台折弯机的折弯机速度同步,同时对一个工件进行折弯,达到了加工大型工件的目的。

技术解决
相关参考
视频加载中...
...神冲折弯随动车功能与特点 (1)可配所有品牌及型号的折弯机(上动式电液伺服折弯机、下动式扭轴折弯机、普通折弯机、全伺服电动折弯机)。 (2)无需改造折弯机。只需要在折弯
数控折弯机双机联动(横跨伶仃洋世界最长跨海大桥港珠澳大桥正交异性钢桥面板制作技术)
一、引言近年来,正交异性钢桥面板以其自重轻、承载能力大、跨越能力强等优点,在我国大跨度桥梁中得到广泛应用。正交异性钢桥面板由相互垂直的U形肋、横向加劲肋和桥面板焊成整体,结构构造复杂,连接多。由于受焊接造成...
...工艺流程)组成1.卷料开平机2.钢板斜剪生产线3.双机联动折弯机4.自动合缝焊接生产线5.钢杆校直机6.弯管机7.双砂带自动打磨机8.静电喷涂生产线9.电动平台弯管机灯杆生产工艺流程卷板料进库→卷板开平→钢板斜剪剪切钢杆梯形...
...工艺流程)组成1.卷料开平机2.钢板斜剪生产线3.双机联动折弯机4.自动合缝焊接生产线5.钢杆校直机6.弯管机7.双砂带自动打磨机8.静电喷涂生产线9.电动平台弯管机灯杆生产工艺流程卷板料进库→卷板开平→钢板斜剪剪切钢杆梯形...
手动螺旋丝杆升降原理(数控折弯机上常用的元件——滚珠丝杠的工作原理及特点)
滚珠丝杆是一种新型的传动机构,它的结构特点是具有螺旋槽的丝杠螺母间装有滚珠作为中间传动件,以减少摩擦,丝杠和螺母上都磨有圆弧形的螺旋槽,这两个圆弧形的螺旋槽对合起来就形成螺旋线滚道,在滚道内装有滚珠。...
...号一致,能够冲压出孔窝、凸模等五金冲压件。五金冲压折弯件只有按照规范操作加工,才能确保产出产品的质量。经屹纬精密总结,下列是对冲压折弯件的规范。1.冲压折弯件样子应尽可能对称性,折弯半径不可以低于原材料...
...比较复杂,体积较小、大批量加工的钣金结构;另一种是折弯机折弯,用于加工结构尺寸比较大的或产量不是太大的钣金结构。目前公司产品的折弯主要采用折弯机加工。这两种折弯方式有各自的原理,特点以及适用性。1.1.1模...
手持不锈钢板折弯机(和利时BD56数控系统在折弯机上的应用)
摘要:数控折弯机在现代钣金件的成形加工过程中起到不可替代的作用。目前市场中的折弯机数控系统都被国外系统垄断,国内数控系统多数都不能满足其控制要求及精度要求。针对此需求,和利时开发出了一款能满足其要求...
折弯机折弯力计算方法(图文并茂分享钣金件折弯与展开的计算,附公式)
板料在弯曲过程中外层到到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在高曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算高曲件展开长度的基准。1、中性层的...